
Historia de éxito de un cliente
Producción de proteínas veganas con ayuda del análisis térmico y la reología
Una historia de éxito de un cliente por el Prof. Dr. Tomas Kurz, ProteinDistillery GmbH, Ostfildern, Alemania, sobre la creación de ingredientes proteínicos de etiquetado limpio con funcionalidad y propiedades nutricionales superiores
ProteinDistillery GmbH es una empresa emergente con sede en Stuttgart que está revolucionando el sector de las proteínas alternativas con su método de procesamiento sostenible. La empresa produce proteína vegana de alta calidad mediante un proceso de refinamiento único. La producción de la proteína se basa en una de las técnicas culturales humanas más antiguas: la fermentación.
Acerca de ProteinDistillery GmbH y el mercado de proteínas alternativas
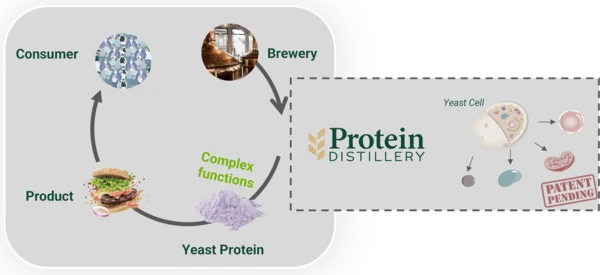
ProteinDistillery GmbH utiliza un subproducto de la industria cervecera y descompone la levadura de cerveza en bloques funcionales para extraer la valiosa proteína natural (Figura 1). La proteína resultante presenta notables propiedades tecnofuncionales comparables a las de la proteína del huevo, lo que la convierte en una opción viable para su uso en la industria alimentaria.
Los alimentos de origen animal, como la carne, los huevos y la leche, son responsables de gran parte de las emisiones mundiales de CO₂ y del uso del suelo. Por lo tanto, es necesario cambiar nuestro comportamiento de consumo hacia alternativas. En este sentido, se prevé que el mercado de proteínas alternativas aumente de un volumen mundial de unos 30.000 millones de dólares a 300.000 millones de dólares en 2035*. La mayor parte del mercado de proteínas alternativas es de origen vegetal. Sin embargo, cuando echamos un vistazo a los productos disponibles, a menudo nos sentimos decepcionados, ya que las propiedades de las proteínas de origen animal en los alimentos en cuanto a formación de textura, sabor y nutrición son mucho mejores que las propiedades de las proteínas de origen vegetal como el guisante y la soja. La falta de sabor y funcionalidad debe compensarse con aditivos alimentarios como la metilcelulosa o los componentes aromáticos.
* Análisis de Blue Horizon & BCG 2021, Food for Thought: La transformación de las proteínas | BCG
Productos de ProteinDistillery GmbH
ProteinDistillery GmbH produce proteínas a partir de microorganismos como la levadura, especialmente la levadura de cerveza. Con este enfoque, podemos reproducir las propiedades funcionales de las proteínas de origen animal, como la proteína de la clara de huevo, de la forma más sostenible. Nuestra proteína se comporta principalmente como un huevo, que es el patrón oro en la industria alimentaria. Por lo tanto, nuestros preparados proteínicos pueden utilizarse en un amplio campo de aplicaciones alimentarias, como los sistemas de sustitución de la carne, los sustitutos del huevo, como los huevos revueltos, o la repostería y el queso.
Nuestro producto aporta al producto final de nuestros clientes propiedades como la capacidad de emulsión, gelificación y espesamiento. Además, debemos proporcionar propiedades físicas consistentes para garantizar la procesabilidad de nuestros productos. Por lo tanto, es de suma importancia conocer todo sobre la estructura del polvo, así como las propiedades reológicas y de desnaturalización de nuestro producto.
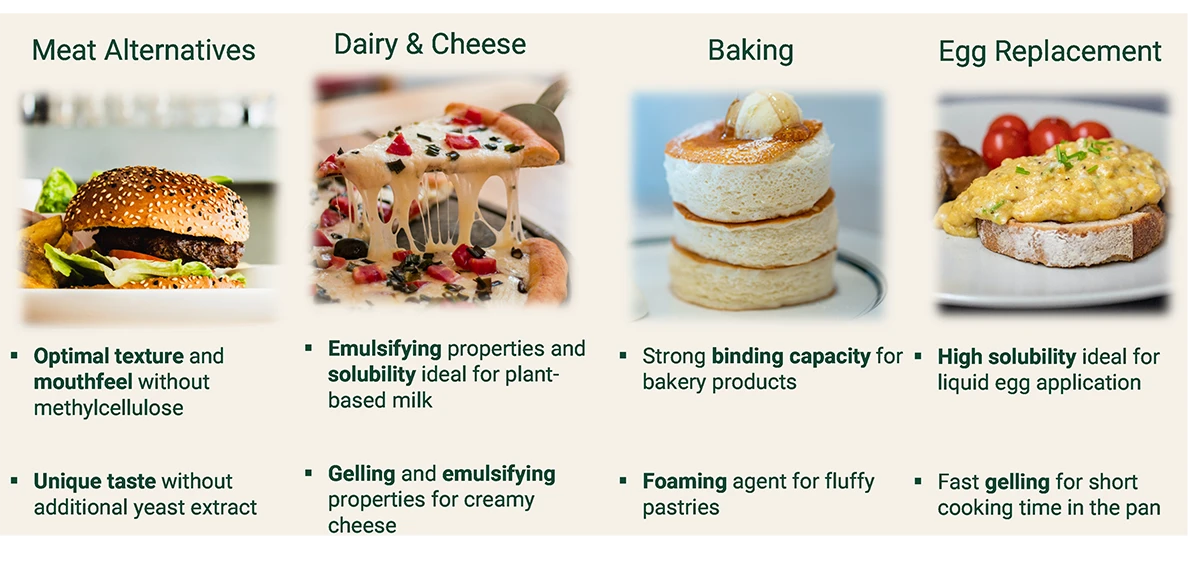
Para cada aplicación alimentaria, existe una combinación de propiedades tecnofuncionales necesarias. Para la producción de análogos vegetales del huevo, son importantes la solubilidad, el comportamiento gelificante y las propiedades emulsionantes, mientras que las propiedades espumantes y emulsionantes son más cruciales para la sustitución del huevo en productos de panadería (Figura 2).
Determinación de la temperatura de desnaturalización
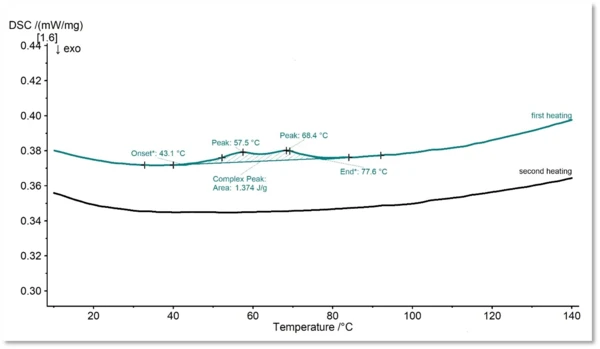
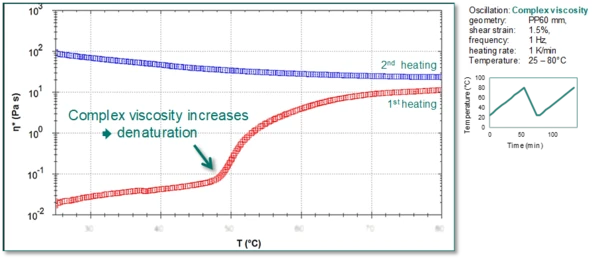
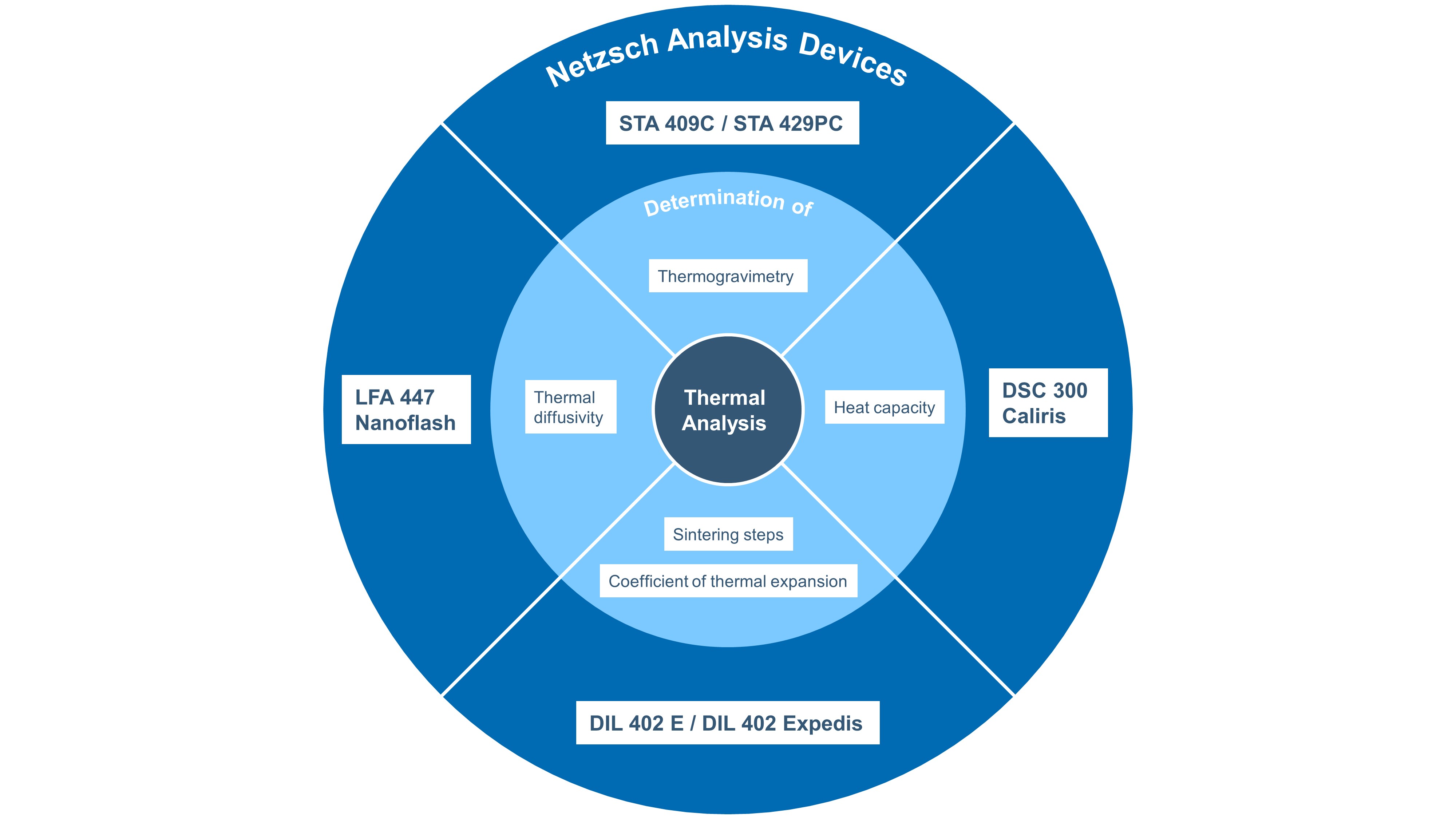
La desnaturalización de una proteína describe un cambio estructural. La desnaturalización de las proteínas de levadura puede medirse mediante Calorimetría Diferencial de Barrido, DSC (Figura 3), ilustrada por los efectos endotérmicos en el intervalo de temperaturas entre 40°C y 80°C dentro del primer calentamiento, así como por la caracterización del comportamiento reológico de la solución proteica (Figura 4). A la temperatura de inicio de la desnaturalización (DSC), la viscosidad intrínseca (reómetro) aumenta significativamente. En el segundo paso de calentamiento, no se observa desnaturalización y el nivel de viscosidad es alto y constante. Además, es posible crear modelos cinéticos para la tasa de desnaturalización de la proteína a diferentes temperaturas de calentamiento basándose en los experimentos DSC de NETZSCH. Estos modelos se utilizan para definir perfiles de calentamiento (combinaciones de temperatura y tiempo) que desactivarán los microorganismos sin gelificar la proteína y, por tanto, permitirán la pasteurización con el menor impacto posible en las proteínas. Los modelos cinéticos también pueden utilizarse para optimizar la formación de gel en productos gelificados.
Simulación y optimizacióny optimización de la conversiónEn un proceso de pasteurizaciónDe pasteurización Kinetics Neo
El objetivo general de la pasteurización es prolongar la vida útil del producto desactivando todas las bacterias patógenas no formadoras de esporas y la mayoría de los microorganismos de deterioro vegetativo, así como inhibiendo o deteniendo la actividad microbiana y enzimática. Sin embargo, durante el tratamiento térmico, las proteínas pierden parte de sus propiedades tecnofuncionales, como la capacidad gelificante o emulsionante. Por lo tanto, especialmente para el producto de proteína funcional de ProteinDistillery GmbH, es de suma importancia adquirir conocimientos sobre el comportamiento de desnaturalización/conversión durante el tratamiento térmico para encontrar regímenes de procesamiento que permitan a los usuarios industriales de la proteína pasteurizar su producto (por ejemplo, productos de queso alternativos) y conservar las propiedades funcionales de las proteínas tanto como sea posible.
Mesa. 1.
Temperaturas y tiempos de simulación para la pasteurización por lotes, la pasteurización a alta temperatura y corta duración (HTST), la ultrapasteurización y el tratamiento a temperatura ultraalta (UHT).
Para describir las reacciones cinéticas se utilizó Kinetics Neo, una solución informática de simulación y optimización desarrollada por NETZSCH.
Se eligieron parámetros estándar utilizados en la industria alimentaria como base para el tratamiento térmico de los productos o de la solución proteica. La Tabla 1 ofrece una visión general de estos parámetros estándar. Los regímenes de pasteurización pueden producirse a bajas temperaturas, como 65°C durante 30 minutos, o durante sólo 1 ó 2 segundos a temperaturas más altas de 100°C o incluso 138°C.
La Figura 5 muestra un ejemplo de un perfil de temperatura aplicado para el análisis y la predicción de las señales DSC y la correspondiente conversión que se produce de la fracción proteica. En el diagrama de la izquierda, se muestra como ejemplo el perfil de temperatura de una medición a una velocidad de calentamiento de 5 K/min. El diagrama de la derecha ilustra las señales de respuesta en el DSC para velocidades de calentamiento de 5, 20 y 50 K/min, que representan procesos de conversión en la solución proteica.
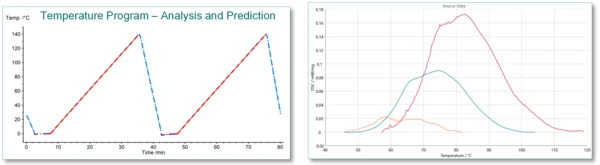
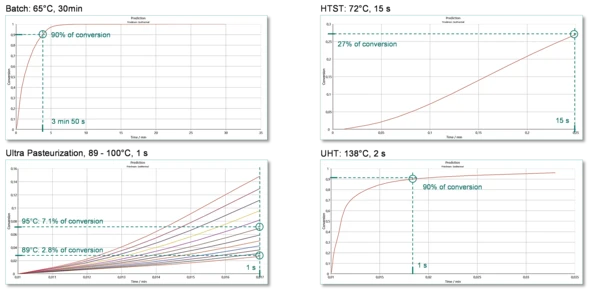
Las velocidades de calentamiento de 50 K/min dan lugar a una señal DSC significativamente mayor que las velocidades de calentamiento inferiores consideradas. Sobre la base de estas señales DSC, fue posible establecer un modelo dependiente del tiempo y la temperatura para la tasa de conversión; esta es la base para las ejecuciones de simulación basadas en modelos que se muestran en la Figura 6. Aquí se simulan los regímenes de pasteurización de la Tabla 1.
Aquí se simulan los regímenes de pasteurización de la Tabla 1. Una pasteurización por lotes a 65°C produjo una tasa de conversión de aproximadamente el 90% después de 3 min y 50 s, que fue sólo una small porción de los 30 min necesarios. Una pasteurización de corta duración a alta temperatura (HTST) a 72°C dio lugar a una conversión del 27% de la proteína tras los 15 s de tratamiento previstos. Asimismo, un tratamiento a Ultra Alta Temperatura (UHT) a 138°C dio lugar a una tasa de conversión excesivamente alta del 90% tras 1 s de pasteurización.
Sin embargo, los regímenes de Ultra Pasteurización en un rango de temperaturas de 89°C a 100°C mostraron resultados prometedores. Tras un tiempo de tratamiento de 1 s, por ejemplo, se produjeron conversiones del 2,8% y el 7,1% a 89°C y 96°C, respectivamente.
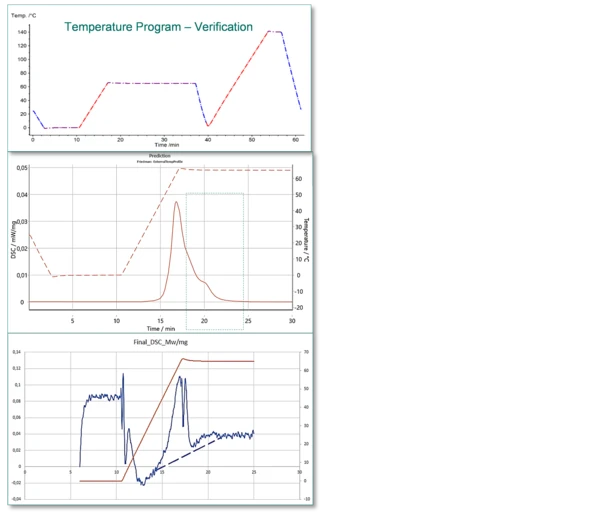
Para verificar las simulaciones, se comparó una señal DSC calculada basada en el perfil de temperatura de la figura 7 con una curva de medición real.
Resumen
Basándose en estos resultados, fue posible encontrar una ventana de procesamiento practicable para una planta de procesamiento de un cliente y aplicar la proteína de levadura de ProteinDistillery GmbH en la planta respectiva, incluyendo el paso de tratamiento térmico.
También fue posible validar el modelo con datos experimentales. Como ejemplo, la figura 7 muestra un perfil de temperatura (arriba), datos de simulación basados en el modelo (centro) y mediciones experimentales DSC. La simulación basada en el modelo describe bien los datos experimentales. Por tanto, este modelo puede considerarse válido para el campo de aplicación en cuestión.
Estimado Sr. Kurz, nos gustaría agradecerle el conocimiento de su trabajo de investigación y estamos orgullosos de poder contribuir con nuestros instrumentos analíticos a un método de procesamiento sostenible para la industria de las proteínas alternativas.

Sobre el autor
El Prof. Dr. Tomas Kurz es licenciado en Tecnología Cervecera y de Bebidas por la Universidad Técnica de Múnich. Tras completar su doctorado en ingeniería de bioprocesos, fue nombrado profesor junior de ingeniería de procesos alimentarios en la Universidad Técnica de Berlín. Cuenta con una amplia experiencia industrial como director de investigación y desarrollo en varias empresas, especializándose en proteínas alternativas, desarrollo de procesos de fermentación, hidrocoloides y sistemas alimentarios veganos.
Como director técnico de una planta de producción de hidrocoloides, fue responsable de la planificación de equipos, mantenimiento y reparación, gestión de personal y producción con más de 100 empleados bajo su dirección. Como jefe de producto y operaciones, ahora es responsable de la tecnología de aplicación de los productos fabricados, así como de la transferencia de procesos del laboratorio a la escala piloto e industrial.