소개
압축은 "분말 압축에 의해 정의된 형상의 고체 시편을 형성하는 것"으로 정의됩니다[1]. 제약 분말을 정제로 압축하는 과정은 세 가지 단계로 구성됩니다. 먼저, 활성 성분과 다양한 부형제가 포함된 분말을 다이에 채웁니다. 두 번째 단계에서는 분말을 압축합니다. 마지막으로 정제가 배출되어 포장됩니다.
특히 첫 번째 단계의 처리 효율은 제형의 유동성에 따라 달라집니다[2]. 입자 크기 및 입자 크기 분포, 수분 함량, 온도, 부형제의 상호 작용, 활성 성분과 부형제 간의 상호 작용 등 다양한 요인이 분말의 유동성에 영향을 미칩니다.
제약 산업에서 정제 생산을 위해 사용되는 제형은 정제 가공에 영향을 미칠 수 있는 다양한 분말의 혼합물입니다. 여기에서는 마그네슘스테아레이트가 분무 건조 유당 입자의 상호 작용에 미치는 영향을 연구합니다.
자료
두 가지 상업용 샘플을 유변학적으로 분석했습니다:
- 분무 건조된 α-락토스 일수화물, 무정형상 10%~20%와 결정상 90~80%로 구성됨
- 마그네슘스테아레이트
방법
시료 준비
분무 건조 유당과 스테아린산 마그네슘을 받은 그대로 측정했습니다. 분무 건조 유당과 1%(w/w) 마그네슘스테아레이트의 세 가지 혼합물을 순수 물질과 동일한 조건에서 제조하고 측정했습니다. 혼합물은 측정 직전에 준비했습니다.
분말을 수동으로 10회 두드려서 유당과 유당-스테아린산 마그네슘 혼합물 20g 또는 스테아린산 마그네슘 9.5g에 해당하는 31ml의 부피를 얻었습니다.
유변학적 측정
측정을 수행하기 위해 실린더 카트리지가 장착된 키넥서스 울트라+ 프라임을 사용했습니다. 직경 37mm의 컵을 실린더 카트리지에 넣고 2날 금속 패들(직경: 32.5mm, 스테인리스강 1.4404)을 상부 기하학적 구조로 사용했습니다.
31ml의 분말을 컵에 넣었습니다. 상부 지오메트리를 5 rad∙s-1의 일정한 각속도로 컵에 도입하고 5mm의 절대 간격에 도달할 때까지 1 mm∙s-1의 일정한 속도로 낮췄습니다.
유동화
각 샘플은 100초에서 3,000초 사이의 전단 점도 상승과 5분 휴식으로 구성된 유동화 단계를 거쳤습니다. 이 단계에서 입자 간의 상호 작용이 감소하고[2] 시료 이력의 영향이 삭제됩니다.
분말 유동성은 시료 보관 및 준비와 같은 다양한 요인에 매우 민감합니다. 유동화 단계와 몇 분 동안의 휴지기를 거친 후 모든 재료는 동일한 준비 과정을 거쳤으며 동일한 이력을 가졌습니다.
진폭 스윕
유동화 단계 후, 25°C의 제어된 온도와 1Hz의 제어된 주파수에서 분말에 대해 진폭 스윕을 수행했습니다. 측정하는 동안 전단 응력은 0.01 Pa에서 50 Pa까지 변화했습니다. 각 재료는 새로운 하중으로 세 번 측정했습니다.
응집 에너지 밀도,Ec 측정 방법
분말의 응집 에너지는 접촉 중인 두 입자를 분리하는 데 필요한 에너지를 나타냅니다. 응집 에너지 밀도,Ec는 응집 에너지와 입자의 부피의 비율입니다. [3]
진폭 스윕의 선형 점탄성 영역(LVR)에서 측정된 전단 응력 대 전단 변형률 곡선 아래의 영역으로 결정할 수 있습니다(그림 1 참조).

γ(임계): 선형 영역 끝의 전단 변형률
σ´= 탄성 전단 응력
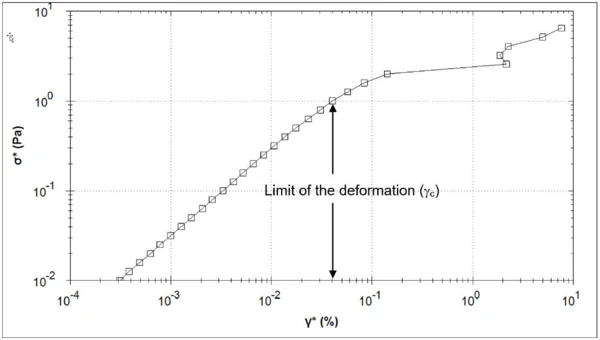
LVR에서는 다음이 유효합니다: G´ = σ'/ γ ´
따라서 (1)은 다음과 같이 다시 작성할 수 있습니다:

단순화하면 파우더는 점탄성 재료로 표현되며, 그 자체로 스프링과 대시스팟의 조합으로 특징 지을 수 있습니다. 재료의 안정성(이 경우 분말의 응집력)은 기계적 에너지의 탄성 부분(스프링과 관련)으로 정량화할 수 있습니다. 점성 부분은 대시스팟에 가해지는 응력이 저장되지 않고 열로 손실되기 때문에 응집력에 기여하지 않습니다.
따라서 응집 에너지 밀도는 LVR 고원 동안의 탄성 전단 계수 값과 고원 끝의 변형률로 계산됩니다.
측정 결과 및 토론
분무 건조 유당에 대해 수행된 유동화 단계에서 발생하는 겉보기 전단 점도는 그림 2에 나와 있습니다. 전단 속도가 증가함에 따라 감소하고 1000 s-1에서 정점에 도달합니다. 높은 전단 속도 범위에서 전단 속도에 대한 겉보기 전단 점도의 이러한 독립성은 적용된 전단 속도가 샘플 이력을 지울 수 있을 만큼 충분히 높았음을 보여줍니다.
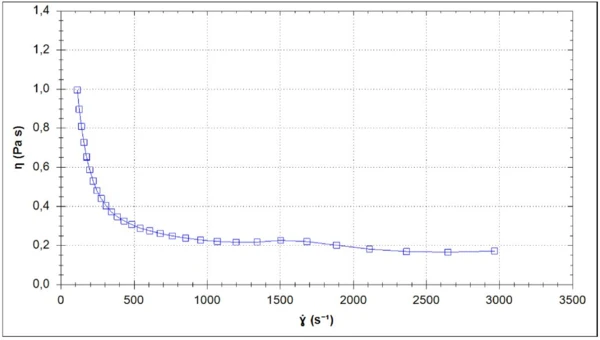
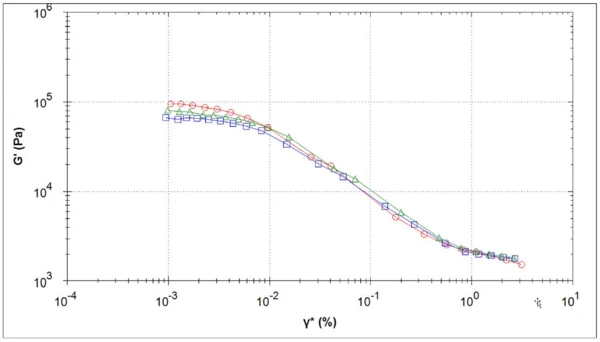
그림 3은 유동화 단계 직후 분무 건조 유당에 대해 세 가지 다른 하중에 대해 세 번의 진폭 스윕을 수행한 결과 탄성 전단 계수 곡선을 보여줍니다. 곡선의 우수한 반복성은 샘플이 준비 단계 이후 동일한 상태를 공유했음을 확인시켜 줍니다.
낮은 변형에서 곡선은 일정하게 유지됩니다. 분말은 선형 점탄성 영역에 있으며, 적용된 변형이 구조적 파괴로 이어지지 않고 적용된 전단 변형이 결과 전단 응력에 비례합니다. 4E-03 ~ 5E-03%의 변형률에서 재료는 선형 점탄성 영역을 벗어납니다. 즉, 사용된 주파수(1Hz)의 시간 스케일에서 분말이 흐르기 시작합니다.
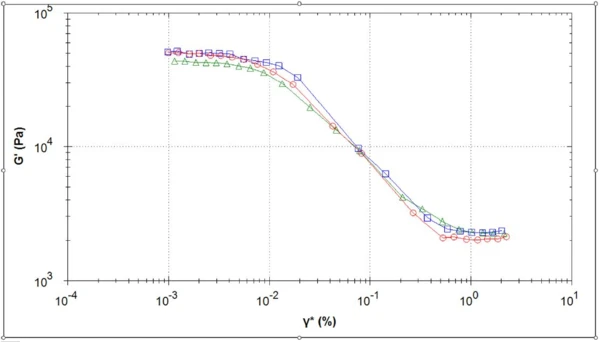
그림 4는 마그네슘스테아레이트에 대해 세 가지 진폭 스윕을 수행한 결과 탄성 전단 계수 곡선을 보여줍니다. 선형 점탄성 고원의 탄성 전단 계수 값은 분무 건조 유당에 비해 거의 10년 가까이 낮고, 고원은 더 넓습니다.
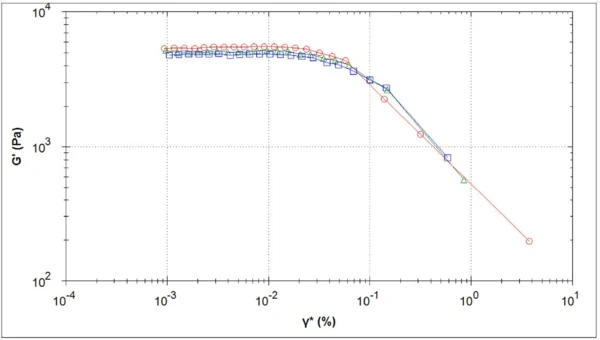
그림 5는 혼합물에 대해 얻은 세 가지 곡선을 표시합니다. 분명히 이 샘플의 경우 유당과 스테아린산 마그네슘만 섭취했을 때보다 LVR 고점이 더 짧습니다.
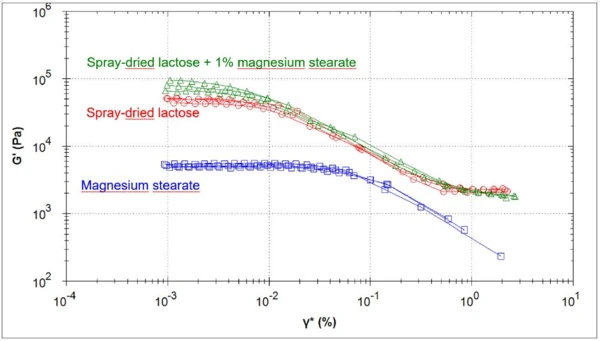
비교하기 쉽도록 모든 곡선은 그림 6에 표시되어 있습니다.
선형 점탄성 영역의 끝은 측정 및 평가 소프트웨어에 의해 자동으로 결정되었습니다. 이를 위해 1E-03%의 전단 변형률의 지점이 고려되었습니다. LVR 고원에서 탄성 전단 계수의 평균값은 탄성 전단 계수가 이 평균값의 5%를 잃는 전단 변형률과 함께 결정되었습니다. 표 1에는 각 분말에 대해 수행한 세 가지 측정 결과와 방정식 (2)에 따라 계산된 응집 에너지 밀도가 요약되어 있습니다.
표 1: 세 가지 샘플에서 측정된 응집 에너지 밀도
재료 | 측정값 | 전단 변형률 lVER 끝에서 [%} | 탄성 전단 탄성 전단 계수 [Pa] | 응집 에너지 밀도 [Pa} | |
|---|---|---|---|---|---|
| 개별 값 | 평균값 | ||||
| 분무 건조 유당 | 1 | 4.46E-03 | 5.03E+04 | 0.05 | 0.49 ± 0.01 |
| 2 | 4.78E-03 | 4.24E+04 | 0.50 | ||
| 3 | 4.38E-03 | 4.91E+04 | 0.47 | ||
| 마그네슘스테아레이트 | 1 | 2.68E-02 | 5.45E+03 | 1.965 | 1.86 ± 0.01 |
| 2 | 2.57E-02 | 4.86E+03 | 1.604 | ||
| 3 | 2.82E-02 | 5.06E+0.3 | 2.019 | ||
분무 건조 유당과 1%의 혼합물 마그네슘스테아레이트 | 1 | 3.48E-03 | 6.35E+04 | 0.38 | 0.39 ± 0.01 |
| 2 | 3.30E-03 | 7.20E+04 | 0.40 | ||
| 3 | 2.92E-03 | 8.78E+04 | 0.38 | ||
분무 건조 유당은 스테아린산 마그네슘보다 응집 에너지 밀도가 낮기 때문에 유동성 특성이 더 우수합니다. 마그네슘스테아레이트는 일반적으로 분말 압축 후 정제가 금형에서 쉽게 배출될 수 있도록 윤활제로 사용됩니다. 응집성 분말로 간주되지만 낮은 농도에서는 미끄러운 효과가 있습니다[4]. 예상대로 이 성분을 중량 1%의 small 농도로 첨가하면 유당 분말의 유동성 특성이 향상되는 것으로 나타났습니다. 이러한 행동은 분말 혼합물의 다른 성분 표면에 부착하여 표면 틈새를 메우고 마찰이 적은 입자를 생성하여 유동 특성을 개선하는 능력 때문입니다 [4].
결론
세 가지 분말의 응집 에너지 밀도는 NETZSCH 키넥서스 회전 레오미터로 측정하여 결정했습니다. 이 방법은 실제 진폭 스윕 전에 유동화 단계와 휴식 시간을 사용합니다. 분말의 응집력은 선형 점탄성 고원 끝의 전단 변형률 및 고원의 탄성 전단 계수와 관련이 있습니다. 진폭 스윕으로 인한 응집 에너지 밀도가 높을수록 분말의 유동성 특성이 저하됩니다.
이 방법을 사용하여 분무 건조 유당의 유동성에 대한 small 양의 마그네슘스테아레이트의 영향을 조사할 수 있었습니다.