20.07.2023 by Prof. Dr. Ing. Sascha Englich
Ρεοκινητική - Η συμπεριφορά σκλήρυνσης ροής-διαδικασίας των θερμοσκληρυνόμενων ενώσεων χύτευσης
Ο όρος ρεοκινητική χρησιμοποιείται για να περιγράψει την εξαρτώμενη από την αντίδραση ρεολογική συμπεριφορά των θερμοσκληρυνόμενων υλικών, η οποία έχει μεγάλη σημασία, για παράδειγμα, στην επεξεργασία των θερμοσκληρυνόμενων μορφοποιητικών ενώσεων (χύτευση με έγχυση, χύτευση με μεταφορά).
ΟProf. Dr. Ing. Sascha Englich είναι καθηγητής Μηχανικής Πλαστικών στο Πανεπιστήμιο Steinbeis του Βερολίνου και ειδικός σε θέματα πλαστικών υλικών και τεχνολογίας διεργασιών στην Schwarz Plastic Technologies*. Στο πλαίσιο της νέας σειράς ιστολογίων για τη βελτιστοποίηση της χύτευσης με έγχυση εποξειδικής ρητίνης μέσω της διαφορικής θερμιδομετρίας σάρωσης και της ρεολογίας, έχει ήδη παρουσιάσει εκθέσεις σχετικά με: Thermoset Injection Molding in E-Mobility, Epoxy Resins - Reactive Polymers as a Basis for Injection-Moldable Compounds, και DSC Analysis on Thermosets. Το τέταρτο μέρος της σειράς ιστολογίων μας αφορά τη ρεοκινητική.
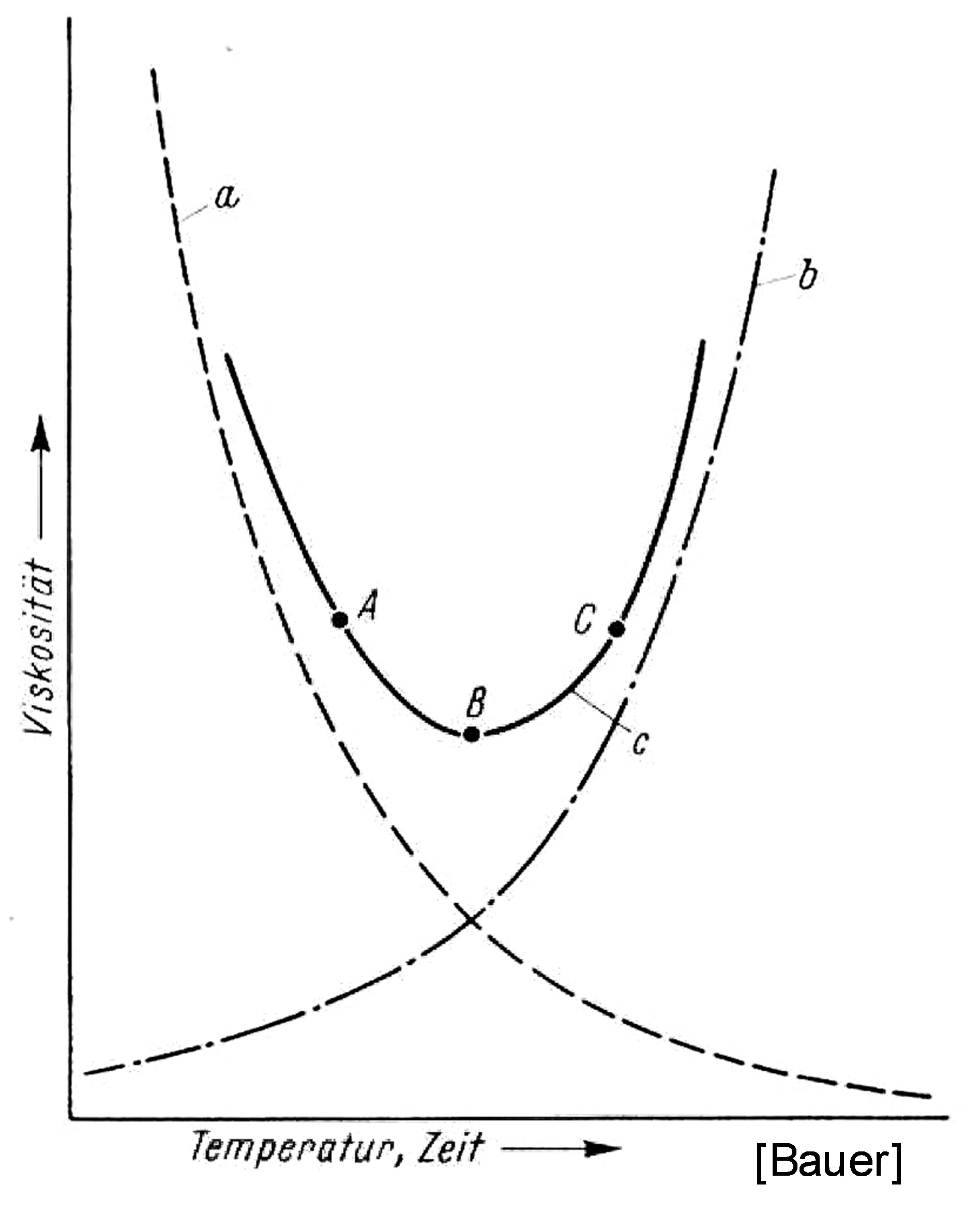
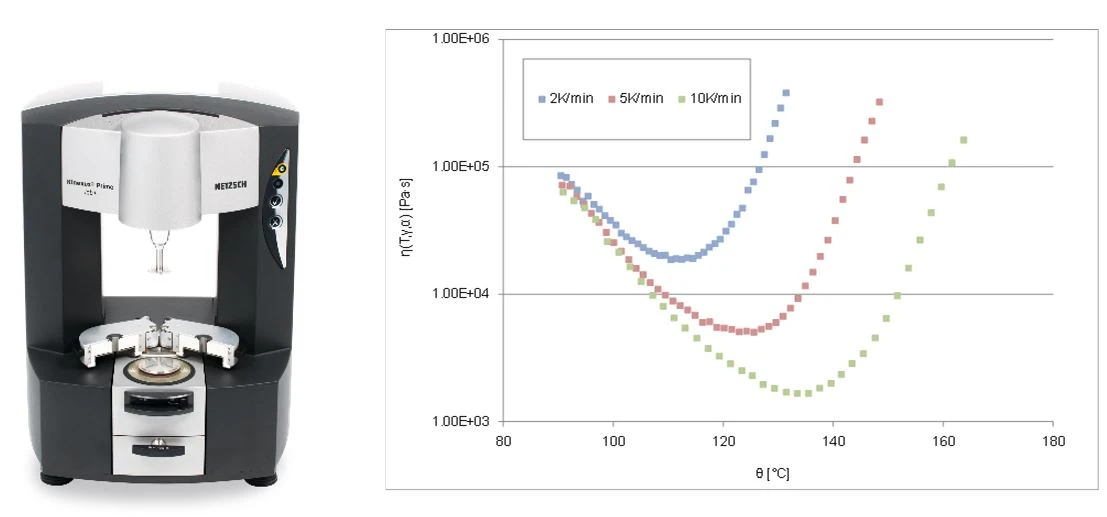
Ο όρος ρεοκινητική χρησιμοποιείται για να περιγράψει την εξαρτώμενη από την αντίδραση ρεολογική συμπεριφορά των θερμοσκληρυνόμενων υλικών, η οποία έχει μεγάλη σημασία, για παράδειγμα, στην επεξεργασία των θερμοσκληρυνόμενων μορφοποιητικών ενώσεων (χύτευση με έγχυση, χύτευση με μεταφορά). Classic Η απλουστευμένη παρακολούθηση της συμπεριφοράς σκλήρυνσης με ροή βασίζεται συνήθως στη λεγόμενη καμπύλη "U" ιξώδους/ροής, η οποία προορίζεται να αναπαραστήσει τη σχέση μεταξύ της αρχικής μείωσης του ιξώδους λόγω αύξησης της θερμοκρασίας και της επακόλουθης αύξησης του ιξώδους λόγω προοδευτικής μοριακής διασταύρωσης (Σχήμα 1).
Σχετικά με τη συμπεριφορά σκλήρυνσης ροής μιας θερμοσκληρυνόμενης σύνθεσης χύτευσης
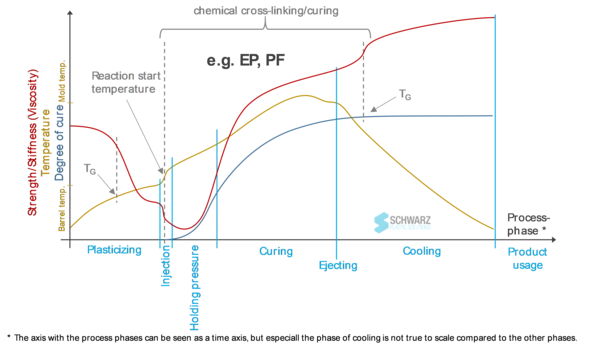
Εφαρμοσμένη σε μια πραγματική παραγωγική διαδικασία, αυτή η χημική-φυσική αλληλεπίδραση οδηγεί σε μια πολύ πιο σύνθετη διαδικασία. Στο Σχήμα 2 απεικονίζεται σχηματικά η συμπεριφορά σκλήρυνσης ροής μιας θερμοσκληρυνόμενης ένωσης χύτευσης (π.χ. εποξειδική ρητίνη ή φαινολική ρητίνη) μέσω ενός κύκλου χύτευσης με έγχυση. Η ακαμψία του υλικού (που αντιστοιχεί στο ιξώδες στη λιωμένη κατάσταση) παρουσιάζει χαρακτηριστικές καμπύλες στις επιμέρους φάσεις της διαδικασίας. Κατά τη διάρκεια της πλαστικοποίησης, η θερμοκρασία της μάζας αυξάνεται συστηματικά από τη θερμάστρα της κάννης και την τριβή (περιστροφή του κοχλία) έως ότου ξεπεραστεί η περιοχή υαλώδους μετάβασης της άμορφης ρητίνης (Σχήμα 2, κίτρινο γράφημα). Το υλικό βρίσκεται πλέον σε κατάσταση τήξης. Ιδανικά, η θερμοκρασία selected/ρυθμίζεται σε ένα ιξώδες όσο το δυνατόν χαμηλότερο, αποφεύγοντας παράλληλα τη σκλήρυνση (βλ. άρθρο ιστολογίου "DSC Analysis on Thermosets - Application of the Appropriate Measurement Methodology for Different Resin Types").
Καταστάσεις διεργασίας κατά τη διάρκεια της χύτευσης με έγχυση
Κατά τη φάση της έγχυσης, καθώς το υλικό ρέει μέσα από το ακροφύσιο της μηχανής, η τριβή θερμαίνει το υλικό σε σύντομο χρονικό διάστημα μέχρι τη σχετική θερμοκρασία σκλήρυνσης. Επομένως, η μοριακή διασύνδεση πραγματοποιείται με επιταχυνόμενο ρυθμό από αυτό το σημείο και μετά (Σχήμα 2, μπλε καμπύλη). Ταυτόχρονα, αυτή η αύξηση της θερμοκρασίας οδηγεί σε σημαντική μείωση του ιξώδους. Αυτή η σχετικά σύντομη φάση διεργασίας είναι σημαντική για την αποδοτικότητα και την ποιότητα της διεργασίας, καθώς καθορίζει την πλήρωση του καλουπιού(ρεολογία) εκτός από τον χρόνο σκλήρυνσης (δυναμική της αντίδρασης). Κατά τη διάρκεια της φάσης μετά την πίεση, το ιξώδες συνεχίζει αρχικά να μειώνεται λόγω της αύξησης της θερμοκρασίας (θέρμανση του καλουπιού που περιλαμβάνει μια εξώθερμη αντίδραση διασύνδεσης) και τελικά αυξάνεται καθώς εξελίσσεται η διασύνδεση, με το υλικό να επιστρέφει στη στερεά κατάσταση (φάση σκλήρυνσης). Το υλικό/συστατικό εκτοξεύεται από το καλούπι σε θερμή, στερεή κατάσταση. Το κατώτατο όριο για τη θερμοκρασία υαλώδους μετάπτωσης ειδικά για τη διασύνδεση επιτυγχάνεται για πρώτη φορά κατά την ψύξη.

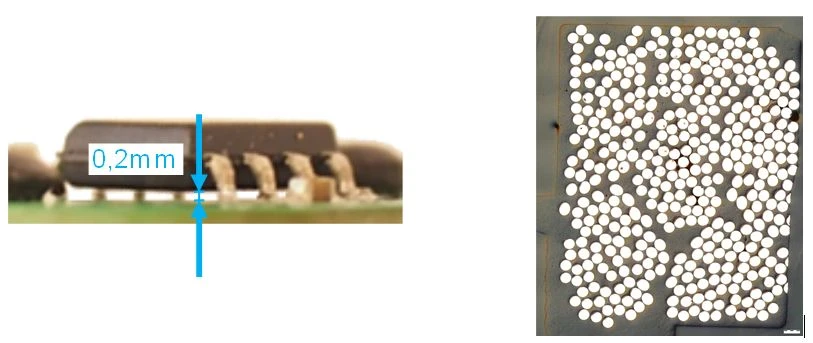
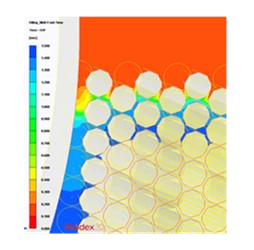
Η κατανόηση της συμπεριφοράς σκλήρυνσης ροής-σκληρυντικού υλικού είναι θεμελιώδους σημασίας για το σχεδιασμό εξαρτημάτων και διεργασιών. Για παράδειγμα, η ενθυλάκωση ηλεκτρονικών εξαρτημάτων απαιτεί πλήρωση καλουπιών με μειωμένη πίεση, προκειμένου να μην καταστραφούν ευαίσθητα ηλεκτρονικά εξαρτήματα. Ταυτόχρονα, πολύ στενά κενά πρέπει συχνά να γεμίζουν πλήρως (Σχήμα 4). Αυτό απαιτεί υλικά με ιδιαίτερα χαμηλό ιξώδες κατά την πλήρωση του καλουπιού (κυρίως ειδικές ενώσεις εποξειδικών ρητινών) σε συνδυασμό με τον κατάλληλο σχεδιασμό του καλουπιού και της διαδικασίας.
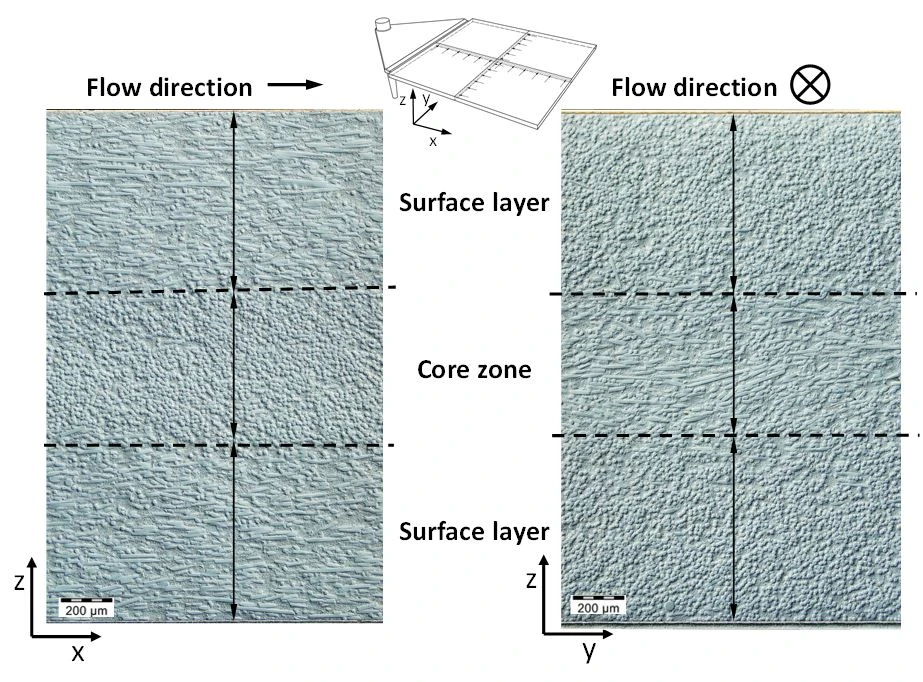
Ένα άλλο σημαντικό σημείο στο οποίο οι ρεοκινητικές ιδιότητες παίζουν σημαντικό ρόλο είναι ο σχηματισμός της δομής του πληρωτικού υλικού, για παράδειγμα ο προσανατολισμός των ινών. Σχηματίζονται δύο διαφορετικοί προσανατολισμοί των στρωμάτων (σχήμα 5). Υπάρχουν δύο στρώματα άκρων, στα οποία οι ίνες είναι κυρίως προσανατολισμένες παράλληλα προς τη διεύθυνση ροής (ζώνες διάτμησης), και ένα στρώμα πυρήνα στο οποίο οι ίνες είναι κυρίως προσανατολισμένες κάθετα προς τη διεύθυνση ροής (ζώνη πλευρικής επέκτασης). Οι αντίστοιχες αναλογίες των προσανατολισμένων στρωμάτων πάνω από τη διατομή επηρεάζουν σημαντικά τις μηχανικές ιδιότητες σε διαφορετικές διευθύνσεις φόρτισης. Αυτές επηρεάζονται από τη ρεοκινητική συμπεριφορά του υλικού εκτός από το σχεδιασμό του καλουπιού και της διαδικασίας.
Μέθοδοι προσομοίωσης επεξεργασίας
Και τα δύο προαναφερθέντα σενάρια εφαρμογών καταδεικνύουν τη σημασία της κατανόησης της ρεοκινητικής συμπεριφοράς των θερμοσκληρυνόμενων χυτευτικών ενώσεων, προκειμένου να πραγματοποιηθεί ο βέλτιστος σχεδιασμός του υλικού selection, του καλουπιού και της διαδικασίας. Η χρήση μεθόδων προσομοίωσης επεξεργασίας (Σχήμα 6) είναι επίσης σημαντική για την αποφυγή πειραματικών δοκιμών δοκιμής και λάθους. Ως εκ τούτου, η ρεοκινητική συμπεριφορά του υλικού πρέπει να προσδιορίζεται με συνδυασμό DSC και ρεομετρίας και να διατίθεται μέσω μαθηματικών μοντέλων σε λογισμικό προσομοίωσης επεξεργασίας ως "βάση υπολογισμού".
Μια επιλογή σε μια ρεολογική μέτρηση είναι η χρήση της περιστροφής/ταλάντωσης, το ιδιαίτερο χαρακτηριστικό, το οποίο θα παρουσιαστεί λεπτομερώς κατά την ανάλυση των θερμοσκληρυνόμενων μορφοποιητικών ενώσεων στο επόμενο άρθρο.
Μια επιλογή σε μια ρεολογική μέτρηση είναι η χρήση της περιστροφής/ταλάντωσης, το ιδιαίτερο χαρακτηριστικό, το οποίο θα παρουσιαστεί λεπτομερώς κατά την ανάλυση των θερμοσκληρυνόμενων μορφοποιητικών ενώσεων στο επόμενο άρθρο. Μείνετε συντονισμένοι!
*Schwarz Plastic Technologies είναι μια εταιρεία παροχής συμβουλών για ειδικές προκλήσεις στη βιομηχανία πλαστικών με έμφαση στη μηχανική, την τεχνολογία διεργασιών και το μάρκετινγκ ειδικά για τα πλαστικά.