Ein praktischer Leitfaden zur Messung der Payne- und Mullins-Effekte mit NETZSCH Hochkraft-DMAs
Einleitung
Elastomere enthalten häufig aktive Füllstoffe wie Ruß oder Siliciumdioxid, um ihre mechanischen Eigenschaften zu verbessern und die für Hochleistungsanwendungen erforderliche Qualität zu erreichen. Bei hohen Füllstoffgehalten bildet sich ein dreidimensionales Netzwerk aus aggregierten Füllstoffpartikeln. Dies führt zu einer erheblichen Steigerung der Steifigkeit der Probe. Diese mikrostrukturelle Eigenschaft ist jedoch nur stabil, solange die aufgebrachten Verformungen gering bleiben, das heißt innerhalb des linearen viskoelastischen Bereichs. Oberhalb dieser Schwelle bricht das 3D-Füllstoffnetzwerk zusammen und die Moduln sind von der ausgeübten DehnungDehnung beschreibt die Deformation eines Materials, das durch eine von außen einwirkende Kraft oder Spannung mechanisch belastet wird. Gummimischungen zeigen Kriech-Eigenschaften, wenn eine statische Last aufgebracht wird.Dehnung oder Scherung abhängig. Dieser Bereich wird als nichtlinearer viskoelastischer Bereich bezeichnet.
Mit diesem Phänomen sind zwei wichtige Effekte verbunden: der Payne- und der Mullins-EffektDer Mullins-Effekt beschreibt ein Phänomen, das für Kautschukmaterialien typisch ist.Mullins-Effekt. Es handelt sich dabei um zwei verformungsabhängige Erweichungsphänomene, die beide von der Deformations-Vorgeschichte abhängen: Während der Payne-Effekt die Abnahme des Speichermoduls bei zunehmender dynamischer Verformung beschreibt, wird der Mullins-Effekt als die Änderung der Spannungs-Dehnungs-Kurven bei aufeinanderfolgenden Belastungs- und Entlastungszyklen in quasi-statischen Zugversuchen verstanden. In diesem Fall liegen die nachfolgenden Spannungs-Dehnungs- Kurven unterhalb der Kurve des ersten Belastungszyklus. Erst wenn die vorherige maximale Dehnung in der Verformungsgeschichte der Probe überschritten wird, entspricht die Spannungs-Dehnungs-Kurve der Probe wieder der einer ursprünglichen Probe.
Es ist wichtig zu beachten, dass diese Effekte nicht nur wissenschaftliche Kuriositäten sind. Sie sind auch für reale Szenarien relevant. Da Elastomere während ihres Einsatzes häufig hohen dynamischen und statischen Belastungen ausgesetzt sind, wirkt sich dies – im Vergleich zum ursprünglichen Elastomermaterial – erheblich auf ihre Performance in Bezug auf Steifigkeit und Dämpfung aus. Um diese Veränderungen bei großen Verformungen und/oder dynamischer Belastung zuverlässig zu quantifizieren, müssen Tests zur Bestimmung des Payne- und Mullins-Effekts durchgeführt werden. Als Beispiele seien hier Scheibenwischerblätter, Motorlager oder Reifen genannt. Die genaue Quantifizierung der verformungsbedingten Änderungen der (dynamisch-) mechanischen Eigenschaften ermöglicht ein zuverlässiges Feedback während der Forschung und Entwicklung neuer Gummi-mischungen oder der Simulation der Performance des Produkts im Einsatz.
Payne-Effekt:
Der Payne-Effekt ist die reversible Abnahme des Speichermoduls von gefüllten Elastomeren mit zunehmender dynamischer Dehnungsamplitude.
Mullins-Effekt:
Der Mullins-Effekt ist die irreversible Spannungsreduktion in Elastomeren nach dem ersten Belastungs-Entlastungs-Zyklus.
Allgemeine Aspekte der Messung des Payne- und Mullins-Effekts
In den meisten Fällen wird der Payne-Effekt als Load Sweep unter Verwendung einer (doppelten) Scherprobenhalterung durchgeführt. Zu beachten ist, dass diese Versuche auch im Zugmodus [1] (in der Regel sind nur kleine dynamische Amplituden möglich, abhängig von der Ausgangsprobenlänge) oder im Kompressionsmodus [2] durchgeführt werden können.
In dynamisch-mechanischen Analysatoren ist der Schermodus die bevorzugte Option, da im Vergleich zu Zug- oder Kompressionsanordnungen größere Dehnungs-/Scheramplituden realisiert werden können. Um eine genaue Bestimmung der Schubmoduln durchführen zu können, schreibt die Norm ISO 6721-6 die Verwendung von Proben mit einem Durchmesser (zylindrische Form) oder einer Höhe (quaderförmige Form) von mindestens dem Vierfachen der Probendicke vor. Durch diesen Ansatz werden mögliche Biegeeffekte ausgeschlossen, sodass keine Korrekturen erforderlich sind. Ein weiterer Grund für die Verwendung des Schermodus ist, dass damit Belastungsbedingungen erzeugt werden, die denen der realen Anwendung ähneln: Scheibenwischer zeigen Verformungen, die durch eine kombinierte Scher-Biegebelastung von bis zu ±90° verursacht werden. Die einzelnen Schichten von Reifenlaufflächen in Kontakt mit dem Untergrund werden in Kurven bis zu 200 % oder mehr gegen die darüberliegende Schicht geschert. Schließlich bieten Messungen unter Scherbelastung den entscheidenden Vorteil, dass keine statischen Komponenten erforderlich sind. Der in diesem Fall gemessene Payne-Effekt ist daher ausschließlich eine Funktion der ansteigenden dynamischen Scheramplituden. Zur Analyse des Payne-Effekts ist keine statische Belastung notwendig.
Der Mullins-Effekt wird hingegen durch statische Belastungsprozesse bei unterschiedlichen Verformungsgraden verursacht. Er wird typischerweise im Zugmodus untersucht. Es ist jedoch auch möglich, diesen Effekt auf die gleiche Weise mit Kompressions- oder (Doppel-)Scherprobenhaltern zu messen.
Im Folgenden wird eine Schritt-für-Schritt-Anleitung für eine Messung des Payne-Effekts mit dem (Doppel-)Scherprobenhalter vorgestellt.
Schritt-für-Schritt-Anleitung zur Durchführung von Messungen des Payne-Effekts mit dem Doppelscher-Probenhalter
Kunden können zwischen verschiedenen Optionen für Scherprobenhalter wählen. Doppelscher-Probenhalter sind für Proben mit einem maximalen Durchmesser/Höhe von 8 mm, 10 mm oder 20 mm erhältlich. Außerdem ist ein spezieller Scherprobenhalter für dünne, streifenförmige Proben verfügbar, der keine Befestigung der Proben an den Stahlzylindern erfordert.
Im Folgenden liegt der Schwerpunkt auf der Vorbereitung eines Scherprobenaufbaus mit einem Durchmesser von 10 mm für die Messung des Payne-Effekts. Für diesen Fall sind Probenvorbereitungssets (Werkzeug zum Einführen und Ausrichten) erhältlich, die die Probenvorbereitung bei Verwendung eines Klebstoffs vereinfachen. Eine weitere Möglichkeit ist das direkte Vulkanisieren von unvulkanisiertem „grünen“ Gummi auf die Stahl-zylinder in einem Ofen. Dazu muss der unvernetzte Gummi zwischen die vorbereiteten Stahlzylinder gegossen und anschließend bei der gewünschten Temperatur vulkanisiert werden. Dies bietet den Vorteil einer höheren Reproduzierbarkeit der Messergebnisse aufgrund der höchstmöglichen Haftfestigkeit zwischen Elastomer und Metall sowie einer präziseren Positionierung des Elastomers zwischen den Zylindern. Zudem bleiben keine Klebstoffreste zurück.
a) Vorbereitung der Elastomerscheiben
I. Eine gegossene Gummiplatte mit der gewünschten Dicke sollte verfügbar sein.
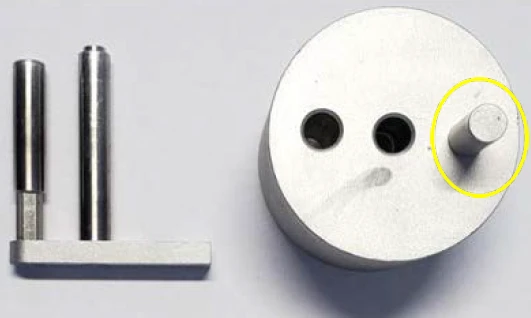
II. Für den nächsten Schritt wird eine Handbohrmaschine mit einem geeigneten zylindrischen Stanz- oder Bohrwerkzeug benötigt, wie in Abbildung 1 dargestellt.
III. Tauchen Sie den unteren Teil des zylindrischen Stanzwerkzeugs in eine Seifenlösung. Dadurch wird die Reibung zwischen Werkzeug und Gummiplatte während des Bohrens verringert, was einen besseren Schneidevorgang ermöglicht.
IV. Senken Sie das Bohrwerkzeug langsam ab (empfohlene Drehzahl: 20 bis 40 Umdrehungen pro Minute), bis die Gummiprobe ausgeschnitten ist. Wiederholen Sie den Vorgang für die erforderliche Anzahl von Proben.
V. Trocknen Sie die auf den Proben verbliebenen Seifenreste.
b) Zusammenbau des Scherprobenaufbaus
Zur Vorbereitung des Scher-Probenhalters sind folgende Werkzeuge und Utensilien erforderlich: ein Klebstoff zum Verkleben von Metall mit Gummimaterial (z. B. ein Cyanacrylatkleber), drei Stahlzylinder mit einem Durchmesser von 10 mm, die ausgeschnittenen Elastomerscheiben sowie die in Abbildung 1 gezeigte Probenaufbauhilfe. Je nach Gummimaterial muss gegebenenfalls ein anderer Klebstoff gewählt werden.
Die Oberflächen der Gummiproben können darüber hinaus vor dem ersten Montageschritt mit feinkörnigem Schleifpapier aufgeraut werden. Dies kann zu einer besseren Haftung während des Klebens führen.
Anschließend müssen die Oberflächen der Elastomerproben mit einer Substanz gereinigt werden, die die Materialeigenschaften nicht verändert und schnell verdunstet. Ein mögliches Reinigungsmittel für diesen Zweck ist Loctite 7063.
I. Messen Sie zunächst die Dicke der Probe und den Durchmesser der beiden zu verklebenden Elastomerscheiben mit einer Schieblehre und notieren Sie den Durchschnittswert beider Werte.
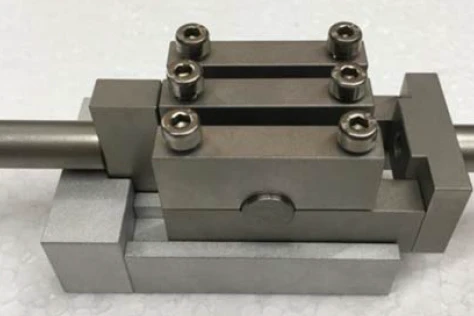
II. Eine Elastomerprobenscheibe muss auf eine der beiden Stirnflächen eines Stahlzylinders geklebt werden. Setzen Sie dazu einen Stahlzylinder in die Vertiefung der Probenaufbauhilfe ein, wie in Abbildung 2 dargestellt, und ziehen Sie ihn mit der Madenschraube fest.
III. Legen Sie eine Elastomerscheibe auf die Stirnfläche des Zylinders
IV. auf den zylindrischen Teil des unteren Endes des Einführwerkzeugsatzes, der heraussteht.
V. Tragen Sie einen sehr kleinen Tropfen des Klebstoffs auf die Mitte der Gummischeibe auf, die mit dem Stahlzylinder verklebt werden soll. Verteilen Sie den Klebstoff gleichmäßig auf der Oberfläche. Verkleben Sie die Gummischeibe mit dem eingespannten Stahlzylinder. Achten Sie darauf, dass die Kanten von Stahlzylinder und Gummischeibe möglichst bündig sind. Im nächsten Schritt setzen Sie nun den gesamten Aufbau aus Abbildung 2 in die Vertiefungen aus Stahlblock aus Abbildung 1 ein. Die Gummischeibe ist in diesem Schritt in Kontakt mit der zylindrischen Erhöhung (gelbe Ellipse aus Abbildung 1). Drücken Sie den Aufbau aus Abbildung 2 für 2-3 min von oben mit moderater Kraft nach unten. Anschließend sollte die Klebverbindung eine ausreichende Stabilität für den nächsten Schritt besitzen.
VI. Wiederholen Sie diese Schritte, bis die gesamte Anordnung aus Stahlzylinder, Elastomerscheibe, Stahlzylinder, Elastomerscheibe und Stahlzylinder hergestellt ist.
VII. Lassen Sie den Klebstoff 24 Stunden aushärten, damit die Grenzflächenfestigkeit ihr Maximum erreicht. Dieser Prozess kann beschleunigt werden, indem die fertige Scherprobenhalterung in einen Ofen bei Temperaturen zwischen 30 °C und 70 °C gestellt wird.
VIII. Entfernen Sie überschüssigen Klebstoff auf der Außenfläche mit feinkörnigem Schleifpapier. So wird sichergestellt, dass keine Klebstoffrückstände die Steifigkeit die Elastomerproben während des Scherexperiments beeinflussen.

c) Vorbereitung des Probenhalters für die Steifigkeitskorrekturmessung
I. Mit der Ausrichtehilfe kann der Probenhalter extern mit dem Stahlzylinder für die Steifigkeitskorrekturmessung vorbereitet werden (siehe Abbildung 3).
II. Setzen Sie den für die Steifigkeitskorrektur verwendeten Stahlzylinder ein und ziehen Sie die Schrauben mit einem Drehmomentschraubendreher mit mindestens 1,5 Nm fest.
III. Setzen Sie die gesamte Probenhalterung ein und verbinden Sie sie mit den statischen und dynamischen Kraftebenen.
d) Vorbereitung des Probenhalters für die Probenmessung
Lösen Sie zunächst die vorderen Teile, mit denen der Stahlzylinder befestigt ist, und nehmen Sie ihn heraus. Positionieren Sie anschließend die vorbereitete Doppelscherprobe möglichst mittig und ziehen Sie diese durch erneutes Festschrauben der vorderen Teile fest.
e) Definition der Probenmessung mit der Eplexor® 9-Software
In diesem Fall wird dieselbe Vorlagedatei wie für die Probenhalterkorrekturmessung gewählt, da der Payne-Effekt im statischen/dynamischen bzw. Load Sweep gemessen wird. Geeignet ist eine Einstellung wie in Abbildung 4 gezeigt. Hier werden die Parameter für die dynamischen Schwingungen in der Regel dehnungs- anstatt kraftgesteuert gewählt. Die Messpunktverteilung wird logarithmisch gewählt, da die Messdatenplots üblicherweise mit einer logarithmischen x-Achse dargestellt werden.
Beachten Sie, dass mit zunehmender maximaler dynamischer Dehnung die Wahrscheinlichkeit steigt, dass der Klebstoff an der Schnittstelle zwischen Elastomer und Stahl versagt. Dadurch werden weitere Durchläufe ungültig. Die maximal mögliche dynamische Scherung, die auf die Probe ausgeübt werden kann, ist durch die maximale Verformung der kohlefaserverstärkten Polymerblattfeder begrenzt.
Starten Sie die Messung über das Fenster „Load & Go” in der Eplexor®-9-Software.

Ergebnisse
Im Folgenden werden die Messergebnisse einer EPDM70-Elastomer-Mischung vorgestellt. Dabei wurden sowohl der Payne- als auch der Mullins-Effekt untersucht.
a) Payne-Effekt
Die für die Messung des Payne-Effekts verwendeten Messparameter sind in Tabelle 1 zusammengefasst.
In Abbildung 5 sind die viskoelastischen Größen Scherspeichermodul (G') und Verlustfaktor (tan δ) in Abhängigkeit von der dynamischen Schubspannung von 0,04 bis 100 % dargestellt.
Die Tests wurden mit verschiedenen Zyklen durchgeführt. „Aufwärts” bedeutet, dass die dynamische Amplitude von ±0,04 % bis ±100 % und "abwärts" bedeutet, dass sie von ±100 % zurück zu ±0,04 % durchlaufen wird.
Die Anfangskurve stellt die Messdaten für die ursprüngliche Probe dar. Bei niedrigen Scherwerten, d. h. im linearen viskoelastischen Bereich der unbeschädigten Elastomermischung, beträgt das Scherspeichermodul bei 30 °C ca. 6 MPa. Das Ende des linearen viskoelastischen Bereichs liegt bereits bei einer dynamischen Scherung von 0,1 %. Ab diesem Punkt beginnt das Material aufgrund des Aufbrechens des Füllstoff-Füllstoff-Netzwerks weicher zu werden. Bei einer Scheramplitude von 100 % sinkt G' auf ca. 2 MPa, was nur einem Drittel des Neuzustands entspricht. Analog dazu beträgt tan δ im Neuzustand ca. 0,1 und liegt bei dynamischer Scherung von 100 % bei etwa 0,135, dazwischen ist ein Maximum von tan δ bei ca. 4 % zu beobachten, welches einem Maximum der Dämpfung für diese Gummimischung entspricht.
Tabelle 1: Übersicht über die für die Payne-Effekt-Messung mit der Hochkraft-DMA verwendeten Parameter.
| Parameter | Wert |
|---|---|
| Gerät | DMA 503 Eplexor® 500 N |
| Probenhalter | Doppelscher-Probenhalter Ø10 mm |
| Messmodus | Scherung |
| Aktive Federblätter | nur CFRP-Blattfeder |
| Probendimensionen | Ø10 mm × 1,6 mm (mögliche Dicke bis zu 2,4 mm) |
| Atmosphäre | Statische Luft |
Statischer/Dynamischer Sweep | |
| Temperatur | 30 °C |
| Frequenz | 10 Hz |
| Kontaktkraft | 0 N |
| Statische Last | Kraftgesteuert |
| Zielwerte | 0 N |
| Grenzwert | 30 % |
| Dynamische Last | Deformationsgesteuert |
| Zielwerte | 0,04 ...100 % (logarithmische Verteilung, 5 Schritte pro Dekade) |
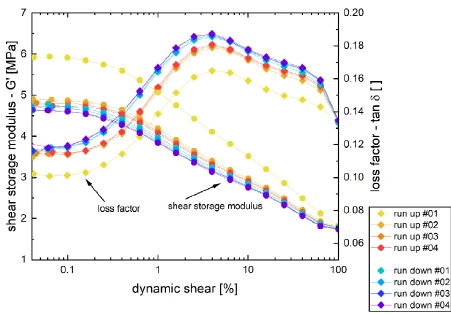
Während der anschließenden Abwärtsscans ist ein deutliches Hystereseverhalten gegenüber dem anfänglichen Aufwärtsscan zu beobachten. Dabei verschieben sich Speichermodul und Verlustfaktor zu niedrigeren bzw. höheren Werten. Darüber hinaus verschiebt sich der Spitzenwert von tan δ zu niedrigeren dynamischen Scheramplituden. Verantwortlich für diese Veränderung ist die Beschädigung des Füllstoffnetzwerks, verursacht durch die hohen dynamischen Scherkräfte, denen die Probe während des Tests ausgesetzt ist.
Wichtig ist, dass diese Beschädigung und ihre Folgen auch während der restlichen Auf- und Abwärts-Scans festgestellt werden. Der Speichermodul und der Verlustfaktor bleiben ab dem ersten Abwärts-Scan unverändert, nachdem die Probe zum ersten Mal dynamisch bis zu 100 % Scherung belastet wurde.
b) Mullins-Effekt
Die für die Messung des Mullins-Effekts verwendeten Messparameter sind in Tabelle 2 zusammengefasst.
In Abbildung 6 sind die Spannungs-Dehnungs-Diagramme von zwei verschiedenen EPDM70-Proben mit allen fünf Belastungs- und Entlastungszyklen dargestellt. Während dieser Zyklen zeigt sich das nichtlineare, viskoelastische und dehnungsabhängige Verhalten des gefüllten Elastomers.
Wird die Probe zum ersten Mal auf einen bestimmten maximalen Dehnungswert belastet, folgt sie der Anfangskurve. Bei der Entlastung kommt es zu einer deutlichen Verringerung des Spannungsniveaus bei gleicher vorheriger Dehnung. Dies führt zu einer Hysterese im Spannungs-Dehnungs-Diagramm. An diesem Punkt kann nicht zwischen einem rein viskoelastischen Phänomen, wie es in einer früheren Application Note [3] für ein Aerogel auf Kohlenstoffbasis gezeigt wurde, und zusätzlichen schädigenden Effekten wie dem Mullins-Effekt unterschieden werden. Der Unterschied wird erst beim zweiten Belastungszyklus bis zum gleichen maximalen Dehnwert wie im vorherigen Zyklus deutlich. Sind die Spannungsniveaus im zweiten Zyklus niedriger als im ersten, ist eine Schädigung aufgetreten. Sobald die maximale Dehnung aus dem vorherigen Zyklus überschritten wird, folgt die Spannungs-Dehnungs-Kurve wieder der Anfangskurve bis zur neuen maximalen Dehnung des aktuellen Zyklus.
Tabelle 2: Übersicht über die für die Mullin-Effekt-Messung mit der Hochkraft-DMA
| Parameter | Wert |
|---|---|
| Gerät | DMA 503 Eplexor® 500 N |
| Probenhalter | Zugprobenhalter bis 700 N |
| Messmodus | Zug |
| Aktive Federblätter | Alle drei Blattfedern |
| Probendimensionen | 2,34 mm × 2,58 mm × 20,67 mm 2,35 mm × 3,47 mm × 23,52 mm |
| Atmosphäre | Statische Luft |
Zugprüfug | |
| Temperatur | 30 °C |
| Kontaktkraft | 2 N |
| Statische Lastart | Dehnungsgesteuert |
| Zielwerte | 30...0...60…0…90…0…120…0…150…0…180 % |
| Deformationsrate | 100%/min |
| Grenzwert | 150 N |

Relevanz des Payne- und Mullins-Effekts in der Gummiindustrie
Gefüllte Elastomere, unabhängig davon, ob sie mit Ruß oder Siliciumdioxid gefüllt sind, spielen in der Kautschuk-industrie eine wesentliche Rolle. Da sich der Payne- und Mullins-Effekt in einer Veränderung der dynamischen mechanischen Eigenschaften von gefüllten Elastomermaterialien manifestiert, ist es von größter Bedeutung, seine Auswirkungen auf die Produkteigenschaften während der Nutzung zu verstehen.
In realen Anwendungen, dabei kann es sich um Scheibenwischer nach mehreren Zyklen, Reifen nach mehreren Kurvenfahrten oder Gummidämpfer handeln, sind Materialien während ihrer Lebensdauer hohen dynamischen Verformungen oder mehreren Belastungs- und Entlastungszyklen ausgesetzt und unterliegen daher den Folgen des Payne- und Mullins-Effekts. Diese Veränderung der viskoelastischen Eigenschaften wirkt sich auf verschiedene relevante Eigenschaften aus, z. B. auf den RollwiderstandDer Rollwiderstand ist eine Kraft, die beim Abrollen eines Körpers über eine Oberfläche entsteht. Diese bestimmt die Rutschfestigkeit von z.B. PKW- oder LKW-Reifen.Rollwiderstand von Reifen durch eine Änderung des Verlustfaktors oder auf die Dämpfungsfähigkeit von Buchsen.
Mit den Hochkraft-DMAs von NETZSCH können Sie das Ausmaß von Payne- und Mullins-Effekt in Ihrem Material genau quantifizieren und so bessere Elastomerwerkstoffe herstellen sowie die Leistung Ihrer Endprodukte genauer vorhersagen.