Einleitung
Für die werkseigene Qualitätskontrolle polymerer Werkstoffe werden in der Regel der Schmelzpunkt (Tm), die GlasübergangstemperaturDer Glasübergang gilt als eine der wichtigsten Eigenschaften amorpher und teilkristalliner Materialien, wie z.B. anorganische Gläser, amorphe Metalle, Polymere, Pharmazeutika und Lebensmittel, usw., und bezeichnet den Temperaturbereich, in dem sich die mechanischen Eigenschaften des Material von einem harten und spröden Zustand in einen weicheren, verformbaren oder gummiartigen Zustand ändern.Glasübergangstemperatur (Tg) und der Schmelzindex (MFI) verwendet. Doch können wir wirklich sicher sein, dass unser Produkt zuverlässig hergestellt wird und der Produktionsprozess reibungslos und konsistent verläuft, wenn wir uns nur auf diese Indikatoren verlassen? Das folgende Beispiel zeigt, dass dies nicht immer der Fall ist.
Rückmeldung eines Kunden: Ich habe mehrere Chargen Polycarbonat für das Spinnen von Fasern, und alle Qualitätskontrollindikatoren des Werkes sind konsistent. Der Schmelzindex ist ebenfalls gleich, daher denke ich, dass die Fließfähigkeit gleichbleibend sein sollte. Es treten jedoch Probleme während der Verarbeitung auf. Einige Chargen des Polymers lassen sich problemlos verspinnen, während bei anderen schwere Faserbrüche auftreten, sodass keine kontinuierliche Faserbildung möglich ist.
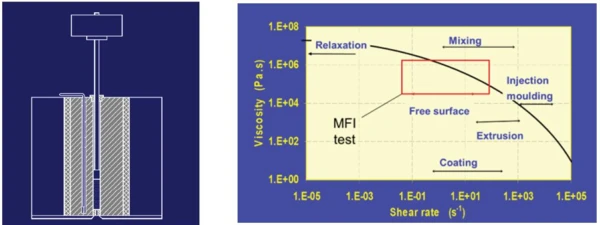
Alle Chargen weisen die gleichen MFI-Werte auf. Bei dieser Methode wird die Polymerschmelze bei konstanter Temperatur durch eine Kapillardüse extrudiert und die Fließrate des Materials über einen definierten Zeitraum gemessen (Abbildung 1, links), um Einblicke in die Fließeigenschaften des Polymers zu erhalten. Der MFI-Wert repräsentiert die Scherviskosität unter einem bekannten angelegten Druck (Abbildung 1, rechts). Diese Prüfmethode ähnelt dem Kapillarrheometer, ist aber auf einen kleinen Scherratenbereich beschränkt. Produktionsprozesse wie Extrusion, Spritzguss, Spinnen usw. werden jedoch bei höheren Scherraten durchgeführt als die MFIMethode erlaubt. Daher können MFI-Prüfergebnisse das Fließverhalten von Werkstoffen in verschiedenen Verarbeitungsprozessen nicht vollständig widerspiegeln (Abbildung 1, rechts). An dieser Stelle ist es notwendig, eine Fließkurve mit einem größeren Scherratenbereich zu erstellen, um die Fließfähigkeit von Polymeren unter Verarbeitungsbedingungen zu bewerten.
Die Lösung ist die Verwendung eines Rosand- Kapillarrheometers. In einer Studie zur Bestimmung der Scherviskosität über einen breiten Scherratenbereich sollte untersucht werden, ob sich das Verhalten bei den für das Spinnen relevanten höheren Scherraten von Charge zu Charge ändert.
Messbedingungen
Die Messbedingungen sind in Tabelle 1 aufgeführt.
Tabelle 1: Messbedingungen
| Probe | Polycarbonat (PC) Hauptkomponente* |
|---|---|
| Prüfmodus | Konstanter Scherratentest (Fließkurve), Einzelbohrung |
| Temperatur | 260 °C |
| Drucksensor | 10000 psi |
| Düse | 1:16 |
*modifizierte Komponenten sind nicht bekannt
Messergebnisse
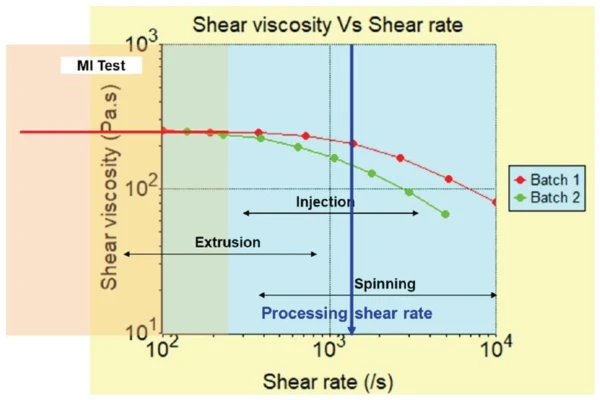
Abbildung 2 zeigt die Ergebnisse der Fließkurven für zwei verschiedene Chargen von Polycarbonat bei 260 °C. Beide weisen ein scherverdünnendes Verhalten auf, mit einem Nullviskositätsplateau, bei dem sich die Scherviskosität mit der Scherrate nicht ändert; dies spiegelt die Viskosität der Probe bei niedrigen Scherraten wider. Dieses Verhalten kann mit der intrinsischen Viskosität IV in Verbindung gebracht werden, da eine lineare Beziehung zwischen der Null-Scherviskosität und der IV besteht. Diese beiden Probenchargen haben die gleiche Null-Scherviskosität. Der Scherratenbereich für die MFI-Prüfung liegt genau innerhalb dieses Bereichs, was erklärt, warum der Kunde keinen Unterschied im MFI zwischen den beiden Probenchargen feststellte. Mit zunehmender Scherrate gibt es jedoch einen signifikanten Unterschied im Scherverdünnungsverhalten. Die Viskosität von Charge 1 nahm mit zunehmen- der Scherrate langsam ab, während die Viskosität von Charge 2 schnell abnahm. Aufgrund der vom Kunden angegebenen Verarbeitungsparameter wie Düsenform, Düsengröße und Volumenstrom wird die Scherrate beim Kunden auf ca. 1.300 s-1 geschätzt. Abbildung 2 zeigt, was die Verarbeitungsprobleme des Kunden erklärt. Obwohl die MFI-Ergebnisse gleich sind, gibt es einen signifikanten Unterschied in der Scherviskosität bei 1300 s-1 (blaue Linie). Da die beiden Chargen mit den gleichen Prozessparametern verarbeitet wurden, verhielten sie sich deutlich unterschiedlich, was zu Faserbrüchen usw. führte.
Die intrinsische Viskosität (IV) beschreibt die Fähigkeit eines Polymers, die Viskosität eines Lösungsmittels zu erhöhen [1]. Sie wird gemessen, indem die relativen Viskositäten mehrerer Polymerlösungen bei unterschiedlichen Konzentrationen bestimmt werden [2]. Die intrinsische Viskosität eines Polymers ist eng mit seinem Molekulargewicht verbunden.
Zusammenfassung
Der Schmelzindex (MFI) erfasst das Fließverhalten von Polymermaterialien während der Verarbeitung nicht ausreichend, da er auf einen engen Scherratenbereich beschränkt ist. Im Gegensatz dazu erzeugen Tests mit dem Kapillarrheometer Rosand Fließkurven über einen breiteren Schergeschwindigkeitsbereich und liefern wertvolle Einblicke in mögliche Verarbeitungsprobleme von Polymeren. Daher ist dieses Rheometer ein wichtiges Werkzeug für die Qualitätskontrolle und die Optimierung der Verarbeitungsbedingungen.