Bevezetés
A polimer anyagok gyári minőségellenőrzési mutatói általában az Olvadási hőmérsékletek és EnthalpiákEgy anyag fúziós entalpiája, más néven látens hő, annak az energiabevitelnek, jellemzően hőnek a mértéke, amely ahhoz szükséges, hogy egy anyag szilárd állapotból folyékony állapotba kerüljön. Egy anyag olvadáspontja az a hőmérséklet, amelyen szilárd (kristályos) állapotból folyékony (izotróp olvadék) állapotot vált.olvadáspont, Tm, az üvegesedési átmeneti hőmérséklet, Tg, és az olvadékfolyás-index, MFI. Biztosak lehetünk-e azonban abban, hogy csak ezekre a mutatókra hivatkozva megbízhatóan állíthatjuk elő a termékünket, és hogy a gyártási folyamat zökkenőmentesen és következetesen zajlik? A következő eset azt mutatja, hogy a válasz erre a kérdésre nem feltétlenül igen.
Vevő: A gyár összes minőségellenőrzési mutatója következetes. Az olvadékfolyási index is ugyanaz, tehát úgy gondolom, hogy a folyékonyságnak következetesnek kell lennie. A feldolgozás során azonban problémák merülnek fel. Egyes tételek polimerje simán fonható, míg mások komoly szálszakadást mutattak, és nem tudnak folyamatosan szálakat képezni.
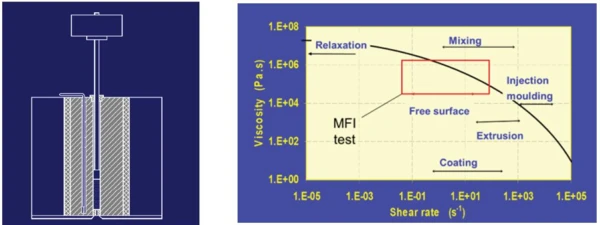
Minden tételnek ugyanazok az MFI-értékei. Ennél a módszernél a polimerolvadékot egy kapilláris szerszámon keresztül extrudálják állandó hőmérsékleten, és egy meghatározott idő alatt mérik az anyag átfolyási sebességét (1. ábra, balra), ami betekintést nyújt a polimer áramlási tulajdonságaiba. Az MFI egypontos nyírási viszkozitást reprezentál (1. ábra, jobbra). Ez a vizsgálati módszer hasonló a kapilláris reométerhez, de a small nyírási sebességtartományra korlátozódik. A gyártási folyamatok, mint például az extrudálás, fröccsöntés, fonás stb. azonban az MFI-módszerrel jellemzettnél nagyobb nyírási sebességgel zajlanak. Ezért az MFI vizsgálati eredményei nem tudják teljes mértékben tükrözni az anyagok áramlási viselkedését a különböző feldolgozási technikák során (1. ábra, jobbra). Ezen a ponton szükséges egy szélesebb nyírási sebességtartományt tartalmazó áramlási görbe felállítása a polimerek folyékonyságának értékeléséhez feldolgozási körülmények között. A megoldás a Rosand kapilláris reométer használata. Ezért ebben a vizsgálatban ezt használták a nyírási viszkozitás széles nyírási sebességtartományban történő meghatározására, hogy megértsük, változik-e a tételek közötti viselkedés a fonás szempontjából releváns magasabb nyírási sebességeknél.
Mérési feltételek
A mérési feltételeket az 1. táblázat részletezi.
Táblázat: Mérési feltételek
| Minta | Polikarbonát PC (fő összetevő) |
|---|---|
| Vizsgálati mód | Állandó nyírási sebességű vizsgálat (áramlási görbe), egyetlen furat |
| Hőmérséklet | 260°C |
| Nyomásérzékelő | 10000 psi |
| Szerszám | 1:16 |
*a módosított alkatrészek már ismertek
Mérési eredmények
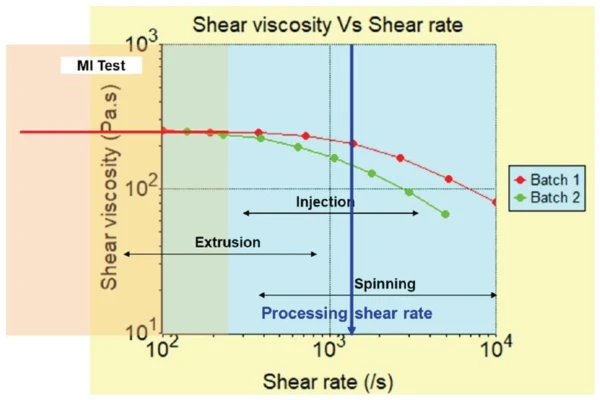
A 2. ábra két különböző polikarbonát tétel áramlási görbéjének eredményeit mutatja 260°C-on. Mindkettő egy nyíróvékonyodó folyadékállapotot mutat, egy nulla nyírási platóval, amelyben a nyírási viszkozitás nem változik a nyírási sebességgel; ez a minta viszkozitásának visszacsatolása alacsony nyírási sebességnél. Össze lehet kapcsolni a belső viszkozitással IV, és lineáris kapcsolat van a nulla nyírási viszkozitás és az IV között. E két mintatételnek ugyanaz a nulla nyírási viszkozitása. Az MFI-vizsgálathoz használt nyírási sebességtartomány pontosan a nulla nyírási viszkozitású platón belül van, így ez megmagyarázza, hogy az ügyfél nem észlelt különbséget az MFI-ben a két mintatétel között. A nyírási sebesség növekedésével azonban jelentős különbség mutatkozik a nyírási hígító viselkedésben. Az 1. tétel viszkozitása lassan csökkent a nyírási sebesség növekedésével, míg a 2. tétel viszkozitása gyorsan csökkent. A feldolgozási paraméterek, mint például a szerszám alakja, a szerszám mérete és a vevő által megadott térfogatáramlási sebesség alapján becslések szerint a nyírási sebesség a vevőnél körülbelül 1300 s-1. A 2. ábrán látható, hogy bár az MFI eredmények megegyeznek, a nyírási viszkozitásban jelentős különbség van 1300 s-1-nél (kék vonal), ami megmagyarázza az ügyfél feldolgozási problémáit. Mivel ugyanazokat a feldolgozási feltételeket alkalmazták, a két tétel teljesen eltérően viselkedett, ami törésekhez stb. vezetett.
Az intrinsic viszkozitás (IV) a polimer azon képességét írja le, hogy növelje az oldószer viszkozitását [1]. Mérése több polimeroldat különböző koncentrációjú relatív viszkozitásának meghatározásával történik [2]. Egy polimer intrinsic viszkozitása szorosan összefügg a molekulatömegével.
Következtetés
Az olvadékáramlási index, MFI, nem ragadja meg a polimer anyagok áramlási viselkedését a feldolgozás során, mivel egy szűk nyírási sebességtartományra korlátozódik. Ezzel szemben a Rosand kapilláris reométerrel végzett vizsgálatok szélesebb nyírási sebességtartományban állítanak elő áramlási görbéket, amelyek értékes betekintést nyújtanak a polimeranyagok lehetséges feldolgozási problémáiba. Ennek eredményeképpen ez a reométer a minőségellenőrzés és a feldolgozási feltételek optimalizálásának kulcsfontosságú eszközeként szolgál.