Generalități
Sistemele de vulcanizare UV și-au găsit locul în diverse industrii și aplicații datorită procesării rapide, preciziei în aplicare și versatilității lor. Unele dintre cele mai importante aplicații până în prezent sunt:
- Industria tipografică: Cernelurile și vopselele cu întărire UV sunt utilizate pe scară largă în industria tipografică. Acestea permit uscarea și întărirea rapidă a cernelurilor pe hârtie, cartoane, materiale plastice și alte substraturi de imprimare, ceea ce crește viteza de producție.
- Prelucrarea lemnului: Acoperirile cu întărire UV sunt utilizate în prelucrarea lemnului, în special pentru mobilier, pardoseli, suprafețe și finisaje de mobilier și decorațiuni din lemn. Acestea asigură o întărire rapidă și o calitate ridicată a suprafeței.
- Industria auto: Vopselele și acoperitoarele cu întărire UV sunt utilizate în industria auto pentru vopsirea pieselor din plastic, a componentelor interioare și a tablourilor de bord. Acestea oferă o întărire rapidă și o calitate ridicată a suprafeței.
- Industria electronică: Materialele cu întărire UV sunt utilizate în industria electronică pentru producția de plăci cu circuite imprimate, afișaje, carcase, comutatoare și alte componente electronice. Acestea oferă un dozaj și o aplicare precise și permit o producție rapidă.
- Tehnologie medicală: Materialele de polimerizare UV sunt utilizate în producția de dispozitive medicale, produse dentare, aparate ortopedice și alte aplicații medicale. Acestea oferă precizie ridicată și proprietăți biocompatibile.
- Optică și ochelari: Materialele cu întărire UV sunt utilizate pentru lentile de ochelari, lentile de contact și acoperiri optice. Acestea oferă întărire rapidă, transparență ridicată și rezistență la zgârieturi.
- Industria aerospațială: Acoperirile cu întărire UV sunt aplicate în industria aerospațială pentru componente, carcase și aplicații de suprafață. Acestea oferă greutate redusă, durabilitate și întărire rapidă.
- Ambalaje alimentare: Acoperirile cu întărire UV sunt utilizate în industria ambalajelor alimentare pentru a proteja materialele de ambalare, a îmbunătăți durabilitatea și a reduce penetrarea umidității.
În plus față de aceste domenii tradiționale, ele sunt utilizate pe scară largă în fabricarea aditivă de mai mulți ani. Rășinile cu întărire UV constituie baza proceselor de fotopolimerizare în cuvă și de jet de material și sunt, de asemenea, utilizate în jetul de liant. Și aici, proprietățile de întărire rapidă sunt relevante pentru viteza de imprimare 3D; precizia și finețea sunt relevante pentru rezoluția și grosimea stratului realizabil; iar gama largă de formulări permite o combinație aproape infinită de proprietăți și materiale.
În unele aplicații, proprietățile cernelurilor, acoperirilor și pieselor imprimate 3D pot fi chiar îmbunătățite prin întărirea la temperaturi ridicate după întărirea cu UV. Acest lucru este uneori util pentru a controla adâncimea de întărire sau pentru a îmbunătăți proprietățile:
- Grosimea stratului de acoperire sau a filmului imprimat: Pentru straturile groase de materiale cu întărire UV, este posibil ca lumina UV să nu pătrundă suficient pentru a asigura întărirea completă. Este necesară postpolimerizarea termică pentru a obține o polimerizare completă pe întreaga grosime.
- Compoziția materialului și gradul de reticulare: Unele materiale necesită postpolimerizare termică pentru a obține suficientă reticulare și polimerizare. Post-curățarea ajută la finalizarea reacțiilor incomplete și la îmbunătățirea stabilității materialului.
- Optimizarea proprietăților materialului. Combinația de vulcanizare UV și post-vulcanizare termică permite optimizarea proprietăților specifice ale materialelor, cum ar fi duritatea, elasticitatea, rezistența la impact și rezistența chimică.
O bună metodă de optimizare a post-curăcirii termice în ceea ce privește proprietățile mecanice este analiza mecanică dinamică (DMA). DMA analizează comportamentul materialelor la diferite temperaturi, frecvențe și tensiuni. În exemplul următor, aceasta a fost utilizată pentru a determina temperatura ideală de post-curățare în ceea ce privește timpul, costul și performanța.
Parametrul de măsurare și rezultatele măsurării
Sistemul de rășină a fost dezvoltat de EZD pentru a fi utilizat ca cerneală sau acoperire, sau în fabricarea aditivă. Probele au fost produse prin imprimare 3D la EZD-SKZ și analizate cu un DMA 303 Eplexor®. Cei mai importanți parametri sunt sintetizați în tabelul următor.
Tabelul 1: Parametrii eșantionului investigat
| Suportul probei | bening în 3 puncte, suport flexibil de 30 mm |
|---|---|
| Grosimea eșantionului | Aproximativ 2 mm |
| Lățimea eșantionului | Aproximativ 10 mm |
| Forță dinamică maximă | 10 N |
| Amplitudine dinamică | 50 μm |
| Frecvență | 1 Hz |
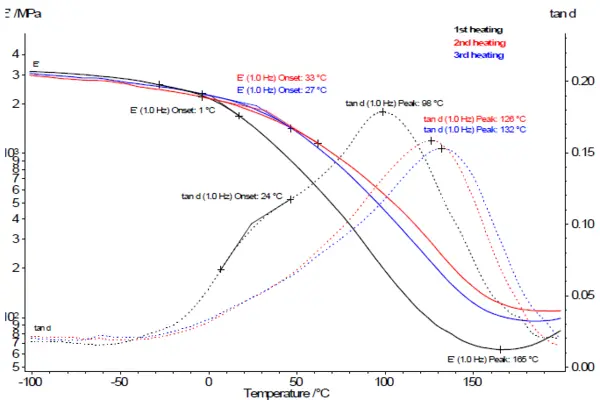
Pentru o evaluare inițială a comportamentului de întărire și a comportamentului mecanic sub influența temperaturii, s-a efectuat o măsurare DMA de la 100°C la 200°C la o rată de încălzire de 2 K/min. După răcire, acest ciclu a fost repetat de încă 2 ori pe aceeași probă. Rezultatele sunt prezentate în figura 1. Se poate observa că apare o diferență în Elasticitate și modul de elasticitateElasticitatea cauciucului sau elasticitatea entropică descrie rezistența oricărui sistem de cauciuc sau elastomer la o deformare sau tensiune aplicată din exterior. modulul de stocare la temperaturi peste temperatura camerei. Rigiditatea crește odată cu creșterea încălzirii. În plus, tranziția vitroasă se deplasează la temperaturi mai ridicate.
Pentru a determina temperatura ideală de întărire pentru noul sistem de rășină, probele au fost încălzite cu 5 K/min de la temperatura camerei la temperaturile țintă de 180°C, 200°C, 210°C și 220°C și menținute izoterm timp de 5 ore după atingerea temperaturii pentru a analiza posibila creștere a modulului de stocare în timpul perioadei de menținere; a se vedea figura 2.
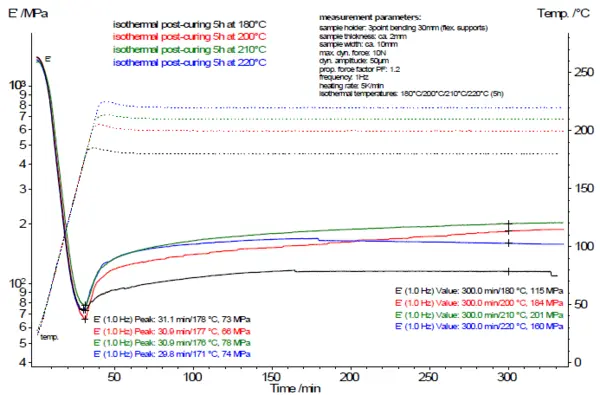
Se poate observa că, odată cu creșterea temperaturii, se pot obține valori din ce în ce mai mari ale modulului și că creșterea are loc mai rapid la temperaturi mai ridicate. Numai la 220°C apare un efect negativ. După o creștere inițială a valorii modulului, aceasta începe să scadă după aproximativ 80 de minute de timp total de măsurare, ceea ce reprezintă un indicator al fragilizării materialului. Astfel, la 220°C, se produce deja deteriorarea materialului.
Valorile modulului realizabil după 300 de minute prezintă o creștere considerabilă cu temperatura. Cu toate acestea, această diferență nu mai este atât de mare large între 200°C și 210°C.
Pentru a evalua efectul asupra tranziției vitroase, toate probele menținute izoterm sunt apoi încălzite dinamic de la -100°C la 200°C la o rată de încălzire de 2 K/min (figura 3).
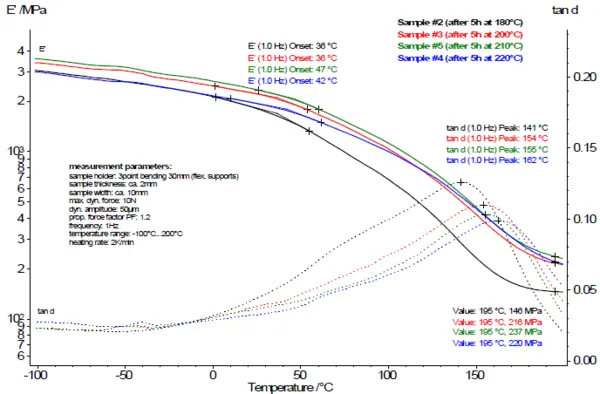
Pentru a putea evalua efectul asupra tranziției vitroase, toate probele menținute izoterm sunt ulterior încălzite dinamic de la -100°C la 200°C la o rată de încălzire de 2 K/min. Diferența dintre valorile modulului poate fi deja recunoscută la începutul măsurătorii la -100°C. De asemenea, se poate observa clar că valoarea modulului probei deteriorate la 220°C nu diferă de cea a probei postvulcanizate la 180°C. Vârful tan d, care corespunde tranziției vitroase (Tg) a materialului, se deplasează către valori mai ridicate pe măsură ce temperatura de menținere crește. Cu toate acestea, se observă, de asemenea, că diferențele cresc mai puțin brusc în urma unei postpolimerizări la 200°C.
Rezultatele arată că cea mai mare valoare a modulului și Tg poate fi obținută la o temperatură de întărire de 210°C.
În funcție de condițiile cadrului, se pot lua acum diferite decizii de optimizare:
- Pentru a obține modulul maxim de 201 MPa, întărirea trebuie efectuată la 210°C timp de 300°C.
- Dacă, de exemplu, este suficientă o valoare a modulului de 150 MPa, aceasta va fi atinsă la 200°C după 160 de minute și la 210°C după 70 de minute. În funcție de tehnologia cuptorului, se poate presupune că este mai eficient din punct de vedere energetic (+ timp și costuri) să se obțină aceleași rezultate în mai puțin de 90 de minute la 210°C.
- Dacă este necesară o anumită valoare a tranziției vitroase, de exemplu > 150°C, o temperatură de întărire de 200°C poate fi deja suficientă. Ar trebui să se utilizeze timpi de menținere izotermă suplimentari pentru a verifica dacă aceeași Tg poate fi obținută mai rapid și la temperaturi mai ridicate
Rezumat
Acest exemplu este menit să arate că, în funcție de valoarea țintă a performanței (modul sau Tg), de timp, cost sau eficiență energetică, câteva măsurători DMA sunt, de obicei, suficiente pentru a restrânge spațiul rezultatelor și pentru a verifica apoi atingerea valorilor țintă cu una sau două măsurători de confirmare.
Prin urmare, DMA poate fi utilizat pentru a optimiza întărirea termică a cernelurilor, acoperirilor și rășinilor pentru imprimare 3D cu întărire UV. În funcție de valoarea țintă, alte metode, cum ar fi UV-DSC, cuplarea UV pe reometrul rotațional Kinexus sau UV-DEA, pot fi utilizate pentru a optimiza întărirea UV.