Käytännön opas Payne- ja Mullins-ilmiön mittausten suorittamiseen NETZSCH High-Force DMA -laitteilla
Johdanto
Elastomeerit sisältävät usein aktiivisia täyteaineita, kuten hiilimustaa tai piidioksidia, parantaakseen niiden mekaanisia ominaisuuksia ja saavuttaakseen korkean suorituskyvyn sovelluksissa tarvittavan laadun. Kun täyteainepitoisuudet ovat suuria, muodostuu kolmiulotteinen (3D) verkko aggregoituneista täyteainehiukkasista. Tämä johtaa näytteen jäykkyyden huomattavaan kasvuun. Tämä mikrorakenneominaisuus on kuitenkin vakaa vain niin kauan kuin käytetyt muodonmuutokset pysyvät small eli lineaarisen viskoelastisen alueen sisällä. Tämän raja-arvon ylittyessä 3D-täyteaineverkko hajoaa ja moduulista tulee näytteeseen kohdistetun muodonmuutoksen tai leikkauksen funktio. Tätä aluetta kutsutaan epälineaariseksi viskoelastiseksi alueeksi.
Tähän ilmiöön liittyy kaksi tärkeää vaikutusta: Payne- ja Mullins-ilmiö. Molemmat ovat muodonpehmenemisilmiöitä ja molemmat vaikutukset riippuvat muodonmuutoshistoriasta, mutta ensin mainittu kuvaa varastointimoduulin pienenemistä dynaamisten muodonmuutosten kasvaessa. Mullinsin vaikutus ymmärretään yleisesti jännitys-muodonmuutoskäyrien muutokseksi peräkkäisissä kuormitus- ja purkamissykleissä, jotka suoritetaan kvasistaattisissa vetokokeissa. Tällöin seuraavat jännitys-muodonmuutoskäyrät sijaitsevat alkuperäisen kuormitussyklin käyrän alapuolella. Näytteen jännitys-muodonmuutoskäyrä vastaa neitseellisen näytteen jännitys-muodonmuutoskäyrää vasta, kun näytteen muodonmuutoshistorian aikaisempi maksimijännitys on ylitetty.
On tärkeää huomata, että nämä vaikutukset eivät ole pelkkiä tieteellisiä kuriositeetteja. Niillä on merkitystä myös tosielämän skenaarioissa. Koska elastomeerit altistuvat usein suurille dynaamisille ja staattisille rasituksille käytön aikana, tämä vaikuttaa merkittävästi niiden suorituskykyyn jäykkyyden ja vaimennuksen osalta verrattuna neitseelliseen elastomeerimateriaaliin. Näiden muutosten luotettava kvantifiointi large muodonmuutosten ja/tai dynaamisen kuormituksen aikana edellyttää Paynen ja Mullinsin vaikutuksen määrittämiseksi tehtäviä testejä. Esimerkkejä ovat tuulilasinpyyhkijänsulat, moottorin kiinnikkeet ja renkaat. (Dynaamisten) mekaanisten ominaisuuksien rasituksen aiheuttamien muutosten tarkka määrittäminen mahdollistaa luotettavan palautteen antamisen uusien kumiseosten tutkimus- ja kehitystyön aikana sekä tuotteen suorituskyvyn simuloinnin käytön aikana.
Payne-ilmiö on täytettyjen elastomeerien varastointimoduulin palautuva pieneneminen dynaamisen venymän amplitudin kasvaessa.
Mullinsin vaikutus:
Mullinsin vaikutus on elastomeerien palautumaton jännityksen pehmeneminen ensimmäisen kuormitus-purku-syklin jälkeen.
Paynen ja Mullinsin vaikutuksen yleiset näkökohdatMittaukset
Useimmissa tapauksissa Payne-ilmiö suoritetaan yleensä rasituspyyhkäisynä käyttäen (kaksois)leikkausnäytteenpidintä. On huomattava, että nämä kokeet voidaan tehdä myös vetotilassa [1] (tyypillisesti vain small dynaamiset amplitudit ovat mahdollisia, riippuen näytteen alkuperäisestä pituudesta) tai puristustilassa [2].
Leikkaustila on dynaamis-mekaanisissa analysaattoreissa suositeltavin vaihtoehto, koska siinä voidaan saavuttaa suuremmat venymä/leikkausamplitudit kuin veto- tai puristusasetelmissa.
Leikkausmoduulien tarkan määrittämisen varmistamiseksi standardissa ISO 6721-6 edellytetään, että käytetään näytteitä, joiden halkaisija (lieriön muoto) tai korkeus (kuutiomuoto) on vähintään neljä kertaa näytteen paksuus. Tämä lähestymistapa eliminoi mahdolliset taivutusvaikutukset ja poistaa siten korjausten tarpeen. Toinen syy leikkausmoodin käyttöön on ajatus, että kuormitusolosuhteet ovat samankaltaiset kuin todellisessa sovelluksessa: Tuulilasinpyyhkimet osoittavat muodonmuutoksia, jotka aiheutuvat ±90°:n yhdistetystä leikkaus- ja taivutuskuormituksesta. Henkilö- ja kuorma-autonrenkaiden renkaiden yläpinnassa olevat kulutuspinnan seokset leikkautuvat kulutuspintakerroksen alapuolella olevaa seuraavaa kerrosta ("maanalainen kerros") vasten jopa 200 % tai enemmän.
Leikkauskuormitusolosuhteissa tehdyissä mittauksissa on se selkeä etu, että staattisia komponentteja ei tarvita. Näin ollen tässä tapauksessa mitattu Payne-vaikutus on ainoastaan nousevien dynaamisten leikkausamplitudien funktio. Payne-ilmiön analysointiin ei tarvita staattista kuormitusta.
Toisaalta Mullinsin vaikutus johtuu staattisista kuormitusprosesseista eri muodonmuutostasoilla. Mullinsin vaikutusta tutkitaan tyypillisesti vetotilassa. Tätä vaikutusta on mahdollista mitata samalla tavalla myös puristus- tai (kaksois)leikkausnäytteenottimilla.
Seuraavassa esitetään vaiheittainen opas Payne-ilmiön mittauksen määrittämiseksi (kaksois)leikkausnäytteenottimella.
Vaiheittainen opas Payne-efektin suorittamiseenMittausten suorittaminen kaksoisleikkausnäytteenottimella
Asiakkaat voivat valita leikkausnäytteiden pidikkeistä eri vaihtoehtoja: Kaksoisleikkausnäytteen pidikkeet ovat saatavilla näytteille, joiden halkaisija/korkeus on enintään 8 mm, 10 mm tai 20 mm, ja erikoisleikkausnäytteen pidike on saatavilla ohuille nauhamaisille näytteille. Jälkimmäinen ei edellytä näytteiden kiinnittämistä teräslieriöihin.
Seuraavassa keskitytään ainoastaan halkaisijaltaan 10 mm:n leikkausnäytteen pidikkeen valmistamiseen Payne-vaikutuksen mittausta varten. Tätä tapausta varten on saatavana myös näytteenvalmistussarjoja (asettamis- ja kohdistustyökalu), jotka helpottavat näytteenvalmistusprosessia liimaa käytettäessä. Näytteen valmistelu on mahdollista myös vulkanoimalla vulkanoimaton "vihreä" kumi suoraan terässylintereihin lämmityspuristimella. Tätä varten ristisilloittumaton kumi on kaadettava valmisteltujen teräslieriöiden väliin ja vulkanoitava sen jälkeen halutussa lämpötilassa. Tämän etuna on mittaustulosten parempi toistettavuus, joka johtuu elastomeerin ja metallin välisestä suurimmasta mahdollisesta tartuntalujuudesta, elastomeerin tarkempi sijoittaminen sylinterien väliin ja liimajäämien puuttuminen.
a) Elastomeerilevyjen valmistelu
I. Halutun paksuisen valetun kumilevyn on oltava saatavilla.
II. Seuraavaa vaihetta varten tarvitaan käsikäyttöinen porakone, jossa on sopiva sylinterimäisen muotin työkalu.
III. Kasta lieriömäisen työkalun alaosa vesisaippualiuokseen. Tämä auttaa vähentämään työkalun ja kumilevyn välistä kitkaa porauksen aikana, mikä mahdollistaa paremman leikkausprosessin.
IV. Laske tölkkiporatyökalua hitaasti alas (suositeltu nopeus on vain 20-40 kierrosta minuutissa), kunnes kuminäyte on leikattu ulos. Toista prosessi tarvittavalle määrälle näytteitä.
V. Kuivaa näytteisiin jäänyt saippua.
b) Koko leikkausnäytteen kokoaminen
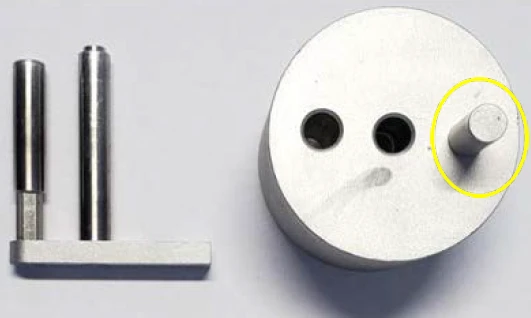
Koko leikkausnäytteen pitimen kokoonpanon valmistamiseksi tarvitaan seuraavat työkalut: Liima metallin liimaamiseksi kumimateriaaliin, esim. syanoakrylaattiliima; kolme halkaisijaltaan 10 mm:n teräsylinteriä; leikatut elastomeerikiekot; ja kuvassa 1 esitetty asetustyökalusarja. Kumimateriaalista riippuen voidaan joutua valitsemaan eri liima.
Lisäksi kuminäytteiden pinnat voidaan karhentaa hienorakeisella hiekkapaperilla ennen ensimmäistä kokoonpanovaihetta. Tämä saattaa parantaa tarttuvuutta liimauksen aikana
Tämän jälkeen elastomeerinäytepinnat on puhdistettava aineella, joka ei muuta materiaalin ominaisuuksia ja joka haihtuu nopeasti. Mahdollinen puhdistusaine tähän tarkoitukseen on Loctite 7063.
I. Mittaa ensin kahden liimattavan elastomeerilevyn näytteen paksuus ja halkaisija mittasaksella ja kirjoita ylös molempien keskiarvo.
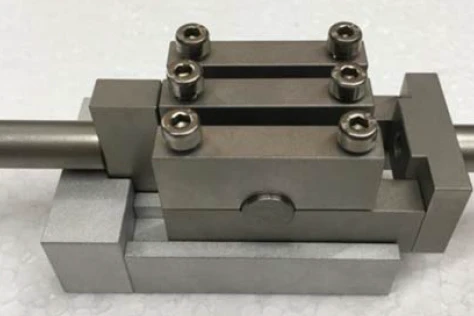
II. Elastomeerinäytelevy on kiinnitettävä toiseen ulompaan teräsylinteriin. Tätä varten asetetaan terässylinteri asennustyökalusarjan syvennykseen kuvan 2 mukaisesti ja kiristetään se kuusioruuvilla.
III. Aseta elastomeerilevy
IV. työntölaitesarjan alaosan ulkonevaan sylinterimäiseen osaan.
V. Levitä small tippa liimaa terässylinteriin kiinnitettävän kumilevyn keskelle. Levitä liima tasaisesti pinnalle. Liimaa kumilevy kiinni puristettuun teräsylinteriin. Varmista, että sylinterin ja levyn reunat ovat samassa tasossa. Aseta seuraavaksi koko kokoonpano kuvasta 2 teräslohkossa oleviin syvennyksiin kuvasta 1. Tässä vaiheessa kumilevy on kosketuksissa sylinterin korotuksen kanssa (keltainen ellipsi kuvassa 1). Paina kuvan 2 kokoonpanoa ylhäältäpäin kohtalaisella voimalla 2-3 minuuttia. Tämän jälkeen liimasidoksen pitäisi olla riittävän vakaa seuraavaa vaihetta varten.
VI. Toista nämä vaiheet, kunnes koko kokoonpano teräsylinteri - elastomeerilevy - teräsylinteri - elastomeerilevy - teräsylinteri on valmistettu. Muista, että liima levitetään aina metallipinnalle, jotta se ei kovettuisi nopeasti elastomeeripinnalle.
VII. Anna liiman kovettua 24 tuntia, jotta rajapinnan lujuus saavuttaa maksimitasonsa. Kovettumisprosessia voidaan nopeuttaa asettamalla valmis leikkausnäytteenpidin uuniin 30-70 °C:n lämpötilaan.
VIII. Ulkopinnalle jäänyt liiman ylijäämä poistetaan hiomalla hienorakeisella hiekkapaperilla. Näin varmistetaan, että liimajäämät eivät vaikuta elastomeerinäyteosan jäykkyyteen leikkauskokeen aikana.

c) Näytteenpitimen valmistelu jäykkyyskorjausmittausta varten
I. Kohdistustyökalua voidaan käyttää näytteenpitimen ulkoiseen valmisteluun jäykkyyskorjausmittausta varten terässylinterin avulla (ks. kuva 3).
II. Aseta jäykkyyskorjaukseen käytettävä terässylinteri paikalleen ja kiristä ruuvit kiinnitysruuvimeisselillä vähintään 1,5 Nm:n momentilla.
III. Aseta ja kytke koko näytteenpidinasetus staattiseen ja dynaamiseen voima-akseliin.
d) Näytteenpitimen valmistelu näytteen mittausta varten
Irrota ensin terässylinteriä paikallaan pitävät etuosat ja ota se ulos. Aseta sen jälkeen valmisteltu kaksoisleikkausnäyte mahdollisimman keskelle ja kiinnitä se ruuvaamalla etuosat uudelleen.
e) Näytteen mittauksen määrittely Eplexor® 9 -ohjelmiston avulla
Tässä tapauksessa valitaan sama pannumallitiedosto kuin näytepidikkeen korjausmittauksessa, koska Paynen vaikutus mitataan staattisessa/dynaamisessa pyyhkäisyssä. Siksi seuraava kuvan 4 mukainen asetus on sopiva. Tässä dynaamisten värähtelyjen parametrit ovat yleensä rasitus- eikä voimaohjattuja. Mittauspisteiden jakauma valitaan logaritmiseksi, koska mittaustietojen kuvaajat esitetään tavallisesti logaritmisella x-akselilla.
Huomaa, että mitä suurempi dynaaminen enimmäisjännitys on, sitä todennäköisemmin elastomeerin ja teräksen rajapinnassa oleva liima rikkoutuu, jolloin kaikki muut ajot mitätöityvät. Näytteeseen kohdistuvaa suurinta mahdollista dynaamista leikkausta rajoittaa hiilikuituvahvisteisen polymeeriterän teräjousen suurin muodonmuutos.
Käynnistä mittaus Eplexor® 9 -ohjelmiston "Load & Go"-paneelin kautta.

Tulokset
Seuraavassa esitellään EPDM70-elastomeeriseokselle tehdyt mittaustulokset. Sekä Payne- että Mullins-vaikutusta tutkittiin.
a) Paynen vaikutus
Mullins-ilmiön mittauksessa käytetyt mittausparametrit on esitetty tiivistetysti taulukossa 1.
Kuvassa 5 esitetään viskoelastisten suureiden leikkausvarastointimoduuli G' ja häviökerroin tan δ dynaamisen leikkausamplitudin funktiona 0,04 prosentista 100 prosenttiin.
Kokeet suoritettiin käyttäen eri pyyhkäisytyyppejä. Sweep-tyyppi "ylös" tarkoittaa, että dynaaminen amplitudi pyyhkäistään ±0,04 %:sta ±100 %:iin; "alas" tarkoittaa ±100 %:sta takaisin ±0,04 %:iin.
Alkukäyrä edustaa neitseellisestä näytteestä mitattuja tietoja. Pienillä leikkausarvoilla eli vaurioitumattoman elastomeerimassan lineaarisessa viskoelastisessa tilassa leikkausvarastointimoduuli 30 °C:ssa on noin 6 MPa. Lineaarisen viskoelastisen tilan loppu on jo 0,1 prosentin dynaamisen leikkauksen kohdalla. Tästä eteenpäin materiaali alkaa pehmentyä täyteaine- ja täyteaineverkoston hajoamisen vuoksi. Kun leikkausamplitudi on 100 %, G' laskee noin 2 MPa:iin, mikä on vain 1/3 neitseellisen tilan arvosta. Vastaavasti tan δ on neitseellisessä tilassa noin 0,1 ja on noin 0,135, kun dynaaminen leikkaus on 100 %. Tässä välissä tan δ:n maksimi on noin 4 %, mikä vastaa tämän kumiseoksen lämmönhukan tai vaimennuksen maksimia.
Taulukko 1: Yleiskatsaus parametreihin, joita käytettiin Payne-efektimittauksissa High-Force DMA:lla
| Parametri | Arvo |
|---|---|
| Laite | DMA 503 Eplexor® 500 N |
| Näytteen pidike | Kaksoisleikkausnäytteen pidin Ø10 mm |
| Mittaustila | Leikkaus |
| Aktiiviset jousiterät | Vain CFRP-jousiterä |
| Näytteen mitat | Ø10 mm × 1,6 mm (paksuus enintään 2,4 mm) |
| Ilmakehä | Staattinen ilma |
Staattinen/dynaaminen pyyhkäisy | |
| Lämpötila | 30°C |
| Taajuus | 10 Hz |
| Kosketusvoima | 0 N |
| Staattinen kuormitustyyppi | Voimaohjattu |
| Tavoitearvot | 0 N |
| Raja-arvo | 30% |
| Dynaamisen kuorman tyyppi | Jännitysohjattu |
| Tavoitearvot | 0.04 ...100 % (logaritminen jakauma), 5 askelta vuosikymmentä kohti) |
| Raja-arvo | 500 N |
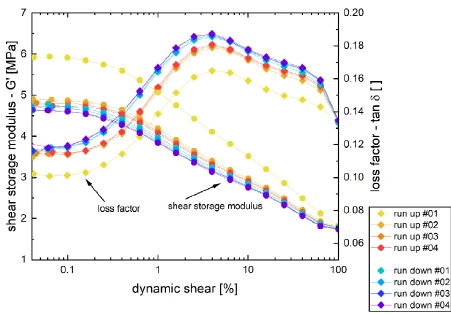
Seuraavissa down-skannauksissa voidaan havaita selkeä hystereesikäyttäytyminen alkuperäisestä up-skannauksesta. Varastointimoduuli ja häviökerroin siirtyvät vastaavasti pienempiin ja suurempiin arvoihin. Lisäksi tan δ:n huippuarvo siirtyy hieman pienemmille dynaamisille leikkausamplitudille. Tämä muutos johtuu täyteaineverkoston vaurioitumisesta, joka aiheutuu näytteeseen testin aikana kohdistuneista suurista dynaamisista leikkauksista.
Tärkeää on, että tämä vaurio ja sen seuraukset havaitaan myös jäljellä olevien ylös- ja alas-skannausten aikana. Varastointimoduuli ja häviökerroin pysyvät samalla tasolla ensimmäisestä down-skannauksesta lähtien sen jälkeen, kun näytettä kuormitettiin ensimmäisen kerran dynaamisesti 100-prosenttiseen leikkaukseen asti.
b) Mullinsin vaikutus
Taulukossa 2 on yhteenveto Mullinsin vaikutuksen mittauksessa käytetyistä mittausparametreista.
Kuvassa 6 esitetään kahden eri EPDM70-näytteen jännitys-muodonmuutosdiagrammit kaikilla viidellä kuormitus- ja purkamissyklillä. Näiden syklien aikana täytetyn elastomeerin epälineaarinen viskoelastinen ja venymäpehmenevä käyttäytyminen on ilmeinen.
Kun näyte kuormitetaan ensimmäistä kertaa tiettyyn maksimijännitysarvoon, se noudattaa alkuperäistä käyrää. Kuormitusta purettaessa jännitystaso pienenee huomattavasti samalla aikaisemmalla rasituksella, mikä johtaa hystereesiin jännitys-muodonmuutosdiagrammissa. Tässä vaiheessa ei ole mahdollista erottaa toisistaan puhtaasti viskoelastista ilmiötä, kuten aiemmassa sovellusohjeessa [3] osoitettiin hiilipohjaiselle aerogeelille, ja muita vahingoittavia vaikutuksia, kuten Mullinsin vaikutusta. Ero tulee näkyviin vasta toisella kuormitussyklillä samaan maksimijännitysarvoon asti kuin edellisessä syklissä. Jos jännitystasot ovat pienemmät toisella syklillä kuin ensimmäisellä syklillä, on tapahtunut vaurio. Kun edellisen syklin enimmäisjännitys ylittyy, jännitys-venymäkäyrä noudattaa jälleen alkuperäistä käyrää aina nykyisen syklin uuteen enimmäisjännitykseen asti.
Taulukko 2: Yleiskatsaus parametreihin, joita käytettiin Mullinsin vaikutuksen mittauksissa suurella voimalla tehdyllä DMA:lla.
| Parametri | Arvo |
|---|---|
| Laite | DMA 503 Eplexor® 500 N |
| Näytteen pidike | Jännitysnäytteen pidin jopa 700 N |
| Mittaustila | Jännitys |
| Aktiiviset jousiterät | Kaikki kolme jousiterää |
| Näytteen mitat | 2.34 mm × 2,58 mm × 20,67 mm 2.35 mm × 3,47 mm × 23,52 mm |
| Ilmakehä | Staattinen ilma |
Vetokoe | |
| Lämpötila | 30°C |
| Kosketusvoima | 2 N |
| Staattinen kuormitustyyppi | Jännitysohjattu |
| Tavoitearvot | 30...0...60…0…90…0…120…0…150…0…180 % |
| Jännitysnopeus | 100 %/min |
| Raja-arvo | 150 N |

Paynen ja Mullinsin vaikutusten merkitys tutkimuksessaKumiteollisuudessa
Täytetyillä elastomeereilla, riippumatta siitä, onko niissä hiilimustaa vai piidioksidia, on keskeinen asema kumiteollisuudessa. Koska Paynen ja Mullinsin vaikutukset ilmenevät täytettyjen elastomeerimateriaalien (dynaamisten) mekaanisten ominaisuuksien muutoksina, on ensiarvoisen tärkeää ymmärtää niiden vaikutukset tuotteen ominaisuuksiin käytön aikana.
Useissa todellisissa sovelluksissa tuotteen käyttöiän aikana tapahtuu suuria dynaamisia muodonmuutoksia tai useita kuormitus- ja purkaussyklejä - näin on esimerkiksi tuulilasinpyyhkimien kohdalla useiden syklien jälkeen, renkaiden kohdalla useiden kulmien jälkeen tai kumivaimentimien kohdalla. Näihin kohdistuu siis Paynen ja Mullinsin vaikutusten seurauksia. Tämä viskoelastisten ominaisuuksien muutos liittyy erilaisiin merkityksellisiin ominaisuuksiin, kuten renkaiden vierintävastukseen häviökertoimen muutoksen kautta tai holkkien vaimennuskykyyn.
NETZSCH High-Force DMA:iden avulla voit kvantifioida tarkasti Paynen ja Mullinsin vaikutusten laajuuden materiaalissasi ja siten valmistaa korkealaatuisempia kumeja ja ennustaa paremmin lopputuotteiden suorituskykyä.