20.07.2023 by Prof. Dr. Ing. Sascha Englich
Reocinética - Comportamiento de los compuestos de moldeo termoendurecibles en el curado por flujo específico del proceso
El término reocinética se utiliza para describir el comportamiento reológico dependiente de la reacción de los materiales termoestables, que es de gran importancia en, por ejemplo, el procesamiento de compuestos de moldeo termoestables (moldeo por inyección, moldeo por transferencia).
El Prof. Dr. Ing. Sascha Englich es catedrático de Ingeniería de Plásticos en la Universidad Steinbeis de Berlín y experto en materiales plásticos y tecnología de procesos en Schwarz Plastic Technologies*. Como parte de la nueva serie de blogs para la optimización del moldeo por inyección de resina epoxi mediante calorimetría diferencial de barrido y reología, ya ha presentado informes sobre: Moldeo por inyección de termoestables en E-Mobility, Resinas epoxi - polímeros reactivos como base para compuestos moldeables por inyección, y Análisis DSC en termoestables. La cuarta parte de nuestra serie de blogs trata sobre la reocinética.
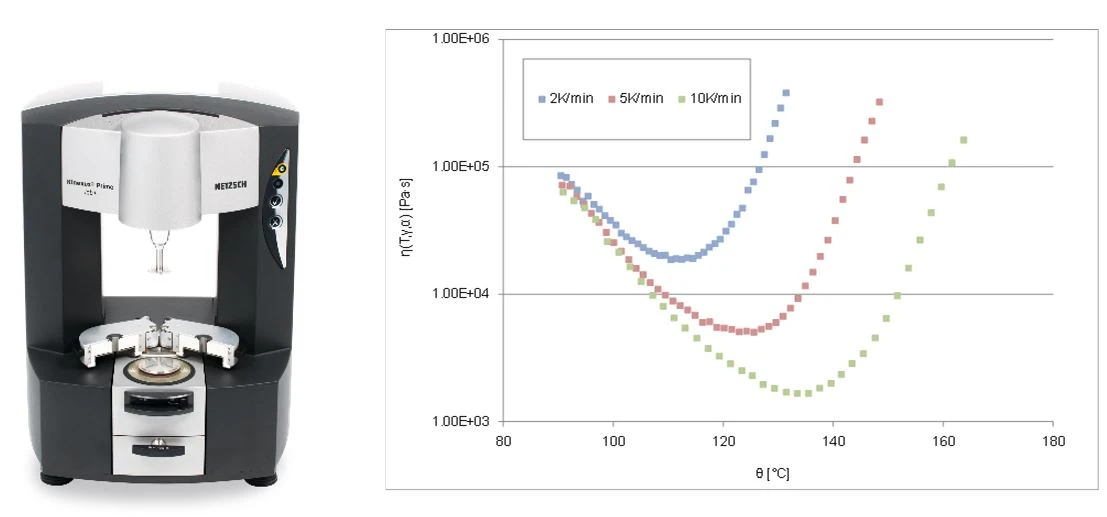
El término reocinética se utiliza para describir el comportamiento reológico dependiente de la reacción de los materiales termoestables, que es de gran importancia, por ejemplo, en el procesamiento de compuestos de moldeo termoestables (moldeo por inyección, moldeo por transferencia). Classic La supervisión simplificada del comportamiento de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado por fluencia se basa normalmente en una curva denominada "U" de viscosidad/fluidez, que pretende representar la relación entre la disminución inicial de la viscosidad debida a un aumento de la temperatura y el aumento posterior de la viscosidad debido a la reticulación molecular progresiva (Figura 1).
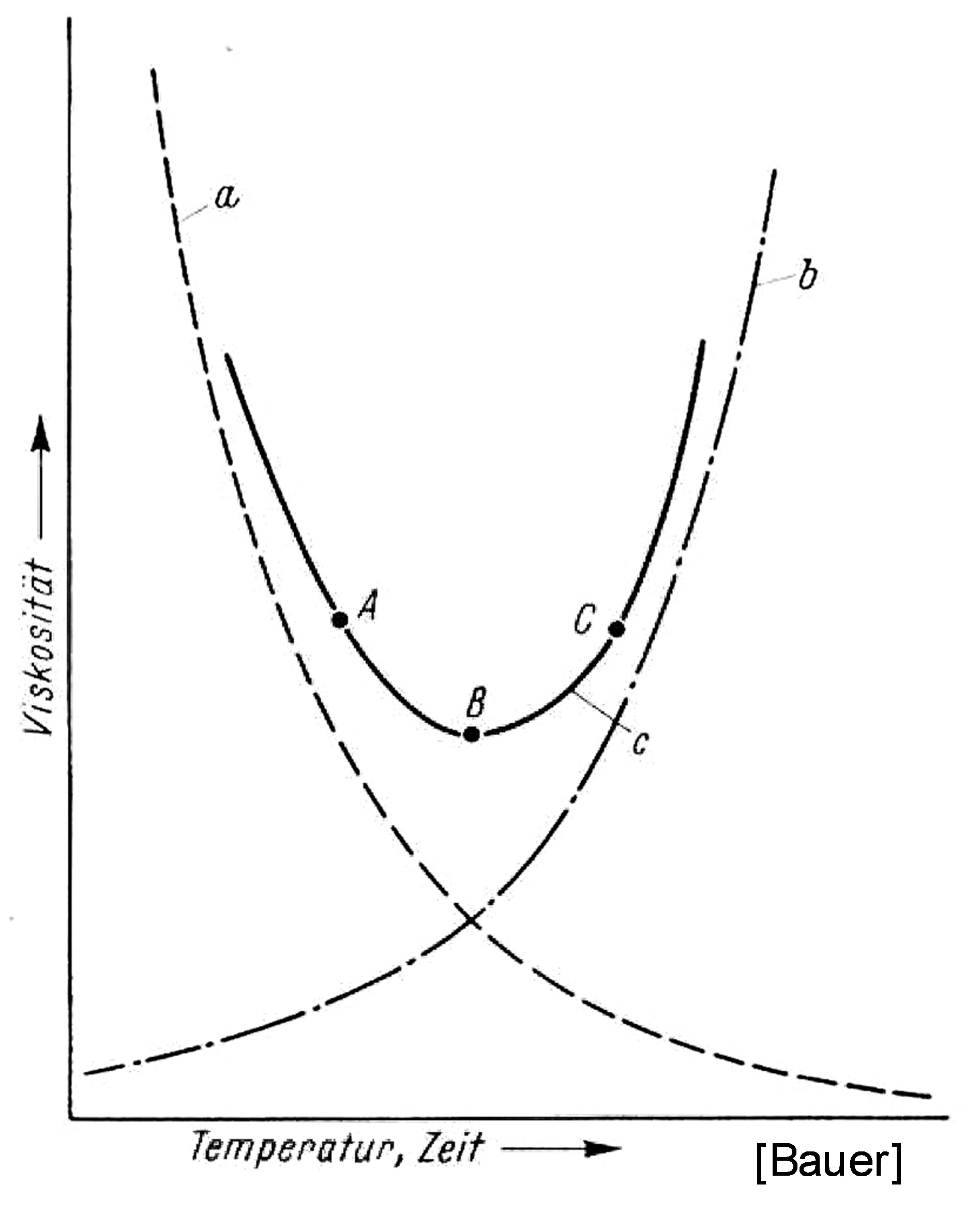
Acerca del comportamiento de curado por fluencia de un compuesto de moldeo termoestable
Aplicada a un proceso de fabricación real, esta interacción químico-física da lugar a un proceso mucho más complejo. La figura 2 muestra el esquema del comportamiento de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado por flujo de un compuesto de moldeo termoestable (por ejemplo, resina epoxi o resina fenólica) mediante un ciclo de moldeo por inyección. La rigidez del material (correspondiente a la viscosidad en estado fundido) muestra curvas características en las distintas fases del proceso. Durante la plastificación, la temperatura de la masa aumenta sistemáticamente mediante el calentador del barril y la fricción (rotación del tornillo) hasta que se supera el intervalo de transición vítrea de la resina amorfa (figura 2, gráfico amarillo). El material se encuentra ahora en estado fundido. Lo ideal es seleccionar/ajustar la temperatura a una viscosidad lo más baja posible, evitando al mismo tiempo el Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado (véase el artículo del blog "Análisis DSC en termoestables - Aplicación de la metodología de medición adecuada para diferentes tipos de resina").
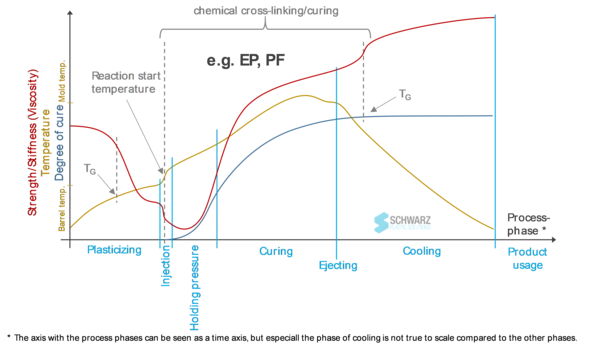
Estados del proceso durante el moldeo por inyección
Durante la fase de inyección, a medida que el material fluye a través de la boquilla de la máquina, la fricción calienta el material lo más cerca posible de una temperatura de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado relevante en poco tiempo. Por tanto, la reticulación molecular se produce a un ritmo acelerado a partir de este punto (Figura 2, curva azul). Al mismo tiempo, este aumento de temperatura provoca una reducción significativa de la viscosidad. Esta fase relativamente corta del proceso es importante para la eficacia y la calidad del mismo, ya que define el llenado del molde(reología) además del tiempo de curado (dinámica de la reacción). Durante la fase posterior a la presión, la viscosidad inicialmente sigue disminuyendo debido al aumento de temperatura (calentamiento del molde que incluye una reacción de reticulación exotérmica), y finalmente aumenta a medida que avanza la reticulación, con lo que el material vuelve al estado sólido (fase de curado). El material/componente se expulsa del molde en estado sólido y caliente. El umbral de la temperatura de transición vítrea específica de la reticulación se alcanza por primera vez durante el enfriamiento.

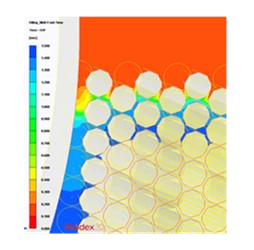
Conocer el comportamiento de curado por flujo específico del material es fundamental para el diseño de componentes y procesos. Por ejemplo, el encapsulado de componentes electrónicos requiere un llenado del molde a presión reducida para no dañar las piezas electrónicas sensibles. Al mismo tiempo, a menudo hay que rellenar completamente huecos muy estrechos (figura 4). Esto requiere materiales con una viscosidad especialmente baja durante el llenado del molde (sobre todo compuestos especiales de resina epoxi) en combinación con un diseño adecuado del molde y del proceso.
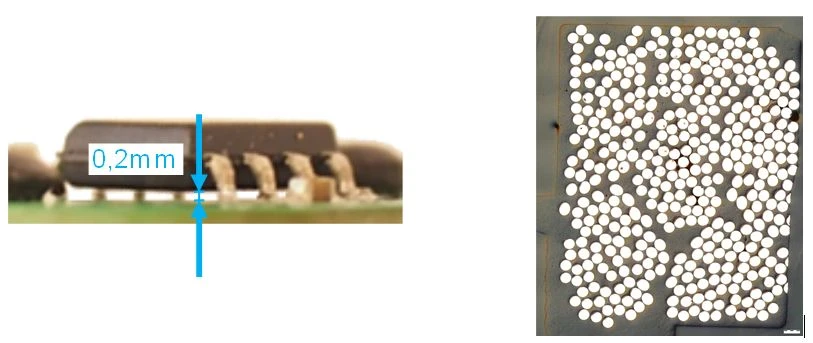
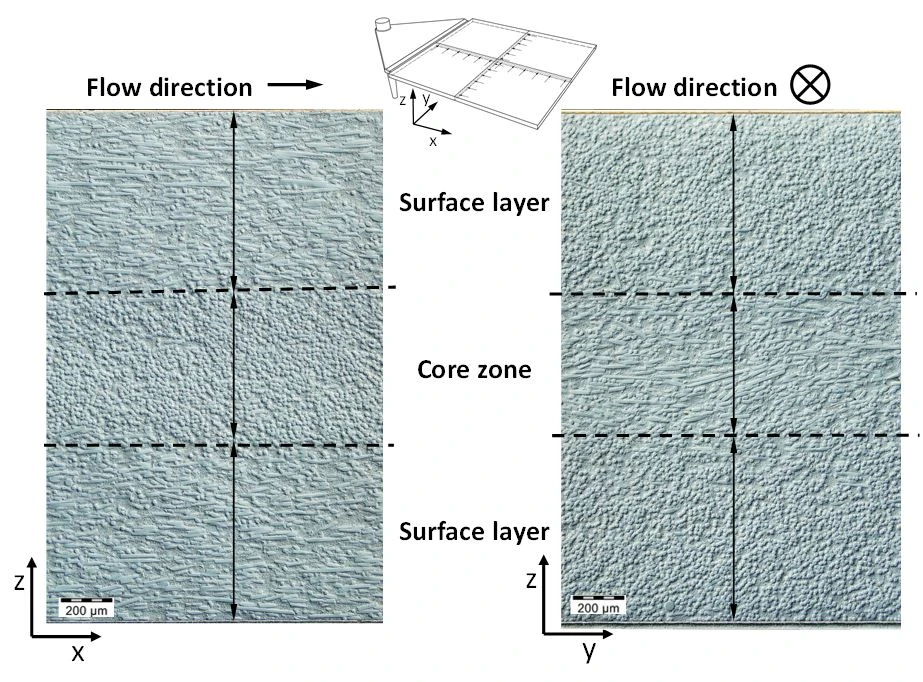
Otro punto importante en el que las propiedades reocinéticas desempeñan un papel importante es la formación de la estructura del relleno, por ejemplo la orientación de las fibras. Se forman dos orientaciones diferentes de capas (Figura 5). Hay dos capas de borde, en las que las fibras están orientadas principalmente en paralelo a la dirección del flujo (zonas de cizallamiento), y una capa central en la que las fibras están orientadas principalmente en perpendicular a la dirección del flujo (zona de extensión lateral). Las proporciones correspondientes de las capas orientadas sobre la sección transversal influyen significativamente en las propiedades mecánicas en diferentes direcciones de carga. En ellas influye el comportamiento reocinético del material, además del diseño del molde y del proceso.
Métodos de simulación de procesamiento
Los dos escenarios de aplicación mencionados demuestran la importancia de conocer a fondo el comportamiento reocinético de los compuestos de moldeo termoestables para llevar a cabo una selección óptima del material y el diseño del molde y el proceso. El uso de métodos de simulación del proceso (Figura 6) también es importante para evitar las pruebas experimentales de ensayo y error. Por lo tanto, el comportamiento reocinético del material debe determinarse mediante una combinación de DSC y reometría, y ponerse a disposición mediante modelos matemáticos en software de simulación de procesamiento como "base de cálculo".
Una opción en una medición reológica es el uso de rotación/oscilación, la característica especial, que se presentará en detalle durante el análisis de compuestos de moldeo termoestables en el próximo artículo.
Una opción en una medición reológica es el uso de rotación/oscilación, la característica especial, que se presentará en detalle durante el análisis de compuestos de moldeo termoendurecibles en el próximo artículo ¡Esté atento!
*Schwarz Plastic Technologies es una empresa de consultoría para retos específicos de la industria del plástico, centrada en la ingeniería, la tecnología de procesos y el marketing específico de los plásticos.