Inledning
Kompaktering definieras som "bildandet av en solid provkropp med definierad geometri genom pulverkomprimering" [1]. Komprimeringen av ett läkemedelspulver till en tablett består av tre olika steg. Först fylls pulvret som innehåller den aktiva ingrediensen och de olika hjälpämnena i matrisen. I ett andra steg komprimeras pulvret. Slutligen pressas tabletten ut och kan förpackas.
Effektiviteten i bearbetningen, särskilt i det första steget, beror på formuleringens flytbarhet [2]. Många faktorer påverkar i sin tur pulvrens flödesbeteende: partikelstorlek och partikelstorleksfördelning, fukthalt, temperatur, hjälpämnenas interaktioner med varandra, interaktioner mellan den aktiva ingrediensen och hjälpämnena osv.
Formuleringar som används inom läkemedelsindustrin för tillverkning av tabletter är en blandning av olika pulver som kan interagera och påverka bearbetningen av tabletten. I det följande studerar vi magnesiumstearats inverkan på interaktionen mellan spraytorkade laktospartiklar.
Material
Två kommersiella prover utsattes för reologisk analys:
- Spraytorkad α-laktosmonohydrat, bestående av 10-20 % av den amorfa fasen och 90-80 % av den kristallina fasen
- Magnesiumstearat
Metod
Beredning av prov
Spraytorkad laktos och magnesiumstearat mättes i oförändrat skick. Tre blandningar av spraytorkad laktos med 1% (w/w) magnesiumstearat bereddes och mättes under samma förhållanden som de rena substanserna. Blandningarna bereddes strax före mätningarna.
Pulvren knackades manuellt 10 gånger för att få en volym på 31 ml, vilket motsvarar 20 g laktos och laktos-magnesiumstearatblandning eller 9,5 g magnesiumstearat.
Reologiska mätningar
En Kinexus ultra+ Prime utrustad med en cylinderpatron användes för att utföra mätningarna. En kopp med en diameter på 37 mm fördes in i cylinderpatronen och en 2-bladig metallpaddel (diameter: 32,5 mm, rostfritt stål 1.4404) användes som övre geometri.
En volym på 31 ml av pulvret placerades i koppen. Den övre geometrin fördes in i koppen med en konstant vinkelhastighet på 5 rad∙s-1 och sänktes med en konstant hastighet på 1 mm∙s-1 tills ett absolut gap på 5 mm uppnåddes.
Fluidisering
Varje prov genomgick ett fluidiseringssteg som bestod av en ramp för skjuvviskositet mellan 100 s-1 och 3 000 s-1 följt av 5 minuters vila. Under detta steg reduceras interaktionen mellan partiklarna [2] och påverkan från provets historia tas bort.
Pulvrets flytbarhet är mycket känslig för olika faktorer, t.ex. lagring och beredning av provet. Efter fluidiseringssteget och några minuters vila hade alla material genomgått samma beredning och hade samma historik.
Svep med amplitud
Efter fluidiseringssteget utfördes en amplitudsvepning på pulvret vid en kontrollerad temperatur på 25°C och en kontrollerad frekvens på 1 Hz. Under mätningen varierades skjuvspänningen från 0,01 Pa till 50 Pa. Varje material mättes tre gånger med en ny belastning.
Metod för bestämning av kohesionsenergidensiteten,Ec
Pulvrets kohesionsenergi anger den energi som krävs för att separera två partiklar som är i kontakt med varandra. Kohesionsenergidensiteten,Ec, är förhållandet mellan kohesionsenergin och partiklarnas volym. [3]
Den kan bestämmas som arean under kurvan för skjuvspänning kontra skjuvtöjning som mäts i det linjära viskoelastiska området (LVR) i en amplitudsvepning (se även figur 1).

γ(kritisk): skjuvtöjning vid slutet av det linjära området
σ´= Elastisk skjuvspänning
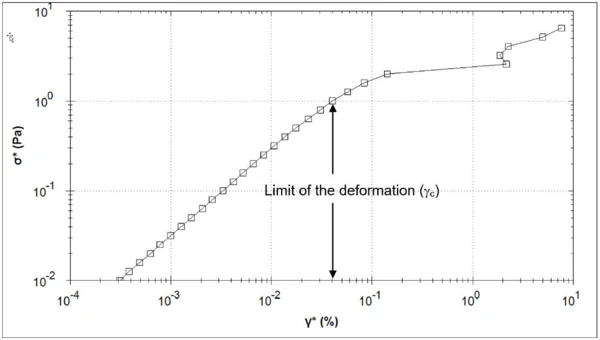
I LVR gäller följande: G´ = σ'/ γ ´
Så att (1) kan skrivas om enligt följande:

På ett förenklat sätt representeras pulvret som ett viskoelastiskt material, som i sin tur kan karakteriseras som en kombination av fjädrar och dashpots. Materialets stabilitet, i det här fallet pulvrets sammanhållning, kan kvantifieras med den elastiska delen (relaterad till fjädrarna) av den mekaniska energin. Den viskösa delen bidrar inte till sammanhållningen eftersom de spänningar som dashpots utsätts för inte lagras utan förloras som värme.
Följaktligen beräknas sammanhållningens energitäthet med värdena för den elastiska skjuvmodulen under LVR-platån och töjningen i slutet av platån.
Mätresultat och diskussion
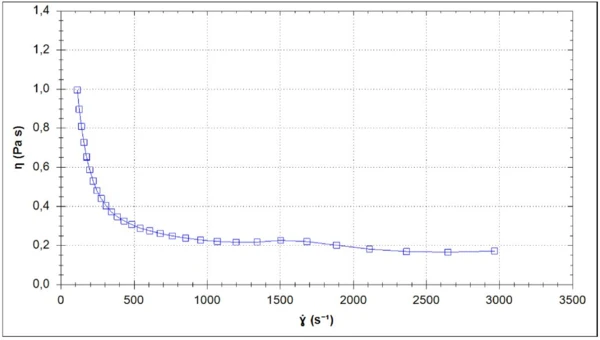
Den skenbara skjuvviskositeten från fluidiseringssteget som utfördes på spraytorkad laktos visas i figur 2. Den minskar med ökande skjuvhastigheter och når en platå vid 1000 s-1. Att den skenbara skjuvviskositeten är oberoende av skjuvhastigheten i det höga skjuvhastighetsintervallet visar att den applicerade skjuvhastigheten var tillräckligt hög för att radera provets historia.
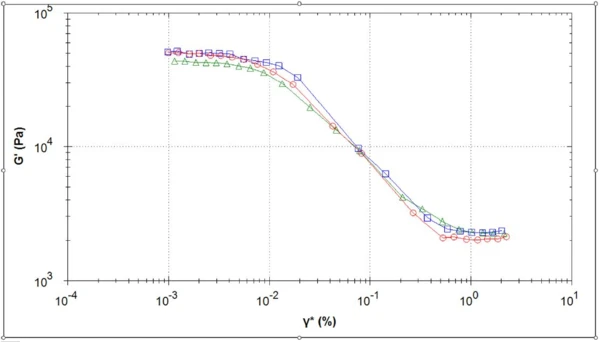
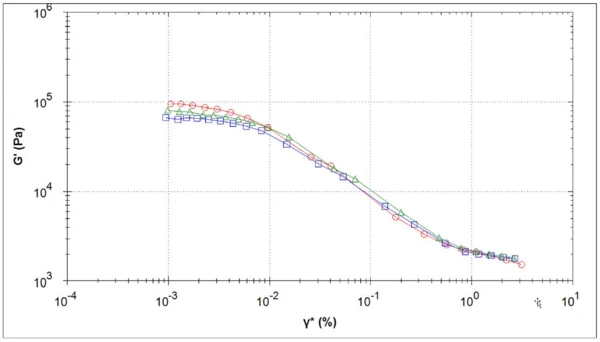
Figur 3 visar de elastiska skjuvmodulkurvorna från tre amplitudsvep som utfördes på spraytorkad laktos strax efter fluidiseringssteget, för tre olika belastningar. Den goda repeterbarheten hos kurvorna bekräftar att proverna hade samma tillstånd efter beredningsfasen.
Vid låga deformationer förblir kurvorna konstanta: Pulvret befinner sig i det linjära viskoelastiska området, där de påförda deformationerna inte leder till någon strukturell nedbrytning och den påförda skjuvtöjningen är proportionell mot den resulterande skjuvspänningen. Vid en töjning på 4E-03 till 5E-03% lämnar materialet den linjära viskoelastiska regionen. Detta innebär att pulvret börjar flyta under den tidsskala som gäller för den använda frekvensen (1 Hz).
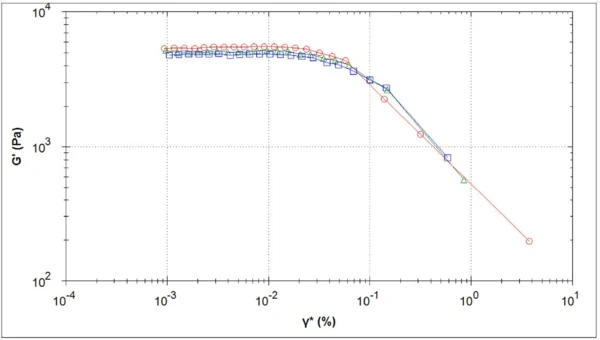
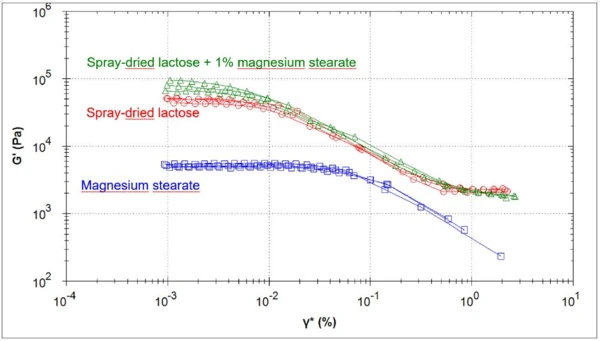
Figur 4 visar kurvorna för den elastiska skjuvmodulen från de tre amplitudsvep som utfördes på magnesiumstearat. Värdet för den elastiska skjuvmodulen i den linjära viskoelastiska platån är nästan ett decennium lägre än för den spraytorkade laktosen, medan platån är bredare.
I figur 5 visas de tre kurvor som erhållits för blandningen. Det är uppenbart att LVR-platån är kortare för detta prov än för laktosen och magnesiumstearatet var för sig.
För bättre jämförbarhet har alla kurvor ritats in i figur 6.
Slutet på den linjära viskoelastiska regionen bestämdes automatiskt av mät- och utvärderingsprogrammet. För detta togs hänsyn till punkterna från en skjuvtöjning på 1E-03%. Medelvärdet för den elastiska skjuvmodulen i LVR-platån bestämdes tillsammans med den skjuvtöjning vid vilken den elastiska skjuvmodulen förlorar 5% av detta medelvärde. I tabell 1 sammanfattas resultaten från de tre mätningarna som utfördes på varje pulver samt den beräknade kohesionsenergidensiteten enligt ekvation (2).
Tabell 1: Sammanhållande energitäthet bestämd på de tre proverna
Material | Mätning | Skjuvtöjning [%} | Elastisk skjuvning [Pa] | Sammanhållande energitäthet [Pa} | |
|---|---|---|---|---|---|
| Individuella värden | Medelvärde | ||||
| Spray-torkad laktos | 1 | 4.46E-03 | 5.03E+04 | 0.05 | 0.49 ± 0.01 |
| 2 | 4.78E-03 | 4.24E+04 | 0.50 | ||
| 3 | 4.38E-03 | 4.91E+04 | 0.47 | ||
| Magnesiumstearat | 1 | 2.68E-02 | 5.45E+03 | 1.965 | 1.86 ± 0.01 |
| 2 | 2.57E-02 | 4.86E+03 | 1.604 | ||
| 3 | 2.82E-02 | 5.06E+0.3 | 2.019 | ||
Blandning av spraytorkad laktos och 1% magnesiumstearat magnesiumstearat | 1 | 3.48E-03 | 6.35E+04 | 0.38 | 0.39 ± 0.01 |
| 2 | 3.30E-03 | 7.20E+04 | 0.40 | ||
| 3 | 2.92E-03 | 8.78E+04 | 0.38 | ||
Spraytorkad laktos har en lägre kohesionsenergidensitet än magnesiumstearat och därmed bättre flytbarhetsegenskaper. Magnesiumstearat används normalt som smörjmedel för att underlätta utmatningen av en tablett från matrisen efter pulverkomprimering. Även om det anses vara ett kohesivt pulver har det en glidande effekt vid låga koncentrationer [4]. Som förväntat visar resultaten att denna komponent förbättrar laktospulvrets flytbarhetsegenskaper om den tillsätts i small koncentration på 1% vikt. Detta beteende beror på dess förmåga att fästa vid ytan på de andra komponenterna i pulverblandningen, vilket gör att den kan fylla i ytluckorna och skapa partiklar med mindre friktion, vilket förbättrar flödesegenskaperna [4].
Slutsats
Kohesionsenergidensiteten för tre pulver bestämdes med hjälp av mätningar utförda med NETZSCH Kinexus rotationsreometer. Metoden använder ett fluidiseringssteg följt av en vilotid före den faktiska amplitudsvepningen. Pulvrets kohesion är relaterad till skjuvtöjningen i slutet av den linjära viskoelastiska platån och till den elastiska skjuvmodulen i platån. Ju högre kohesionsenergidensiteten är till följd av amplitudsvepet, desto sämre är pulvrets flytbarhetsegenskaper.
Det var möjligt att undersöka inverkan av en small mängd magnesiumstearat på flytbarheten hos spraytorkad laktos med denna metod.