20.02.2023 by Prof. Dr. Ing. Sascha Englich
Análisis DSC de termoestables
Análisis DSC en termoestables - Aplicación de la metodología de medición adecuada para diferentes tipos de resina
El Prof. Dr. Ing. Sascha Englich es catedrático de Ingeniería de Plásticos en la Universidad Steinbeis de Berlín y experto en materiales plásticos y tecnología de procesos en Schwarz Plastic Technologies*. Como parte de la nueva serie de blogs para la optimización del moldeo por inyección de resina epoxi mediante calorimetría diferencial de barrido y reología, ya presentó los informes sobre "Moldeo por inyección de termoestables en E-Mobility", así como "Resinas epoxi - polímeros reactivos como base para compuestos moldeables por inyección".
En el artículo de hoy, aprenderá más sobre la optimización del Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado mediante calorimetría diferencial de barrido, abreviado DSC.
El principio funcional químico-físico básico de los materiales termoestables, es decir, la reticulación de compuestos moleculares de cadena relativamente corta para formar una red molecular tridimensional, y la determinación de la misma mediante el análisis DSC ya se describieron en el artículo del blog "Resinas epoxi: polímeros reactivos como base para compuestos moldeables por inyección". En principio, esto también se aplica a todos los demás materiales termoestables relevantes desde el punto de vista industrial, como:
- Resinas fenólicas (PF)
- Resinas de poliéster insaturado (UP)
- Resinas de viniléster (VE)
- Resinas de melamina (MF)
- Resinas ureicas (UF)
- Resinas epoxi (EP)
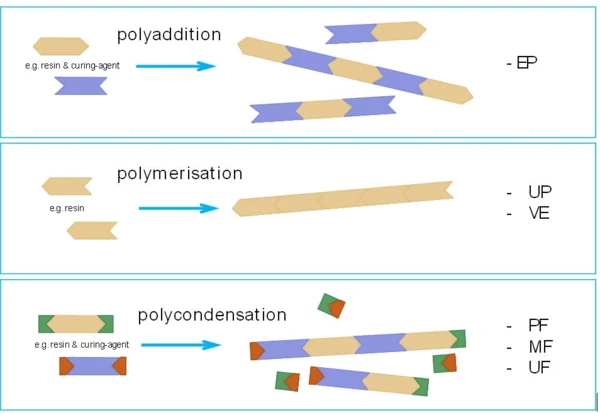
No obstante, existen diferencias de detalle entre los distintos tipos de termoestables, que influyen notablemente tanto en el procesamiento como en el análisis. Una de las razones es el tipo respectivo de reacción de reticulación, análoga a las reacciones de síntesis de los termoplásticos. Se distingue entre poliadición, polimerización y policondensación.
No todos los termoestables son iguales
En la figura 1, se muestran los diferentes principios de reacción química con un esquema que utiliza "cadenas moleculares" unidimensionales. La diferencia más importante y relevante es que las reacciones de policondensación siempre se producen con la separación de subproductos volátiles de bajo peso molecular a las temperaturas de procesamiento típicas de los compuestos de moldeo termoestables. Estos productos de separación pueden ser, por ejemplo, agua o amoníaco y deben tenerse muy en cuenta tanto en el procesamiento como en el análisis. Los termoestables que se reticulan mediante una reacción de policondensación incluyen las resinas fenólicas (PF), así como las resinas amino (UF, MF, MP).
Otro tipo de compuestos de moldeo termoestables también tienen componentes volátiles; sin embargo, éstos no resultan de la reacción de reticulación. Se trata de los llamados materiales BMC y SMC(BulkMoldingCompound, SheetMoldingCompound). Se trata principalmente de compuestos a base de poliéster insaturado (UP) o éster vinílico (VE), a los que se confiere una consistencia pastosa mediante la adición de compuestos de estireno. Estos compuestos de estireno se polimerizan en parte, pero también se pierden en parte como componente volátil.
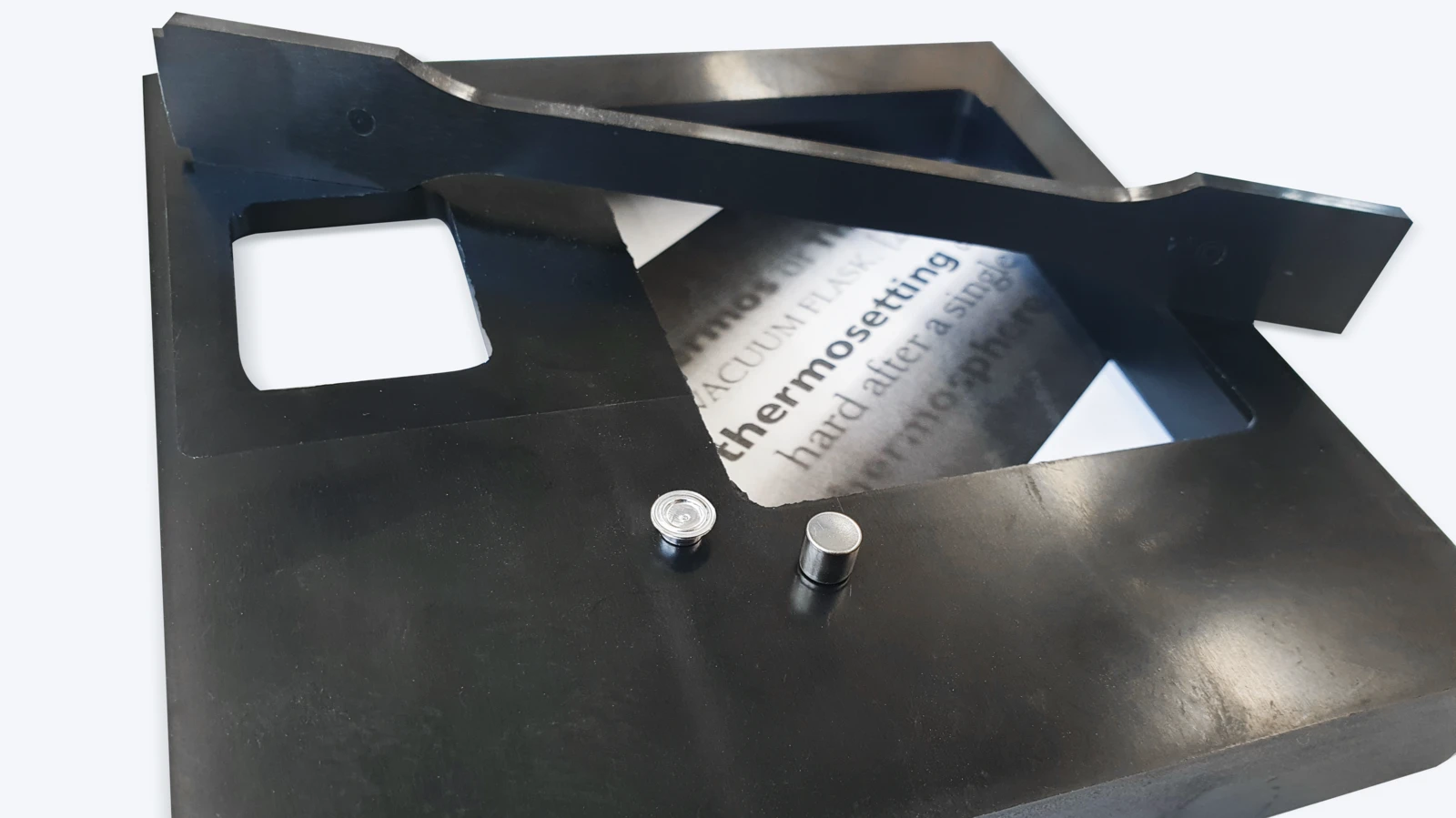
Como se ha indicado, los componentes volátiles deben tenerse en cuenta tanto durante el procesado como durante el análisis. Para el análisis DSC, los componentes volátiles de bajo peso molecular implican, por un lado, la transformación de fase de líquida a gaseosa -evaporación- durante la medición. Esto se mide como un efecto EndotérmicoUna transición de muestra o una reacción es endotérmica si se necesita calor para la conversión.endotérmico en la señal de flujo de calor y se superpondría a la reacción de reticulación que se produce simultáneamente. Por lo tanto, no sería posible caracterizar claramente el pico de reacción exotérmica. (¡Vgl. Fehler! Verweisquelle konnte nicht gefunden werden.). Aparte de la propia calidad de la medición, los componentes volátiles que entran en la célula de medición del instrumento DSC provocan graves contaminaciones. La figura 2 muestra tres tipos diferentes de crisoles DSC utilizados para la caracterización de compuestos de moldeo termoestables:

¿Cuál es el crisol adecuado?
Los crisoles/tapas de aluminio soldables en frío suelen emplearse para compuestos de moldeo epoxídicos (reacción de adición sin subproductos), en los que la tapa suele estar perforada adicionalmente. De este modo se evita que la fina tapa se abombe debido a la expansión del aire en el crisol, lo que provocaría un efecto EndotérmicoUna transición de muestra o una reacción es endotérmica si se necesita calor para la conversión.endotérmico debido al aumento de volumen.
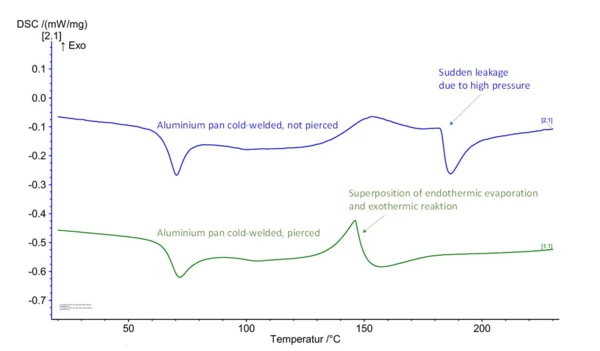
En el caso de los compuestos de moldeo que contienen componentes volátiles o los liberan durante la reacción de reticulación -entre los que se incluyen las resinas fenólicas y las resinas amínicas (reacción de condensación con subproductos), así como los materiales BMC y SMC a base de poliéster y éster de vinilo-, el uso de crisoles de aluminio soldados en frío no es conveniente. En un crisol de aluminio sin perforar, los productos de condensación no pueden evolucionar al principio, lo que provoca un aumento constante de la presión en el interior que también impide la evaporación. Al aumentar la presión, se produce una fuga repentina de la conexión soldada en frío crisol-tapa. En un crisol de aluminio perforado, los productos de condensación pueden evaporarse y escapar libremente. La entalpía de evaporación endotérmica se solapa así con la reacción de reticulación exotérmica. En ninguno de los dos casos es posible una evaluación significativa de un pico de reacción (fig. 3).
Esta es la razón por la que se emplean crisoles de acero herméticos a la presión para este tipo de compuestos de moldeo. Por lo general, se utilizan crisoles herméticos a la presión con sellado de elastómero. La estanqueidad a la presión de 20 bar es suficiente para los compuestos de moldeo termoestables típicos, ya que el contenido de resina en el compuesto de moldeo que produce los componentes volátiles suele ser bajo. Sólo el bajo límite superior de temperatura de 250°C (límite de aplicación térmica de la junta de elastómero) puede dar lugar a una medición insuficiente del pico de reticulación exotérmica a velocidades de calentamiento superiores a 10 a 15 K/min. Si, por ejemplo, se requieren velocidades de calentamiento más elevadas para la determinación/modelación de la cinética de reacción, también pueden emplearse los crisoles de acero atornillados.
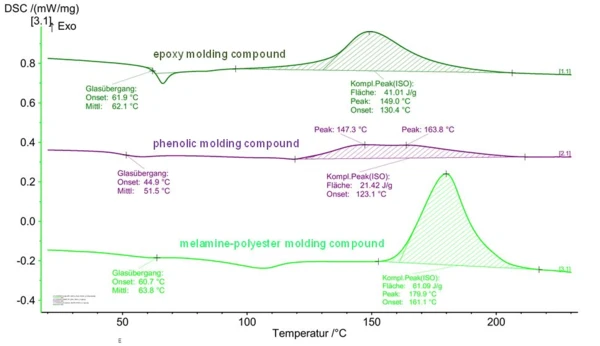
La figura 4 muestra un ejemplo de curvas DSC para diferentes tipos de compuestos de moldeo termoendurecibles. Pueden verse claramente las diferentes "formas de pico" para la entalpía de reticulación. Basándose en la evaluación de los picos, se puede deducir el comportamiento principal del procesamiento/endurecimiento. Las temperaturas de inicio y de pico proporcionan información sobre la dinámica de la reacción y, en caso necesario, sobre la influencia de catalizadores o inhibidores en el inicio del Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado (temperatura) y la velocidad de Curado (reacciones de reticulación)Traducido literalmente, el término "reticulación" significa "creación de redes cruzadas". En el contexto químico, se utiliza para designar reacciones en las que las moléculas se unen introduciendo enlaces covalentes y formando redes tridimensionales.curado.
Utilizando los picos del compuesto de moldeo de resina fenólica de la figura 4, también puede verse que los efectos térmicos medibles (entalpía de reacción) son en parte muy bajos. La razón de ello son los niveles de llenado de los compuestos de moldeo termoestables, que son en parte muy altos. En el ejemplo de esta resina fenólica, se trataba de un material con un contenido de resina de "sólo" el 20%. Este hecho debe tenerse en cuenta durante la preparación de la muestra utilizando cantidades de muestra más elevadas.
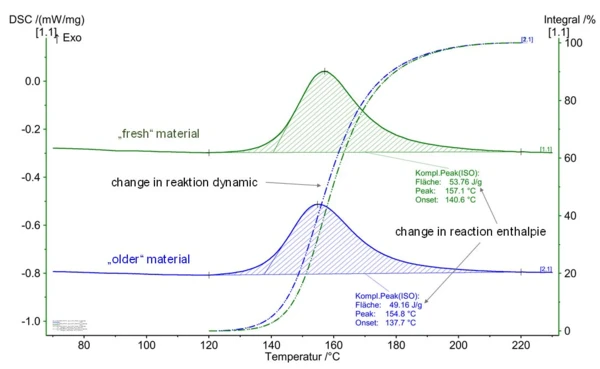
La entalpía de reacción también puede utilizarse para sacar conclusiones sobre el estado de almacenamiento de los compuestos termoestables de moldeo. El "estado de almacenamiento" también puede determinarse del mismo modo que el estado de reticulación de las piezas de construcción, como se describe en el artículo del blog "Resinas epoxi: polímeros reactivos como base para compuestos moldeables por inyección". La figura 5 presenta la medición comparativa en un compuesto de moldeo epoxi "fresco" frente a uno "almacenado". Se aprecian claramente los cambios tanto en la dinámica de reacción como en la entalpía de reacción.
Preparación óptima de las muestras y metodología de medición
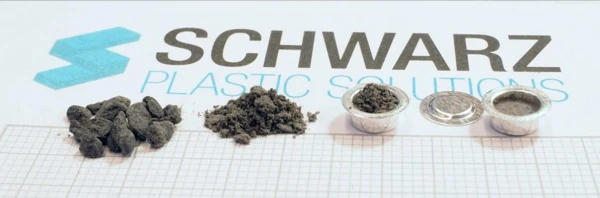
Teniendo en cuenta todas las peculiaridades típicas de los compuestos de moldeo termoestables, los siguientes criterios, tanto para la preparación de las muestras como para la metodología de medición, han demostrado ser apropiados (figura 6):
- Preparación de los gránulos hasta obtener un polvo fino, a ser posible sin aporte térmico (por ejemplo, mortero)
- Utilización, si es posible, de todo el volumen del crisol para la muestra: mucha masa reactiva aumenta la intensidad de la señal
- Compactación de la muestra en el crisol por la sonda: buen contacto con el fondo del crisol; poco aire como aislante térmico en la muestra
- Utilización de crisoles de aluminio perforados para resinas epoxídicas
- Utilización de crisoles de acero herméticamente cerrados para sustancias como resinas fenólicas, amino resinas, resinas de poliéster insaturadas y resinas de éster vinílico
- Velocidades de calentamiento de 20 K/min para crisoles de aluminio y de 10 K/min para crisoles de acero
- La implementación de un segundo calentamiento (muestra totalmente endurecida en el crisol) para la corrección de la línea de base facilita la evaluación de los picos
En el próximo artículo, el Prof. Dr. Ing. Sascha Englich informará sobre la simulación cinética del proceso. Permanezca atento
*Schwarz Plastic Technologies es una empresa de consultoría para retos específicos de la industria del plástico centrada en la ingeniería, la tecnología de procesos y el marketing específico de plásticos.

