Johdanto
Polymeerimateriaalien tehdaslaadunvalvonnan indikaattoreita ovat yleensä Sulamislämpötilat ja lämpöarvotAineen fuusioentalpia, joka tunnetaan myös latenttina lämpönä, on mitta, jolla mitataan energiapanosta, yleensä lämpöä, joka tarvitaan aineen muuttamiseksi kiinteästä olomuodosta nestemäiseksi. Aineen sulamispiste on lämpötila, jossa aine vaihtaa olomuotoaan kiinteästä olomuodosta (kiteinen) nestemäiseksi olomuodoksi (isotrooppinen sula).sulamispiste Tm, lasittumislämpötila Tg ja sulavirtausindeksi MFI. Voimmeko kuitenkin luottaa siihen, että voimme valmistaa tuotteemme luotettavasti ja että tuotantoprosessi sujuu sujuvasti ja johdonmukaisesti vain näihin indikaattoreihin vedoten? Seuraava tapaus osoittaa, että vastaus tähän kysymykseen ei välttämättä ole kyllä.
Asiakas: Kaikki tehtaan laadunvalvontamittarit ovat johdonmukaisia. Myös sulan virtausindeksi on sama, joten mielestäni juoksevuuden pitäisi olla johdonmukainen. Käsittelyn aikana esiintyy kuitenkin ongelmia. Joidenkin erien polymeeriä voidaan kehrätä tasaisesti, kun taas toisissa erissä oli vakavia kuitujen katkeamisia, eikä niistä voi muodostaa jatkuvasti kuituja.
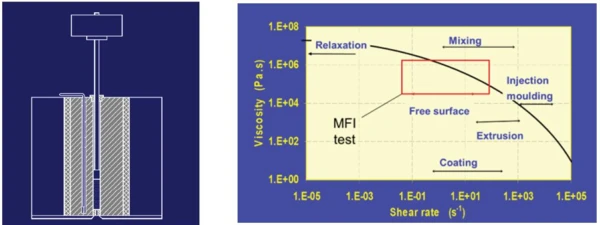
Kaikilla erillä on samat MFI-arvot. Tässä menetelmässä polymeerisula puristetaan kapillaarimuotin läpi vakiolämpötilassa, ja materiaalin virtausnopeus mitataan tietyn ajan kuluessa (kuva 1, vasemmalla), jolloin saadaan tietoa polymeerin virtausominaisuuksista. MFI edustaa yhden pisteen leikkausviskositeettia (kuva 1, oikealla). Tämä testausmenetelmä on samanlainen kuin kapillaarireometri, mutta se rajoittuu small leikkausnopeusalueeseen. Tuotantoprosesseissa, kuten ekstruusiossa, ruiskuvalussa, kehruussa jne., käytetään kuitenkin suurempia leikkausnopeuksia kuin MFI-menetelmällä määritetään. Siksi MFI-testitulokset eivät voi täysin kuvastaa materiaalien virtauskäyttäytymistä eri käsittelytekniikoissa (kuva 1, oikealla). Tässä vaiheessa on tarpeen laatia virtauskäyrä laajemmalla leikkausnopeusalueella polymeerin virtaavuuden arvioimiseksi käsittelyolosuhteissa. Ratkaisu on käyttää Rosandin kapillaarireometriä. Siksi sitä käytettiin tässä tutkimuksessa leikkausviskositeetin määrittämiseksi laajalla leikkausnopeusalueella, jotta voitaisiin ymmärtää, vaihteleeko erien välinen käyttäytyminen näillä korkeammilla leikkausnopeuksilla, jotka ovat merkityksellisiä kehruun kannalta.
Mittausolosuhteet
Mittausolosuhteet on esitetty yksityiskohtaisesti taulukossa 1.
Taulukko 1: Mittausolosuhteet
| Näyte | Polykarbonaatti PC (pääkomponentti) |
|---|---|
| Testitila | Vakioleikkausnopeustesti (virtauskäyrä), yksiaukkoinen testi |
| Lämpötila | 260°C |
| Paineanturi | 10000 psi |
| Muotti | 1:16 |
*muunnetut komponentit ovat nyt tiedossa
Mittaustulokset
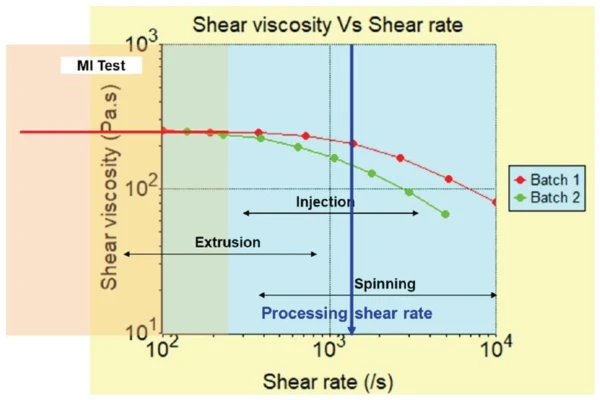
Kuvassa 2 esitetään virtauskäyrän tulokset kahdesta eri polykarbonaattierästä 260 °C:n lämpötilassa. Molemmissa näissä näytteissä on leikkausohennettu nestetila, jossa on nollan leikkaustaso, jossa leikkausviskositeetti ei muutu leikkausnopeuden mukaan; tämä on palaute näytteen viskositeetista alhaisilla leikkausnopeuksilla. Se voidaan yhdistää luontaiseen viskositeettiin IV, ja nollaviskositeetin ja IV:n välillä on lineaarinen suhde. Näillä kahdella näyte-erällä on sama nollaleikkausviskositeetti. MFI-testissä käytettävä leikkausnopeusalue on täsmälleen nollan leikkausviskositeetin tasanteen sisällä, joten tämä selittää sen, että asiakas ei havainnut eroa MFI:ssä näiden kahden näyte-erän välillä. Leikkausnopeuden kasvaessa leikkausohennuskäyttäytymisessä on kuitenkin merkittävä ero. Erän 1 viskositeetti laski hitaasti leikkausnopeuden kasvaessa, kun taas erän 2 viskositeetti laski nopeasti. Asiakkaan toimittamien prosessointiparametrien, kuten muotin muodon, muotin koon ja tilavuusvirtauksen, perusteella on arvioitu, että leikkausnopeus asiakkaan toimipisteessä on noin 1 300 s-1. Kuten kuvasta 2 nähdään, voidaan havaita, että vaikka MFI-tulokset ovat samat, leikkausviskositeetissa on merkittävä ero 1300 s-1:n kohdalla (sininen viiva), mikä selittää asiakkaan käsittelyongelmat. Koska he käyttivät samoja käsittelyolosuhteita, nämä kaksi erää käyttäytyivät varsin eri tavalla, mikä johti rikkoutumiseen jne.
Sisäinen viskositeetti (IV) kuvaa polymeerin kykyä lisätä liuottimen viskositeettia [1]. Se mitataan määrittämällä useiden polymeeriliuosten suhteelliset viskositeetit eri pitoisuuksilla [2]. Polymeerin luontainen viskositeetti on läheisessä yhteydessä sen molekyylipainoon.
Päätelmä
Sulan virtausindeksi, MFI, ei kuvaa polymeerimateriaalien virtauskäyttäytymistä prosessoinnin aikana, koska se rajoittuu kapealle leikkausnopeusalueelle. Sitä vastoin Rosandin kapillaarireometrillä tehdyt testit tuottavat virtauskäyriä laajemmalla leikkausnopeusalueella, mikä antaa arvokasta tietoa polymeerimateriaalien mahdollisista käsittelyongelmista. Näin ollen tämä reometri on ratkaisevan tärkeä väline laadunvalvonnassa ja käsittelyolosuhteiden optimoinnissa.