Introduktion
Indikatorer for fabrikskvalitetskontrol af polymermaterialer omfatter normalt smeltepunktet, Tm, glasovergangstemperaturen, Tg, og smelteindekset, MFI. Men kan vi være sikre på, at vi kan fremstille vores produkt pålideligt, og at produktionsprocessen kører glat og konsekvent ved kun at henvise til disse indikatorer? Følgende case viser, at svaret på dette spørgsmål ikke nødvendigvis er ja.
Kunde: Jeg har flere partier polykarbonat til fiberspinding, og alle fabrikkens kvalitetskontrolindikatorer er ensartede. Smelteindekset er også det samme, så jeg tror, at flydeevnen burde være ensartet. Der er dog problemer under behandlingen. Nogle batcher af polymer kan spindes jævnt, mens andre viste alvorlige fiberbrud og ikke kontinuerligt kan danne fibre.
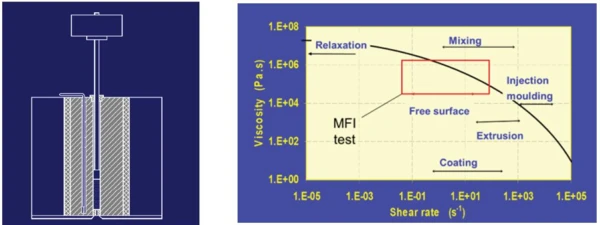
Alle partier har de samme MFI-værdier. I denne metode ekstruderes polymersmelten gennem en kapillærdyse ved en konstant temperatur, og den hastighed, hvormed materialet flyder igennem, måles over en bestemt tid (figur 1, til venstre), hvilket giver indsigt i polymerens flydeegenskaber. MFI er repræsentativ for en enkeltpunktsforskydningsviskositet (figur 1, højre). Denne testmetode svarer til kapillarreometeret, men er begrænset til et område med small forskydningshastighed. Produktionsprocesser som ekstrudering, sprøjtestøbning, spinding osv. udføres imidlertid ved højere forskydningshastigheder end dem, der karakteriseres med MFI-metoden. Derfor kan testresultaterne fra MFI ikke fuldt ud afspejle materialernes flowadfærd under forskellige forarbejdningsteknikker (figur 1, til højre). På dette tidspunkt er det nødvendigt at etablere en flowkurve med en bredere vifte af forskydningshastigheder til evaluering af polymerens flydeevne under forarbejdningsforhold. Løsningen er at bruge Rosand-kapillarreometeret. Derfor blev det brugt i denne undersøgelse til at opnå forskydningsviskositeten over et bredt forskydningshastighedsområde for at forstå, om opførslen mellem batcher varierer ved disse højere forskydningshastigheder, der er relevante for spinding.
Målebetingelser
Målebetingelserne er beskrevet i tabel 1.
Tabel 1: Målebetingelser
| Prøve | Polykarbonat-pc (hovedkomponent) |
|---|---|
| Testtilstand | Test med konstant forskydningshastighed (flowkurve), enkelt boring |
| Temperatur | 260°C |
| Tryksensor | 10000 psi |
| Matrikel | 1:16 |
*modificerede komponenter er nu kendt
Resultater af målinger
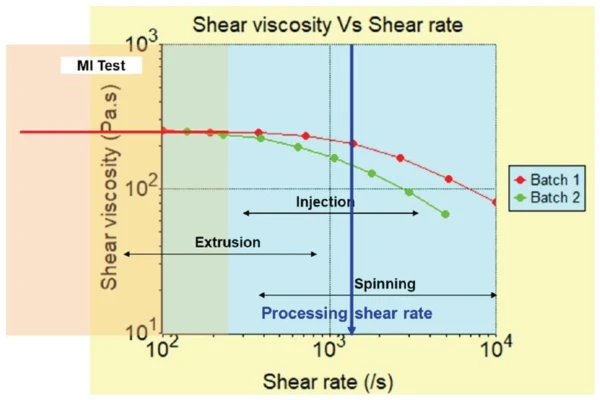
Figur 2 viser flowkurveresultaterne for to forskellige batcher af polycarbonat ved 260 °C. De udviser begge en forskydningsfortyndende væsketilstand med et nulforskydningsplateau, hvor forskydningsviskositeten ikke ændrer sig med forskydningshastigheden; dette er en tilbagemelding af prøvens viskositet ved lave forskydningshastigheder. Det kan forbindes med den iboende viskositet IV, og der er et lineært forhold mellem nulforskydningsviskositeten og IV. Disse to partier af prøver har samme nulforskydningsviskositet. Forskydningshastighedsområdet for MFI-testning ligger nøjagtigt inden for nulforskydningsviskositetsplateauet, så det forklarer, at kunden ikke observerede en forskel i MFI mellem de to prøvebatcher. Men med stigningen i forskydningshastigheden er der en betydelig forskel i den forskydningsfortyndende adfærd. Viskositeten i batch 1 faldt langsomt med stigende forskydningshastighed, mens viskositeten i batch 2 faldt hurtigt. I henhold til forarbejdningsparametrene som matriceform, matrisestørrelse og volumenstrømningshastighed leveret af kunden, anslås det, at forskydningshastigheden på kundens websted er ca. 1.300 s-1. Som vist i figur 2 kan man se, at selvom MFI-resultaterne er de samme, er der en betydelig forskel i forskydningsviskositeten ved 1300 s-1 (blå linje), hvilket forklarer kundens forarbejdningsproblemer. Da de brugte de samme forarbejdningsbetingelser, opførte de to batcher sig meget forskelligt, hvilket resulterede i brud osv.
Den iboende viskositet (IV) beskriver en polymers evne til at øge viskositeten af et opløsningsmiddel [1]. Den måles ved at bestemme den relative viskositet af flere polymeropløsninger ved forskellige koncentrationer [2]. En polymers egenviskositet er tæt forbundet med dens molekylvægt.
Konklusion
Smelteflowindekset, MFI, fanger ikke polymermaterialers flowadfærd under forarbejdning, da det er begrænset til et snævert forskydningshastighedsområde. I modsætning hertil genererer test med Rosand-kapillarreometeret flowkurver over et bredere interval af forskydningshastigheder, hvilket giver værdifuld indsigt i potentielle forarbejdningsproblemer med polymermaterialer. Derfor er dette rheometer et vigtigt værktøj til kvalitetskontrol og optimering af forarbejdningsbetingelserne.