Inledning
Utvecklingen av läkemedelsfrisättande anordningar är ett nyckelområde inom biomedicinsk forskning där produkter skapas för att leverera en skräddarsydd dos av ett terapeutiskt medel till en viss plats i kroppen. Vanligtvis tillverkas dessa läkemedelsfrisättande produkter med det terapeutiska medlet dispergerat i en polymermatris [1], eller i ett kompositmaterial som delvis består av en polymermatris. Polymerer är idealiska bärare av terapeutiska medel eftersom de är lätta att tillverka, har skräddarsydda frisättningsprofiler, är biokompatibla och formbara. Exempel på denna typ av produkter är läkemedelsavgivande stentar, implantat och suturer.
NETZSCH är unikt positionerat inom reologivärlden eftersom företaget tillverkar både traditionella rotations/oscillationsreometrar och kapillärreometrar med hög kraft; tillsammans täcker dessa instrument mer än sex storleksordningar av skjuvhastigheter. Rosand-kapillärreometrarna kan användas för att simulera polymera tillverkningsprocesser, t.ex. smältextrudering för farmaceutiska formuleringar [2]. I det här exemplet extruderades polyeten med låg TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet (LDPE) för att producera tunna implantat eller suturer som en modell för tillverkning.
Dynamisk mekanisk analys (DMA) används främst för att analysera de viskoelastiska egenskaperna hos polymera material, men används även för att mäta metaller och keramer eller för att simulera specifika mekaniska förhållanden. NETZSCH DMA 303 Eplexor® är en mångsidig stationär enhet som kan mäta i ett temperaturområde från -170°C till 800°C (-274°F till 1472°F), med en kraft från 1 mN till 50 N och med frekvenser från 0,001 till 150 Hz. I detta exempel användes den för bestämning av LDPE-fordonens viskoelastiska egenskaper. Enhetens kraft- och frekvensområde möjliggör dock även simulering av många fysiologiska förhållanden, vilket innebär att LDPE-extrudatet kan testas som implantat, sutur eller stent under modellförhållanden.
Kapillärreometri Extrudering och provning av utdragning
Förutom att Rosand RH7/10 kapillärenheter kan simulera polymersmältning i tekniker som smältextrudering, kan de också användas för mätning av utdragning, där polymersträngen träs runt två lågfriktionsskivor (den första placerad på en precisionsvåg) och sedan matas genom ett spaltvalsarrangemang till en upptagartrumma som drivs av en motor som är monterad på sidan av den huvudsakliga reometerenheten (se figur 1). På så sätt kan både smältspänningen bestämmas och den neddragningseffekt som innebär att extrudatet tunnas ut ytterligare från matrisens diameter till en viss bredd. Detta är särskilt relevant för läkemedelsavgivande produkter eftersom implantat ofta administreras med en nål med en viss diameter (beroende på platsen) och suturer måste uppfylla dimensionella standarder.
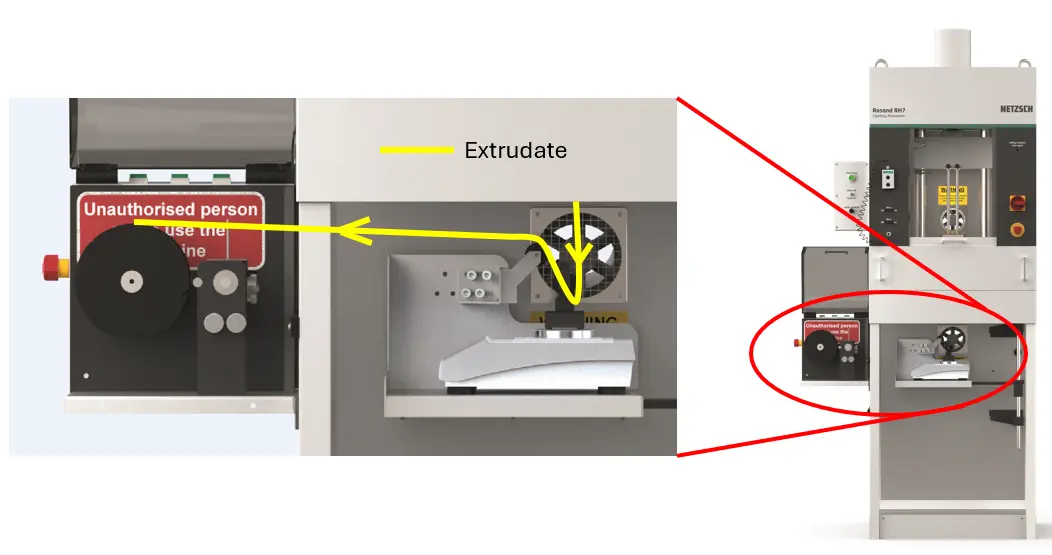
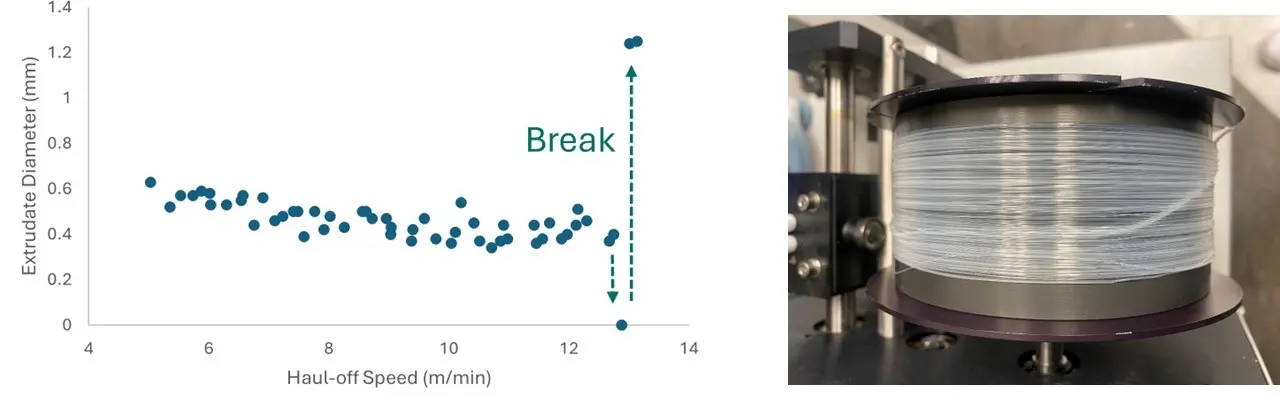
Här bearbetades LDPE-450-pellets vid 180ºC med hjälp av Rosand RH10 golvmodell (figur 1). En 16 mm lång matris med en diameter på 1,0 mm användes för att producera polymerens extrudat. En tryckgivare på 5.000 PSI användes för att mäta smältans viskositet och extrudatet matades till Tragethons transportsystem. LDPE extruderades med en hastighet av 10 mm/min från munstycket och sedan ökades utmatningshastigheten från 5 till 15 m/min. Resultaten av neddragningseffekten och uppsamlingen av LDPE-extrudatet visas i figur 2. Av figur 2a framgår att extrudatet som lämnar matrisen med en diameter på 1,0 mm effektivt tunnas ut av utdragssystemet och kan dras till en jämn måldiameter på 0,4 mm. Vid en utdragshastighet på 6 till 7 m/min är extrudatets diameter 0,54 ± 0,04 mm och vid 11 till 12 m/min är diametern 0,54 ± 0,04 mm. Detta är mycket viktigt för att konsekvent kunna producera läkemedelsavgivande implantat som kan sättas in med en nål (22-gauge nål) eller suturer (USP storlek #0 eller #1). Ett annat viktigt resultat från figur 2a är att LDPE kunde tunnas ut med en ökande draghastighet men att materialet gick sönder (enligt märkningen) vid en hastighet på 13 m/min, vilket ledde till att den registrerade diametern visade 0 (inget material mättes) och sedan återgick till 1,25 mm (extrudatets diameter när det lämnade matrisen). Att kunna fastställa graden av neddragning men också den punkt där smältstyrkan är för svag för effektiv bearbetning är viktiga tillverkningsöverväganden. Figur 2b visar det spolade LDPE-extrudat som samlas in från uttagssystemet. En enda körning kan producera flera meter tunt material.
DMA-testning för viskoelastiska egenskaper och simulering av tillämpningar
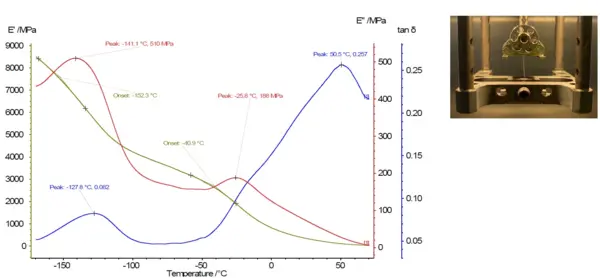
För bestämning av de viskoelastiska egenskaperna hos det tunna LDPE-extrudatet med en diameter på 0,4 mm utfördes en standardtemperaturmätning på ett enda implantat (taget från sektionen med 10 till 13 m/min avtransporthastighet) i spänning, som visas i figur 3a, med NETZSCH DMA 303 Eplexor® från -170 till 70°C, som visas i figur 3b. Lagringsmodulen (E') beskriver materialets förmåga att lagra energi (och därefter frigöra den som en fjäder), förlustmodulen (E") beskriver materialets avledning av energi (vanligtvis genom inre friktion), och dämpningsfaktorn (tan δ) är förhållandet mellan E" och E' som beskriver hur mycket ett material dämpar en pålagd kraft.
Av den märkta figuren 3b framgår att LDPE:s glasövergång sker vid cirka -130ºC med en annan övergång vid cirka -30°CC. LDPE:s Smälttemperaturer och entalpierEtt ämnes smältningsenthalpi, även kallad latent värme, är ett mått på den energitillförsel, vanligtvis värme, som krävs för att omvandla ett ämne från fast till flytande tillstånd. Ett ämnes smältpunkt är den temperatur vid vilken det ändrar tillstånd från fast (kristallin) till flytande (isotropisk smälta).smälttemperatur är normalt 125ºC, men som framgår av figur 3 blir materialet mjukt efter 50ºC. Att förstå de viskoelastiska egenskaperna hos en läkemedelsfrisättande produkt är viktigt för fysiologiska tillämpningar: hur stark suturen är, hur bekvämt ett implantat kan upplevas, hur böjlig stenten är för att effektivt kunna lindas runt en artär men ändå ge förstärkning.
Dessutom kan NETZSCH DMA 303 Eplexor® användas för att simulera dynamiska belastningsförhållanden. Detta är särskilt relevant för biomedicinska tillämpningar eftersom människokroppen utsätts för ständiga small dynamiska rörelser som orsakas av blodflödet från det pumpande hjärtat, samt större rörelser under dagen och under träning. Stentar utsätts för denna dynamiska deformation när de täcker artärer/kärl, men även implantat som placeras på specifika platser, t.ex. i hjärnan eller i ögats bakre del, utsätts för ständiga small deformationer på grund av pulserande blodtillförsel och lokaliserat flöde. NETZSCH DMA 303 Eplexor® kan mäta material vid specifika relativa fuktigheter eller i helt vattenhaltiga miljöer genom att använda ett nedsänkningsbad.
För att simulera en miljö som LDPE-extrudat kan utsättas för som sutur genomfördes en tidssvepning där materialet sänktes ned i vatten och utsattes för en dynamisk deformation på 30 μm vid 1,3 Hz (för att återspegla den genomsnittliga hjärtfrekvensen i vila på 80 BPM) och 37ºC under 8 timmar, resultaten visas i figur 4. Det är viktigt att notera att NETZSCH DMA 303 Eplexor® inte bara kan användas för att modellera en dynamisk belastning vid en biorelevant frekvens, utan genom att öka deformationsfrekvensen kan även accelererat åldrande modelleras [3].
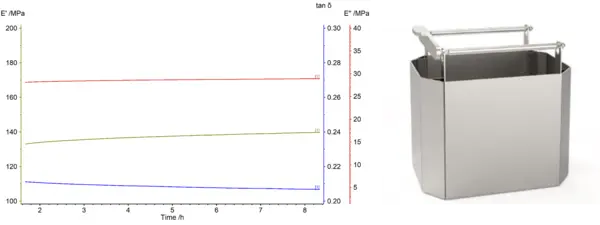
LDPE är hydrofobt så de mekaniska egenskaperna förväntas inte förändras drastiskt i en fysiologisk miljö eftersom polymermatrisen inte sväller. I det här exemplet observeras dock en liten minskning (mindre än 1 %) av dämpningsfaktorn, vilket visar att implantatet beter sig mer elastiskt över tid i den givna miljön, vilket är en viktig faktor för effektiv användning i människokroppen. Denna lilla förändring skulle dock behöva valideras för att visa signifikans. I motsats till ett implantat tillverkat av en hydrofil polymermatris skulle svällningen av matrisen över tid resultera i en betydande minskning av styvheten.
Sammanfattning
Läkemedelsfrisättande enheter används för att leverera kontrollerade terapeutiska doser på en specifik plats i kroppen. Här visar vi hur olika instrument från NETZSCH kan användas för att inte bara modellera tillverkning och bestämma viskoelasticitet utan också simulera fysiologiska förhållanden som dessa material kan utsättas för. Rosand RH10 användes för att modellera smältsträngsprutning av polymera implantat/suturer tillsammans med dragmätning för dragegenskaper och dimensionell kontroll av utdragning till en extrudatdiameter på 0,4 mm.
DMA 303 Eplexor® användes sedan för att mäta grundläggande viskoelastiska egenskaper (övergångar vid -130 och -30°C) och för att simulera de dynamiska fysiologiska förhållanden (deformation vid hjärtslag) som extrudaten skulle utsättas för i människokroppen.