En praktisk guide till mätningar av Payne- och Mullins-effekten med NETZSCH High-Force DMA:er
Inledning
Elastomerer innehåller ofta aktiva fyllmedel, t.ex. kimrök eller kiseldioxid, för att förbättra deras mekaniska egenskaper och uppnå den kvalitet som krävs för högpresterande applikationer. Vid höga fyllnadshalter bildas ett tredimensionellt (3D) nätverk av aggregerade fyllnadspartiklar. Detta resulterar i en avsevärd ökning av provets styvhet. Denna mikrostrukturella egenskap är dock bara stabil så länge som de pålagda deformationerna förblir small, dvs. inom den linjära viskoelastiska regimen. Över denna tröskel bryts 3D-fyllnadsnätverket ned och modulerna blir en funktion av den pålagda töjningen eller skjuvningen på provet. Denna regim kallas för den icke-linjära viskoelastiska regionen.
Två viktiga effekter är förknippade med detta fenomen: Payne- och Mullins-effektenMullins-effekten beskriver ett fenomen som är typiskt för gummimaterial.Mullins-effekten. Båda är töjningsmjuknande fenomen och båda effekterna beror på deformationshistoriken, men den förstnämnda beskriver minskningen av lagringsmodulen vid ökande dynamiska deformationer. Mullins-effektenMullins-effekten beskriver ett fenomen som är typiskt för gummimaterial.Mullins-effekten förstås vanligen som förändringen i spännings-töjningskurvorna för successiva belastnings- och avlastningscykler som utförs i kvasistatiska dragprov. I detta fall kommer de efterföljande spännings-töjningskurvorna att ligga under den första belastningscykelns kurva. Spänningstöjningskurvan för ett prov kommer endast att motsvara spänningstöjningskurvan för ett obearbetat prov när den tidigare maximala töjningen i provets deformationshistoria har överskridits.
Det är viktigt att notera att dessa effekter inte bara är vetenskaplig kuriosa. De är också relevanta för verkliga scenarier. Eftersom elastomerer ofta utsätts för höga dynamiska och statiska töjningar under drift påverkar detta avsevärt deras prestanda när det gäller styvhet och dämpning i jämförelse med det jungfruliga elastomermaterialet. För att på ett tillförlitligt sätt kvantifiera dessa förändringar under large deformationer och/eller dynamisk belastning måste tester för bestämning av Payne- och Mullins-effektenMullins-effekten beskriver ett fenomen som är typiskt för gummimaterial.Mullins-effekten utföras. Exempel på detta är vindrutetorkarblad, motorfästen och däck. Noggrann kvantifiering av de töjningsinducerade förändringarna i de (dynamiska) mekaniska egenskaperna möjliggör tillförlitlig återkoppling under forskning och utveckling av nya gummiblandningar samt simulering av produktens prestanda i drift.
Payne-effektenPayne-effekten är minskningen av ett fyllt, tvärbundet elastomersystem med ökande deformationsamplitud.Payne-effekten är den reversibla minskningen av lagringsmodulen hos fyllda elastomerer med ökande dynamisk töjningsamplitud.
Mullins-effektenMullins-effekten beskriver ett fenomen som är typiskt för gummimaterial.Mullins-effekten är den irreversibla spänningsmjukningen i elastomerer efter den första belastnings- och avlastningscykeln.
Allmänna aspekter av Payne- och Mullins-effektenMätningar
I de flesta fall utförs Payne-effektenPayne-effekten är minskningen av ett fyllt, tvärbundet elastomersystem med ökande deformationsamplitud.Payne-effekten som en töjningssvepning med hjälp av en provhållare med (dubbel) skjuvning. Det bör noteras att dessa experiment också kan utföras i dragläge [1] (vanligtvis är endast small dynamiska amplituder möjliga, beroende på den ursprungliga provlängden) eller kompressionsläge [2].
Skjuvningsläge är det föredragna alternativet i dynamiskt-mekaniska analysatorer på grund av att större töjnings-/skjuvningsamplituder kan realiseras än i drag- eller kompressionsuppställningar.
För att säkerställa en exakt bestämning av skjuvmodulerna föreskriver standarden ISO 6721-6 att man ska använda prover med en diameter (cylindrisk form) eller höjd (kubformad form) som är minst 4 gånger så stor som provets tjocklek. Detta tillvägagångssätt eliminerar alla potentiella böjningseffekter och därmed behovet av korrigeringar. Ett annat skäl till att använda skjuvning är tanken att tillämpa belastningsförhållanden som liknar den verkliga tillämpningen: Vindrutetorkare uppvisar deformationer som orsakas av en kombinerad skjuv- och böjbelastning på upp till ±90°. Slitbaneblandningar på ovansidan av såväl passagerardäck som lastbilsdäck skjuvas mot nästa lager som ligger under slitbanan ("underjordiskt lager") med upp till 200% eller mer.
Slutligen har mätningar som utförs under skjuvbelastningsförhållanden den tydliga fördelen att de eliminerar behovet av statiska komponenter. Därför är den Payne-effekt som uppmätts i detta fall enbart en funktion av de stigande dynamiska skjuvningsamplituderna. Det krävs ingen statisk belastning för att analysera Payne-effektenPayne-effekten är minskningen av ett fyllt, tvärbundet elastomersystem med ökande deformationsamplitud.Payne-effekten.
Å andra sidan orsakas Mullins-effekten av statiska belastningsprocesser vid olika deformationsnivåer. Mullins-effekten undersöks vanligen i dragläge. Det är också möjligt att mäta denna effekt på samma sätt med hjälp av provhållare för kompression eller (dubbel) skjuvning.
I det följande presenteras en steg-för-steg-guide för att ställa in en mätning av Payne-effektenPayne-effekten är minskningen av ett fyllt, tvärbundet elastomersystem med ökande deformationsamplitud.Payne-effekten med provhållaren för (dubbel) skjuvning.
Steg-för-steg-guide för att utföra Payne-effektMätningar med provhållare med dubbel skjuvning
Kunderna kan välja mellan olika alternativ för hållare för skjuvprover: Dubbla hållare finns för prover med en maximal diameter/höjd på 8 mm, 10 mm eller 20 mm, och en specialiserad hållare finns för tunna bandliknande prover. Den senare kräver inte att proverna fästs på stålcylindrarna.
I det följande fokuseras endast på förberedelsen av en hållare för skjuvprover med en diameter på 10 mm för mätning av Payne-effekten. För detta fall finns även provberedningssatser (insättnings- och inriktningsverktyg) tillgängliga för att underlätta provberedningsprocessen vid användning av ett lim. Provberedning är också möjlig genom att direkt vulkanisera ovulkaniserat "grönt" gummi på stålcylindrarna med hjälp av en värmepress. För att åstadkomma detta måste det icke tvärbundna gummit hällas mellan de förberedda stålcylindrarna och därefter vulkaniseras vid önskad temperatur. Detta ger fördelen av högre repeterbarhet av mätresultaten, på grund av den högsta möjliga vidhäftningsstyrkan mellan elastomeren och metallen, en mer exakt positionering av elastomeren mellan cylindrarna och en avsaknad av limrester.
a) Förberedelse av elastomerskivorna
I. En gjuten gummiplatta med önskad tjocklek bör finnas tillgänglig.
II. En handborrmaskin med ett lämpligt cylindriskt verktyg är nödvändig för nästa steg.
III. Doppa den nedre delen av det cylindriska verktyget i en vatten- och tvållösning. Detta bidrar till att minska friktionen mellan verktyget och gummiarket under borrningen, vilket möjliggör en bättre skärprocess.
IV. Sänk långsamt burkborrverktyget (rekommenderad hastighet är endast 20 till 40 varv per minut) tills gummiprovet har skurits ut. Upprepa processen för det antal prover som krävs.
V. Torka den tvål som finns kvar på proverna.
b) Montering av hela skjuvprovet
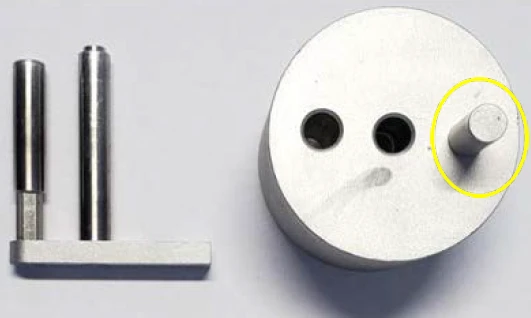
För att förbereda den kompletta uppsättningen av hållaren för skjuvprovet krävs följande verktyg: Ett lim för limning av metall på gummimaterialet, t.ex. ett cyanoakrylatlim, tre stålcylindrar med en diameter på 10 mm, de utskurna elastomerskivorna och den sats med införingsverktyg som visas i figur 1. Beroende på gummimaterialet kan det vara nödvändigt att välja ett annat lim.
Dessutom kan gummiprovytorna ruggas upp med finkornigt sandpapper före det första monteringssteget. Detta kan ge bättre vidhäftning under limningen
Därefter måste provytorna av elastomer rengöras med ett ämne som inte förändrar materialets egenskaper och som förångas snabbt. Ett potentiellt rengöringsmedel för detta ändamål är Loctite 7063.
I. Mät först provets tjocklek och diameter på de två elastomerskivor som ska limmas med ett skjutmått och skriv ner medelvärdet för båda.
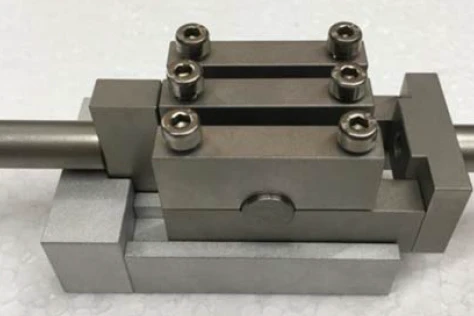
II. En provskiva av elastomer måste fästas på en av de yttre stålcylindrarna. För att göra detta, placera en stålcylinder i fördjupningen på insättningsverktygssatsen, såsom visas i figur 2, och dra åt den med skruven.
III. Placera en elastomerskiva
IV. på den utskjutande cylindriska delen av den nedre delen av införingsverktygssatsen.
V. Applicera en small droppe lim på mitten av den gummiskiva som ska fästas på stålcylindern. Sprid ut limmet jämnt över ytan. Limma fast gummiskivan på den fastspända stålcylindern. Se till att kanterna på cylindern och skivan är jämna. För sedan in hela enheten från bild 2 i urtagen i stålblocket från bild 1. I detta skede kommer gummiskivan att vara i kontakt med den cylindriska upphöjningen (den gula ellipsen i figur 1). Tryck ned monteringen i bild 2 ovanifrån med måttlig kraft i 2-3 minuter. Limbindningen bör då vara tillräckligt stabil för nästa steg.
VI. Upprepa dessa steg tills hela uppsättningen stålcylinder - elastomerskiva - stålcylinder - elastomerskiva - stålcylinder är tillverkad. Tänk på att alltid applicera limmet på metallytan för att undvika att det härdar snabbt på elastomerytan.
VII. Låt limmet härda i 24 timmar för att gränsytans styrka ska nå sitt maximum. Härdningsprocessen kan påskyndas genom att placera den färdiga skjuvprovhållaren i en ugn med temperaturer mellan 30°C och 70°C.
VIII. Eventuellt överflödigt lim som finns kvar på ytterytan ska avlägsnas genom slipning med finkornigt sandpapper. Detta garanterar att inga limrester kommer att påverka elastomerprovdelens styvhet under skjuvförsöket.

c) Förberedelse av provhållaren för mätning av styvhetskorrigering
I. Uppriktningsverktyget kan användas för att externt förbereda provhållaren för styvhetskorrigeringsmätningen med stålcylindern (se figur 3).
II. Sätt i stålcylindern som används för styvhetskorrigeringen och dra åt skruvarna med en skruvmejsel med ett vridmoment på minst 1,5 Nm.
III. Sätt i och anslut hela provhållaruppsättningen till de statiska och dynamiska kraftaxlarna.
d) Förberedelse av provhållaren för provmätning
Skruva först loss de främre delarna som håller stålcylindern på plats och ta ut den. Placera därefter det förberedda dubbelskjuvprovet så centralt som möjligt och säkra det genom att skruva fast de främre delarna igen.
e) Definition av provmätning med programvaran Eplexor® 9
Samma panmallfil som för mätningen av provhållarkorrektionen väljs i detta fall, eftersom Payne-effekten mäts i statisk/dynamisk svepning. Därför är följande inställning, som visas i figur 4, lämplig. Här är parametrarna för de dynamiska svängningarna vanligtvis töjningsstyrda, snarare än kraftstyrda. Mätpunkternas fördelning väljs logaritmiskt eftersom mätdataplottar vanligtvis visas med en logaritmisk x-axel.
Observera att ju högre den maximala dynamiska töjningen är, desto mer sannolikt är det att limmet vid gränssnittet mellan elastomeren och stålet kan gå sönder och därmed ogiltigförklara alla ytterligare körningar. Den maximalt möjliga dynamiska skjuvningen som appliceras på provet begränsas av den maximala deformationen av bladfjädern i kolfiberförstärkt polymer.
Starta mätningen via panelen "Load & Go" i programvaran Eplexor® 9.

Resultat
I det följande presenteras mätresultaten som utförts på en EPDM70 elastomerförening. Både Payne- och Mullins-effekten undersöktes.
a) Payne-effekten
De mätparametrar som används för mätning av Mullins-effekten sammanfattas i tabell 1.
I figur 5 visas de viskoelastiska storheternas skjuvlagringsmodul, G', och förlustfaktor, tan δ, som en funktion av den dynamiska skjuvamplituden från 0,04% till 100%.
Testerna utfördes med olika sveptyper. Sveptyp "upp" innebär att den dynamiska amplituden sveps från ±0,04% upp till ±100%; "ner" innebär från ±100% tillbaka till ±0,04%.
Den första kurvan representerar mätdata för det obearbetade provet. Vid låga skjuvvärden, dvs. i den linjära viskoelastiska regimen för den oskadade elastomerblandningen, är skjuvlagringsmodulen vid 30°C ca 6 MPa. Slutet på den linjära viskoelastiska regimen är redan vid en dynamisk skjuvning på 0,1%. Från denna punkt och framåt börjar materialet att mjukna på grund av att nätverket mellan fyllmedel och fyllmedel bryts upp. Vid en skjuvamplitud på 100% minskar G' till ca 2 MPa - ett värde som endast är 1/3 av det jungfruliga tillståndet. På samma sätt är tan δ i jungfruligt tillstånd ca 0,1 och ligger på ca 0,135 för en dynamisk skjuvning på 100%. Däremellan kan ett maximum i tan δ observeras vid ca 4%, vilket motsvarar ett maximum i värmeavledning eller dämpning för denna gummiblandning.
Tabell 1: Översikt över de parametrar som används för mätning av Payne-effekten med High-Force DMA
| Parametrar | Värde |
|---|---|
| Instrument | DMA 503 Eplexor® 500 N |
| Provhållare | Provhållare med dubbel skjuvning Ø10 mm |
| Mätningssätt | Skjuvning |
| Aktiva fjäderblad | Endast CFRP-fjäderblad |
| Provets dimensioner | Ø10 mm × 1,6 mm (tjocklek upp till 2,4 mm möjlig) |
| Atmosfär | Statisk luft |
Statisk/dynamisk svepning | |
| Temperatur | 30°C |
| Frekvens | 10 Hz |
| Kontaktkraft | 0 N |
| Typ av statisk belastning | Kraftstyrd |
| Målvärden | 0 N |
| Gränsvärde | 30% |
| Typ av dynamisk belastning | Töjningsstyrd |
| Målvärden | 0.04 ...100% (logaritmisk fördelning, 5 steg per decennium) |
| Gränsvärde | 500 N |
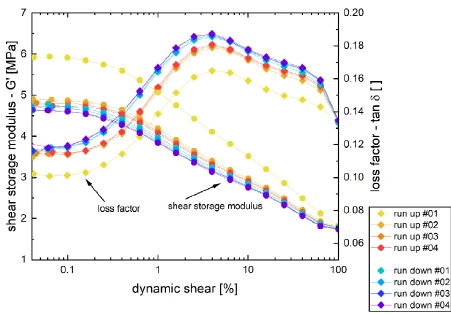
Under de efterföljande nedskanningarna kan ett tydligt hysteresbeteende från den inledande uppskanningen observeras. Lagringsmodulen och förlustfaktorn förskjuts till lägre respektive högre värden. Dessutom förskjuts toppvärdet i tan δ något till lägre dynamiska skjuvningsamplituder. Denna förändring orsakas av de skador på fyllnadsnätverket som uppkommit genom de höga dynamiska skjuvningar som provet utsatts för under testet.
Det är viktigt att notera att denna skada och dess konsekvenser också upptäcks under de återstående upp- och nedskanningarna. Lagringsmodulen och förlustfaktorn ligger kvar på samma nivå från den första nedskanningen efter att provet dynamiskt belastats upp till 100% skjuvning för första gången.
b) Mullins-effekten
De mätparametrar som används för mätning av Mullins-effekten sammanfattas i tabell 2.
I figur 6 visas spännings-töjningsdiagrammen för två olika EPDM70-prover med alla fem belastnings- och avlastningscyklerna. Under dessa cykler är den fyllda elastomerens icke-linjära viskoelastiska och töjningsmjuknande beteende uppenbart.
När provet belastas till ett visst maximalt töjningsvärde för första gången följer det den ursprungliga kurvan. Vid avlastning sker en betydande minskning av spänningsnivån för samma tidigare töjning, vilket leder till hysteres i spännings-töjningsdiagrammet. Vid denna tidpunkt är det inte möjligt att skilja mellan ett rent viskoelastiskt fenomen, som demonstrerats i en tidigare Application Note [3] för en kolbaserad aerogel, och ytterligare skadliga effekter, såsom Mullins-effekten. Skillnaden blir uppenbar först vid den andra belastningscykeln upp till samma maximala töjningsvärde som i den föregående cykeln. Om spänningsnivåerna är lägre för den andra cykeln än för den första cykeln har en skada uppstått. När den maximala töjningen från den föregående cykeln har överskridits följer spännings-töjningskurvan återigen den ursprungliga kurvan upp till den nya maximala töjningen i den aktuella cykeln.
Tabell 2: Översikt över de parametrar som används för mätning av Mullins-effekten med DMA med hög kraft.
| Parametrar | Värde |
|---|---|
| Instrument | DMA 503 Eplexor® 500 N |
| Hållare för prov | Hållare för spännprov upp till 700 N |
| Mätningsläge | Spänning |
| Aktiva fjäderblad | Alla tre fjäderbladen |
| Provets dimensioner | 2.34 mm × 2,58 mm × 20,67 mm 2.35 mm × 3,47 mm × 23,52 mm |
| Atmosfär | Statisk luft |
Dragprov | |
| Temperatur | 30°C |
| Kontaktkraft | 2 N |
| Typ av statisk belastning | Töjningsstyrd |
| Målvärden | 30...0...60…0…90…0…120…0…150…0…180 % |
| Töjningshastighet | 100 %/min |
| Gränsvärde | 150 N |

Relevansen av Payne- och Mullins-effekterna inomGummiindustrin
Fyllda elastomerer, oavsett om det är med kimrök eller kiseldioxid, spelar en grundläggande roll i gummiindustrin. Eftersom Payne- och Mullins-effekterna visar sig som en förändring av de (dynamiska) mekaniska egenskaperna hos fyllda elastomermaterial är det av yttersta vikt att förstå konsekvenserna för produktens egenskaper under användning.
I många verkliga tillämpningar förekommer höga dynamiska deformationer eller flera belastnings- och avlastningscykler under en produkts livstid - detta gäller t.ex. vindrutetorkare efter flera cykler, däck efter flera hörn eller gummidämpare. Dessa är därmed föremål för konsekvenserna av Payne- och Mullins-effekterna. Denna förändring av de viskoelastiska egenskaperna relaterar till olika relevanta egenskaper, t.ex. däckens RullmotståndRullmotståndet är en kraft som motverkar rörelsen när en kropp rullar över en yta. Detta bestämmer halkmotståndet hos t.ex. bil- eller lastbilsdäck.rullmotstånd via en förändring av förlustfaktorn eller bussningarnas dämpningsförmåga.
NETZSCH Med High-Force DMA kan du exakt kvantifiera omfattningen av Payne- och Mullins-effekterna i ditt material och därmed tillverka gummi av högre kvalitet och bättre förutsäga prestandan hos dina slutprodukter.