Un ghid practic pentru efectuarea măsurătorilor efectului Payne și Mullins cu NETZSCH DMA-uri de mare forță
Introducere
Elastomerii conțin frecvent materiale de umplutură active, cum ar fi negru de fum sau siliciu, pentru a le îmbunătăți proprietățile mecanice și pentru a atinge calitatea necesară pentru aplicații de înaltă performanță. În cazul unui conținut ridicat de umplutură, se formează o rețea tridimensională (3D) de particule de umplutură agregate. Aceasta duce la o creștere substanțială a rigidității probei. Cu toate acestea, această caracteristică microstructurală este stabilă numai atât timp cât deformațiile aplicate rămân small, adică în regimul vâscoelastic liniar. Peste acest prag, rețeaua de umplutură 3D se descompune și modulele devin o funcție a deformării sau forfecării aplicate probei. Acest regim este denumit regiune vâscoelastică neliniară.
Două efecte importante sunt asociate cu acest fenomen: Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.Efectul Payne și Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.efectul Mullins. Deși ambele sunt fenomene de înmuiere la deformare și ambele efecte depind de istoricul deformării, primul descrie scăderea modulului de stocare la creșterea deformărilor dinamice. Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.Efectul Mullins este înțeles în mod obișnuit ca fiind modificarea curbelor tensiune-deformare pentru ciclurile succesive de încărcare și descărcare efectuate în cadrul testelor de tracțiune cvasi-statice. În acest caz, curbele tensiune-deformare ulterioare se vor situa sub curba ciclului inițial de încărcare. Curba tensiune-deformare a unei probe va corespunde curbei tensiune-deformare a unei probe virgine numai după depășirea tensiunii maxime anterioare din istoricul de deformare al probei.
Este important de remarcat faptul că aceste efecte nu sunt doar curiozități științifice. Ele sunt, de asemenea, relevante pentru scenariile din viața reală. Deoarece elastomerii sunt adesea expuși la tensiuni dinamice și statice ridicate în timpul utilizării, acest lucru are un impact semnificativ asupra performanței lor în ceea ce privește rigiditatea și amortizarea în comparație cu materialul elastomer virgin. Pentru a cuantifica în mod fiabil aceste modificări în timpul large deformărilor și/sau încărcării dinamice, trebuie efectuate teste pentru determinarea efectului Payne și Mullins. Exemplele includ lamele ștergătoarelor de parbriz, suporturile motorului și anvelopele. Cuantificarea precisă a modificărilor induse de deformare în proprietățile mecanice (dinamice) permite un feedback fiabil în timpul cercetării și dezvoltării de noi compuși de cauciuc, precum și simularea performanței produsului în exploatare.
Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.Efectul Payne este scăderea reversibilă a modulului de stocare al elastomerilor încărcați odată cu creșterea amplitudinii de deformare dinamică.
Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.Efectul Mullins reprezintă înmuierea ireversibilă a tensiunilor în elastomeri după primul ciclu de încărcare-descărcare.
Aspecte generale ale efectului Payne și MullinsMăsurătorile
În cele mai multe cazuri, Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.efectul Payne este de obicei efectuat ca o scanare de deformare folosind un suport de probă cu forfecare (dublă). Trebuie remarcat faptul că aceste experimente pot fi realizate și în modul tracțiune [1] (de obicei, sunt posibile doar amplitudini dinamice small, în funcție de lungimea inițială a probei) sau în modul compresie [2].
Modul forfecare este opțiunea preferată în analizoarele dinamico-mecanice datorită realizării unor amplitudini de deformare/forfecare mai mari decât cele din configurațiile de tracțiune sau compresie.
Pentru a asigura determinarea precisă a modulelor de forfecare, standardul ISO 6721-6 stipulează utilizarea de probe cu un diametru (formă cilindrică) sau o înălțime (formă cubică) de cel puțin 4 ori grosimea probei. Această abordare elimină orice potențial efect de încovoiere, eliminând astfel necesitatea oricăror corecții. Un al doilea motiv pentru modul de forfecare este ideea de a aplica condiții de încărcare care sunt similare cu aplicația reală: Ștergătoarele de parbriz vor prezenta deformări cauzate de o sarcină combinată de forfecare-încovoiere de până la ±90°. Compușii benzii de rulare de pe suprafața superioară a anvelopelor pentru pasageri, precum și de pe anvelopele pentru camioane vor fi forfecați împotriva stratului următor situat sub stratul benzii de rulare ("strat subteran") cu până la 200% sau mai mult.
În cele din urmă, măsurătorile efectuate în condiții de sarcină de forfecare oferă avantajul distinct de a elimina necesitatea componentelor statice. Prin urmare, Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.efectul Payne măsurat în acest caz este doar o funcție a amplitudinilor dinamice de forfecare în creștere. Nu este necesară nicio sarcină statică pentru a analiza Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.efectul Payne.
Pe de altă parte, Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.efectul Mullins este cauzat de procese de încărcare statică la diferite niveluri de deformare. Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.Efectul Mullins este de obicei examinat în modul tracțiune. De asemenea, este posibil să se măsoare acest efect în aceeași manieră folosind suporturi de probă pentru compresie sau (dublă) forfecare.
În cele ce urmează, este prezentat un ghid pas cu pas pentru configurarea unei măsurări a efectului Payne cu port-probe de forfecare (dublă).
Ghid pas cu pas pentru efectuarea măsurătorilor efectului PayneCu suportul de probă cu forfecare dublă
Clienții pot alege dintre diferite opțiuni pentru suporturile de probe pentru forfecare: Sunt disponibile suporturi duble pentru probe de forfecare pentru probe cu un diametru/înălțime maxim de 8 mm, 10 mm sau 20 mm, iar un suport specializat pentru probe de forfecare este disponibil pentru probe sub formă de benzi subțiri. Acesta din urmă nu necesită atașarea probelor la cilindrii de oțel.
În cele ce urmează, accentul se pune doar pe pregătirea unui suport de probă pentru forfecare cu un diametru de 10 mm în scopul măsurării efectului Payne. Pentru acest caz, sunt disponibile, de asemenea, kituri de pregătire a probelor (instrumentul de inserție și instrumentul de aliniere) pentru a ușura procesul de pregătire a probelor atunci când se utilizează un adeziv. Pregătirea probelor este posibilă și prin vulcanizarea directă a cauciucului "verde" ne-vulcanizat pe cilindrii de oțel cu ajutorul unei prese de încălzire. Pentru a realiza acest lucru, cauciucul nereticulat trebuie turnat între cilindrii de oțel pregătiți și apoi vulcanizat la temperatura dorită. Acest lucru oferă avantajul unei mai mari repetabilități a rezultatelor măsurătorilor, datorită celei mai mari rezistențe posibile de aderență între elastomer și metal, o poziționare mai precisă a elastomerului între cilindri și lipsa reziduurilor de adeziv.
a) Pregătirea discurilor de elastomer
I. Trebuie să fie disponibilă o foaie de cauciuc turnat cu grosimea dorită.
II. Pentru etapa următoare este necesară o mașină de găurit manual cu o sculă cilindrică adecvată.
III. Înmuiați partea inferioară a sculei cilindrice într-o soluție de apă și săpun. Aceasta ajută la reducerea frecării dintre unealtă și foaia de cauciuc în timpul găuririi, permițând astfel un proces de tăiere mai bun.
IV. Coborâți încet unealta de găurit cutia (viteza recomandată este de numai 20 până la 40 de rotații pe minut) până când proba de cauciuc a fost tăiată. Se repetă procesul pentru numărul necesar de probe.
V. Uscați săpunul rămas pe probe.
b) Asamblarea întregii probe de forfecare
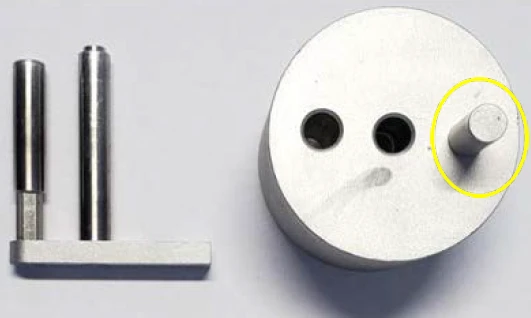
Pentru pregătirea montajului complet al suportului pentru proba de forfecare, este necesar să aveți următoarele instrumente: Un adeziv pentru lipirea metalului de materialul de cauciuc, de exemplu, un adeziv cianoacrilat; trei cilindri de oțel cu diametrul de 10 mm; discurile de elastomer decupate; și setul de instrumente de inserție care este prezentat în figura 1. În funcție de materialul de cauciuc, poate fi necesar să se aleagă un adeziv diferit.
În plus, suprafețele probelor de cauciuc pot fi rugozitate cu șmirghel cu granulație fină înainte de prima etapă de asamblare. Acest lucru ar putea asigura o mai bună aderență în timpul lipirii
Ulterior, suprafețele de probă din elastomer trebuie curățate cu o substanță care nu modifică proprietățile materialului și care se volatilizează rapid. Un potențial agent de curățare în acest scop este Loctite 7063.
I. În primul rând, se măsoară grosimea eșantionului și diametrul celor două discuri de elastomer care urmează să fie lipite cu un calibru și se notează valoarea medie a celor două.
II. Un disc de probă din elastomer trebuie să fie lipit de unul dintre cilindrii exteriori din oțel. Pentru a face acest lucru, se introduce un cilindru de oțel în depresiunea setului de instrumente de inserție, așa cum se arată în figura 2, și se strânge cu șurubul de fixare.
III. Așezați un disc de elastomer
IV. pe partea cilindrică proeminentă a părții inferioare a setului de scule de inserție.
V. Aplicați o picătură small de adeziv în centrul discului de cauciuc care urmează să fie lipit de cilindrul de oțel. Întindeți adezivul uniform pe suprafață. Lipiți discul de cauciuc de cilindrul de oțel prins. Asigurați-vă că marginile cilindrului și ale discului sunt la același nivel. Apoi, introduceți întregul ansamblu din figura 2 în locașurile din blocul de oțel din figura 1. În această etapă, discul de cauciuc va fi în contact cu elevația cilindrică (elipsa galbenă din figura 1). Apăsați pe ansamblul din figura 2 de sus cu o forță moderată timp de 2-3 minute. Legătura adezivă ar trebui să fie atunci suficient de stabilă pentru etapa următoare.
VI. Repetați acești pași până când este fabricată întreaga configurație cilindru de oțel - disc elastomer - cilindru de oțel - disc elastomer - cilindru de oțel. Rețineți să aplicați întotdeauna adezivul pe suprafața metalică pentru a evita întărirea rapidă a acestuia pe suprafața elastomerului.
VII. Lăsați adezivul să se întărească timp de 24 h pentru ca rezistența interfacială să atingă valoarea maximă. Procesul de întărire poate fi accelerat prin plasarea configurației finite a suportului de probă de forfecare într-un cuptor la temperaturi cuprinse între 30 °C și 70 °C.
VIII. Orice exces de adeziv rămas pe suprafața exterioară trebuie îndepărtat prin șlefuire cu șmirghel cu granulație fină. Acest lucru garantează că niciun reziduu de adeziv nu va influența rigiditatea eșantionului de elastomer în timpul experimentului de forfecare.

c) Pregătirea suportului de probă pentru măsurarea corecției rigidității
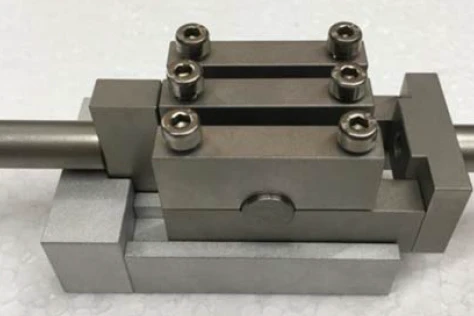
I. Instrumentul de aliniere poate fi utilizat pentru a pregăti în exterior suportul de probă pentru măsurarea corecției rigidității cu cilindrul de oțel (a se vedea figura 3).
II. Introduceți cilindrul de oțel utilizat pentru corecția rigidității și strângeți șuruburile cu o șurubelniță cu cuplu de fixare și cel puțin 1,5 Nm.
III. Introduceți și conectați întreaga configurație a port-probe la axele de forță statică și dinamică.
d) Pregătirea suportului de probe pentru măsurarea probelor
În primul rând, deșurubați părțile frontale care țin în poziție cilindrul de oțel și scoateți-l. Ulterior, poziționați eșantionul de forfecare dublă pregătit cât mai central posibil și fixați-l prin înșurubarea din nou a părților frontale.
e) Definirea măsurării eșantionului cu ajutorul software-ului Eplexor® 9
În acest caz, se alege același fișier șablon pan ca pentru măsurarea corecției suportului eșantionului, deoarece Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.efectul Payne se măsoară în baleiaj static/dinamic. Prin urmare, următoarea setare prezentată în figura 4 este adecvată. Aici, parametrii pentru oscilațiile dinamice sunt de obicei controlați prin deformare, mai degrabă decât prin forță. Distribuția punctelor de măsurare este aleasă logaritmic, deoarece graficele datelor de măsurare sunt afișate convențional cu o axă x logaritmică.
Rețineți că, cu cât este mai mare deformarea dinamică maximă, cu atât este mai probabil ca adezivul de la interfața dintre elastomer și oțel să se rupă, invalidând astfel orice execuție ulterioară. Forfecarea dinamică maximă posibilă aplicată probei este limitată de deformarea maximă a arcului lamei din polimer ranforsat cu fibre de carbon.
Începeți măsurarea prin intermediul panoului "Load & Go" din software-ul Eplexor® 9.

Rezultate
În cele ce urmează, sunt prezentate rezultatele măsurătorilor efectuate pe un compus elastomer EPDM70. Au fost investigate atât Efectul PayneEfectul Payne este scăderea rezistenței unui sistem de elastomeri cu umplutură și legături încrucișate odată cu creșterea amplitudinii de deformare.efectul Payne, cât și Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.efectul Mullins.
Parametrii de măsurare utilizați pentru măsurarea efectului Mullins sunt sintetizați în tabelul 1.
În figura 5, Elasticitate și modul de elasticitateElasticitatea cauciucului sau elasticitatea entropică descrie rezistența oricărui sistem de cauciuc sau elastomer la o deformare sau tensiune aplicată din exterior. modulul de stocare la forfecare al mărimilor viscoelastice, G', și factorul de pierdere, tan δ, sunt prezentate în funcție de amplitudinea de forfecare dinamică de la 0,04% la 100%.
Încercările au fost efectuate folosind diferite tipuri de baleiaj. Tipul de măturare "în sus" înseamnă că amplitudinea dinamică va fi măturată de la ±0,04% până la ±100%; "în jos" înseamnă de la ±100% înapoi la ±0,04%.
Curba inițială reprezintă datele măsurate pentru proba virgină. La valori de forfecare scăzute, adică în regimul vâscoelastic liniar pentru compusul elastomeric nedeteriorat, Elasticitate și modul de elasticitateElasticitatea cauciucului sau elasticitatea entropică descrie rezistența oricărui sistem de cauciuc sau elastomer la o deformare sau tensiune aplicată din exterior. modulul de stocare la forfecare la 30°C este de aproximativ 6 MPa. Sfârșitul regimului vâscoelastic liniar este deja la o forfecare dinamică de 0,1 %. Din acest moment, materialul începe să se înmoaie din cauza ruperii rețelei umplutură-încărcare. La o amplitudine de forfecare de 100%, G' scade la aproximativ 2 MPa - o valoare de numai 1/3 din starea virgină. În mod similar, tan δ în starea virgină este de aprox. 0,1 și se situează la aproximativ 0,135 pentru o forfecare dinamică de 100%. Între cele două valori, se poate observa un maxim al tan δ la aprox. 4%, care corespunde unui maxim al disipării căldurii sau al amortizării pentru acest compus de cauciuc.
Tabelul 1: Prezentare generală a parametrilor utilizați pentru măsurătorile efectului Payne cu High-Force DMA
| Parametru | Valoare |
|---|---|
| Instrument | DMA 503 Eplexor® 500 N |
| Suport de probă | Suport de probă cu forfecare dublă Ø10 mm |
| Mod de măsurare | Forfecare |
| Lame de arc active | Numai lamă de arc CFRP |
| Dimensiunile eșantionului | Ø10 mm × 1,6 mm (grosime posibilă până la 2,4 mm) |
| Atmosferă | Aer static |
Măturare statică/dinamică | |
| Temperatură | 30°C |
| Frecvența | 10 Hz |
| Forța de contact | 0 N |
| Tip de sarcină statică | Controlat de forță |
| Valori țintă | 0 N |
| Valoare limită | 30% |
| Tip de sarcină dinamică | Controlat prin deformare |
| Valori țintă | 0.04 ...100% (distribuție logaritmică, 5 pași pe decadă) |
| Valoare limită | 500 N |
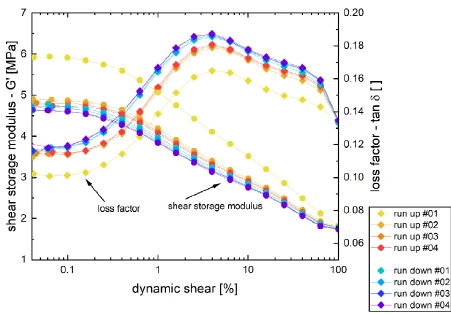
În timpul scanărilor descendente ulterioare, se poate observa un comportament clar de histerezis de la scanarea ascendentă inițială. Modulul de stocare și factorul de pierdere sunt deplasate către valori mai mici și, respectiv, mai mari. În plus, valoarea de vârf a tan δ se deplasează ușor către amplitudini dinamice de forfecare mai mici. Această modificare este cauzată de deteriorarea rețelei de umplutură cauzată de forfecările dinamice ridicate impuse probei în timpul încercării.
Este important de remarcat faptul că această deteriorare și consecințele sale sunt detectate și în timpul celorlalte scanări ascendente și descendente. Modulul de stocare și factorul de pierdere rămân la același nivel de la prima scanare descendentă, după ce eșantionul a fost încărcat dinamic până la 100% forfecare pentru prima dată.
Parametrii de măsurare utilizați pentru măsurarea efectului Mullins sunt sintetizați în tabelul 2.
În figura 6, sunt prezentate diagramele tensiune-deformare a două probe EPDM70 diferite cu toate cele cinci cicluri de încărcare și descărcare. În timpul acestor cicluri, comportamentul neliniar vâscoelastic și de înmuiere la deformare al elastomerului umplut este evident.
Atunci când proba este încărcată pentru prima dată până la o anumită valoare maximă a deformației, aceasta urmează curba inițială. La descărcare, există o reducere semnificativă a nivelului de tensiune pentru aceeași deformație anterioară, ceea ce conduce la histerezis în diagrama tensiune-deformație. În acest moment, nu este posibil să se facă distincția între un fenomen pur vâscoelastic, așa cum s-a demonstrat într-o notă de aplicare anterioară [3] pentru un aerogel pe bază de carbon, și efectele dăunătoare suplimentare, cum ar fi Efectul MullinsEfectul Mullins descrie un fenomen tipic pentru materialele din cauciuc.efectul Mullins. Diferența devine evidentă doar la al doilea ciclu de încărcare până la aceeași valoare maximă a deformării ca în ciclul anterior. Dacă nivelurile de tensiune sunt mai scăzute pentru al doilea ciclu decât pentru primul ciclu, înseamnă că au avut loc deteriorări. Odată depășită deformația maximă din ciclul anterior, curba tensiune-deformație urmează din nou curba inițială până la noua deformație maximă din ciclul curent.
Tabelul 2: Prezentare generală a parametrilor utilizați pentru măsurătorile efectului Mullins cu DMA cu forță mare.
| Parametru | Valoare |
|---|---|
| Instrument | DMA 503 Eplexor® 500 N |
| Suport de probă | Suport de probă pentru tensiune până la 700 N |
| Mod de măsurare | Tensiune |
| Lame de arc active | Toate cele trei lamele de arc |
| Dimensiunile probei | 2.34 mm × 2,58 mm × 20,67 mm 2.35 mm × 3,47 mm × 23,52 mm |
| Atmosferă | Aer static |
Test de tracțiune | |
| Temperatura | 30°C |
| Forța de contact | 2 N |
| Tip de sarcină statică | Controlat de întindere |
| Valori țintă | 30...0...60…0…90…0…120…0…150…0…180 % |
| Rata de deformare | 100%/min |
| Valoare limită | 150 N |

Relevanța efectelor Payne și Mullins în industriaIndustria cauciucului
Elastomerii încărcați, indiferent dacă sunt cu negru de fum sau cu siliciu, joacă un rol fundamental în industria cauciucului. Deoarece efectele Payne și Mullins se manifestă ca o modificare a proprietăților mecanice (dinamice) ale materialelor elastomerice umplute, este extrem de important să se înțeleagă implicațiile asupra proprietăților produsului în timpul utilizării.
În mai multe aplicații din viața reală, în timpul duratei de viață a unui produs apar deformări dinamice mari sau mai multe cicluri de încărcare și descărcare - acesta este cazul, de exemplu, al ștergătoarelor de parbriz după mai multe cicluri, al anvelopelor după mai multe viraje sau al amortizoarelor din cauciuc. Prin urmare, acestea sunt supuse consecințelor efectelor Payne și Mullins. Această modificare a proprietăților viscoelastice se referă la diferite proprietăți relevante, cum ar fi Rezistența la rulareRezistența la rulare este o forță care se opune mișcării atunci când un corp se rostogolește pe o suprafață. Aceasta determină rezistența la alunecare, de exemplu, a anvelopelor de mașină sau camion.rezistența la rulare a anvelopelor prin intermediul unei modificări a factorului de pierdere sau capacitatea de amortizare a bucșelor.
NETZSCH DMA-urile High-Force vă permit să cuantificați cu exactitate amploarea efectelor Payne și Mullins în materialul dumneavoastră și, astfel, să produceți cauciucuri de calitate superioară și să preziceți mai bine performanța produselor dumneavoastră finale.