
STORIA DI SUCCESSO DEL CLIENTE
Produzione di proteine vegane con l'aiuto dell'analisi termica e della reologia
Una storia di successo del Prof. Dr. Tomas Kurz, ProteinDistillery GmbH, Ostfildern, Germania, sulla creazione di ingredienti proteici cleanlabel con funzionalità e proprietà nutrizionali superiori
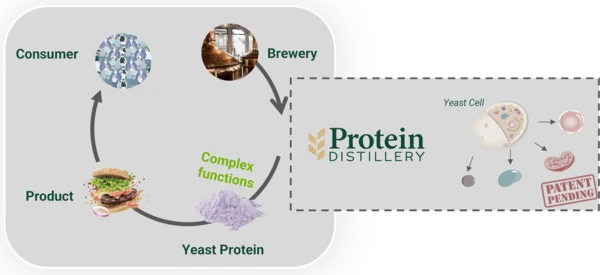
ProteinDistillery GmbH è una start-up con sede a Stoccarda che sta rivoluzionando l'industria delle proteine alternative con il suo metodo di lavorazione sostenibile. L'azienda produce proteine vegane di alta qualità attraverso un processo di raffinazione unico. La produzione delle proteine si basa su una delle più antiche tecniche culturali umane: la fermentazione.
Informazioni su ProteinDistillery GmbH e sul mercato delle proteine alternative
ProteinDistillery GmbH utilizza un sottoprodotto dell'industria della birra e scompone il lievito in blocchi funzionali per estrarre le preziose proteine naturali (Figura 1). La proteina ottenuta presenta notevoli proprietà tecno-funzionali, paragonabili a quelle delle proteine dell'uovo, che la rendono una valida opzione per l'industria alimentare.
Gli alimenti di origine animale, come la carne, le uova e il latte, sono responsabili di gran parte delle emissioni globali di CO₂ e dello sfruttamento dei terreni. Pertanto, è necessario cambiare il nostro comportamento di consumo verso alternative. A questo proposito, si prevede che il mercato delle proteine alternative passerà da un volume globale di circa 30 miliardi di dollari a 300 miliardi di dollari nel 2035*. La maggior parte del mercato delle proteine alternative è di origine vegetale. Tuttavia, quando diamo un'occhiata ai prodotti disponibili, spesso rimaniamo delusi, in quanto le proprietà delle proteine di origine animale negli alimenti, per quanto riguarda la formazione della consistenza, il gusto e la nutrizione, sono molto migliori di quelle delle proteine di origine vegetale, come quelle dei piselli e della soia. Per compensare la mancanza di gusto e funzionalità è necessario utilizzare additivi alimentari come la metil-cellulosa o componenti aromatici.
* Analisi Blue Horizon e BCG 2021, Food for Thought: La trasformazione delle proteine | BCG
Tutti i prodotti di ProteinDistillery GmbH
ProteinDistillery GmbH produce proteine da microrganismi come il lievito, in particolare il lievito di birra. Con questo approccio, possiamo replicare le proprietà funzionali delle proteine di origine animale, come quelle dell'albume d'uovo, nel modo più sostenibile possibile. La nostra proteina si comporta principalmente come un uovo, che è il gold standard dell'industria alimentare. Pertanto, i nostri preparati proteici possono essere utilizzati in un ampio campo di applicazioni alimentari, come i sistemi di sostituzione della carne, i sostituti delle uova, come le uova strapazzate, o i dolci e i formaggi.
I nostri prodotti contribuiscono al prodotto finale dei nostri clienti grazie alle loro proprietà, come la capacità di emulsione, la gelificazione e l'addensamento. Inoltre, dobbiamo fornire proprietà fisiche costanti per garantire la lavorabilità dei nostri prodotti. Pertanto, è estremamente importante conoscere la struttura della polvere e le proprietà reologiche e di denaturazione del nostro prodotto.
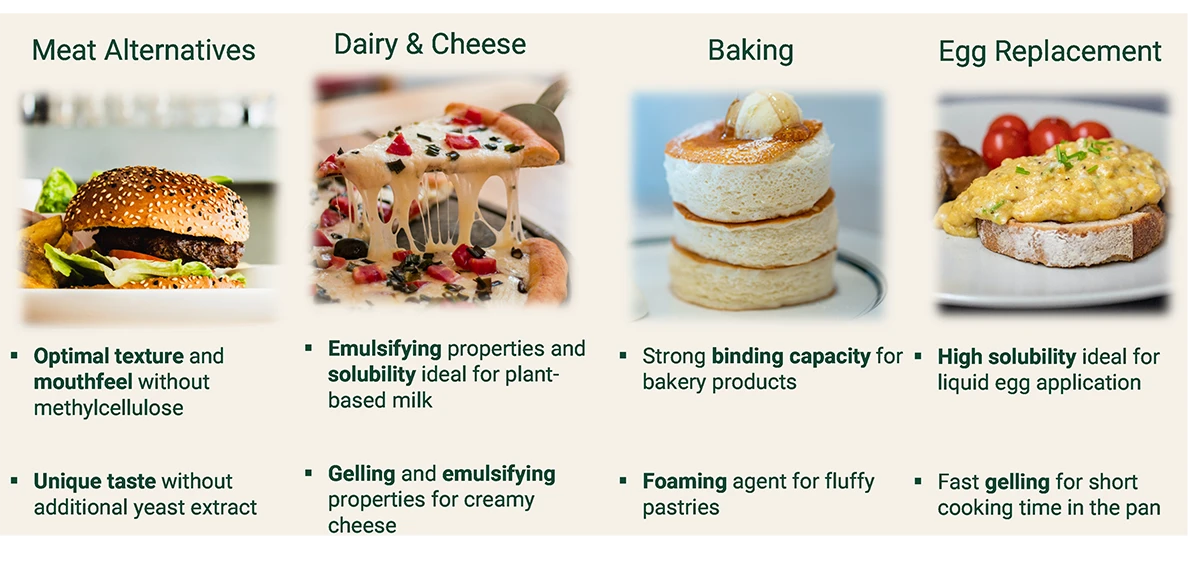
Per ogni applicazione alimentare esiste una combinazione di proprietà tecno-funzionali necessarie. Per la produzione di analoghi dell'uovo a base vegetale, sono importanti la solubilità, il comportamento gelificante e le proprietà emulsionanti, mentre le proprietà schiumogene ed emulsionanti sono più cruciali per la sostituzione dell'uovo nei prodotti da forno (Figura 2).
Determinazione della temperatura di denaturazione
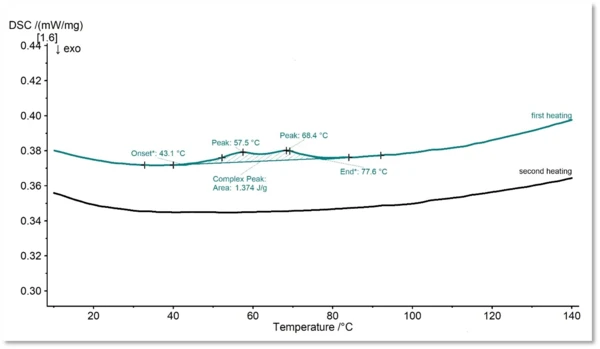
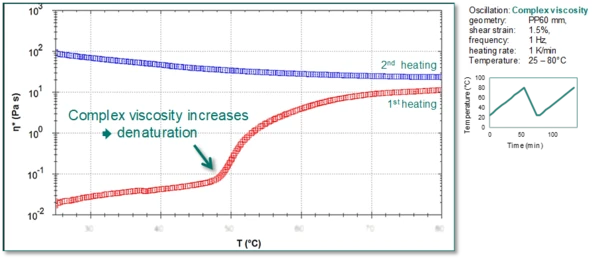
La denaturazione di una proteina descrive un cambiamento strutturale. La denaturazione delle proteine del lievito può essere misurata mediante calorimetria differenziale a scansione, DSC (Figura 3), illustrata dagli effetti endotermici nell'intervallo di temperatura compreso tra 40°C e 80°C entro il primo riscaldamento, nonché dalla caratterizzazione del comportamento reologico della soluzione proteica (Figura 4). Alla temperatura di inizio della denaturazione (DSC), la viscosità intrinseca (reometro) aumenta significativamente. Nella seconda fase di riscaldamento, non si osserva alcuna denaturazione e un livello di viscosità elevato e costante. Inoltre, è possibile creare modelli cinetici per la velocità di denaturazione della proteina a diverse temperature di riscaldamento sulla base degli esperimenti DSC di NETZSCH. Questi modelli sono utilizzati per definire profili di riscaldamento. Questi modelli vengono utilizzati per definire i profili di riscaldamento (combinazioni temperatura-tempo) che disattivano i microrganismi senza gelificare le proteine, consentendo così una pastorizzazione con il minor impatto possibile sulle proteine. I modelli cinetici possono essere utilizzati anche per ottimizzare la formazione di gel nei prodotti gelificati.
Simulazione basata su modellie ottimizzazione della conversione delle proteineConversione delle proteine in un processo di pastorizzazioneProcesso di pastorizzazione utilizzando Kinetics Neo
L'obiettivo generale della pastorizzazione è quello di prolungare la durata di conservazione del prodotto disattivando tutti i batteri patogeni non sporigeni e la maggior parte dei microrganismi vegetativi di deterioramento, nonché inibendo o bloccando l'attività microbica ed enzimatica. Tuttavia, durante il trattamento termico, le proteine perdono parte delle loro proprietà tecno-funzionali, come la capacità di gelificazione o di emulsione. Pertanto, soprattutto per il prodotto proteico funzionale di ProteinDistillery GmbH, è della massima importanza acquisire conoscenze sul comportamento di denaturazione/conversione durante il trattamento termico, al fine di trovare regimi di lavorazione che consentano agli utilizzatori industriali delle proteine di pastorizzare il loro prodotto (ad esempio, prodotti caseari alternativi) e di conservare il più possibile le proprietà funzionali delle proteine.
Tabella. 1.
Temperature e tempi di simulazione per la pastorizzazione in batch, la pastorizzazione ad alta temperatura e breve durata (HTST), l'ultra-pastorizzazione e il trattamento ad altissima temperatura (UHT).
Per descrivere le reazioni cinetiche abbiamo utilizzato Kinetics Neo, un software di simulazione e ottimizzazione sviluppato da NETZSCH.
I parametri standard utilizzati nell'industria alimentare sono stati scelti come base per il trattamento termico dei prodotti o della soluzione proteica. La Tabella 1 fornisce una panoramica di questi parametri standard. I regimi di pastorizzazione possono avvenire a basse temperature, come 65°C per 30 minuti, o per soli 1 o 2 secondi a temperature più elevate, come 100°C o addirittura 138°C.
La Figura 5 mostra un esempio di profilo di temperatura applicato per l'analisi e la previsione dei segnali DSC e della relativa conversione della frazione proteica. Nel diagramma di sinistra, viene mostrato come esempio il profilo di temperatura di una misurazione a una velocità di riscaldamento di 5 K/min. Il diagramma di destra illustra i segnali di risposta nel DSC per velocità di riscaldamento di 5, 20 e 50 K/min, che rappresentano i processi di conversione nella soluzione proteica.
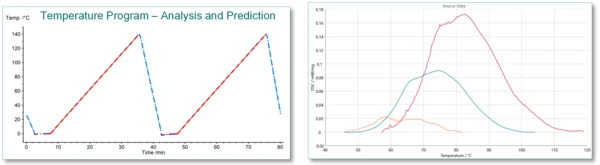
Le velocità di riscaldamento di 50 K/min producono un segnale DSC significativamente più grande rispetto alle velocità di riscaldamento inferiori considerate. Sulla base di questi segnali DSC, è stato possibile stabilire un modello per il tasso di conversione in funzione del tempo e della temperatura; questa è la base per le simulazioni basate sul modello mostrate nella Figura 6.
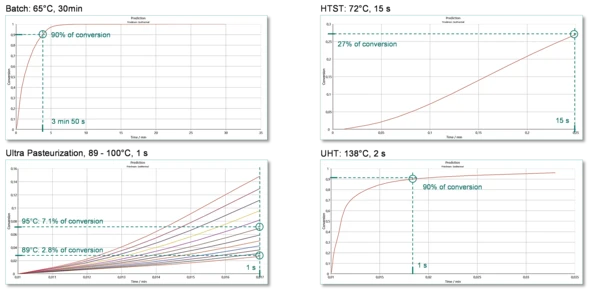
Qui sono stati simulati i regimi di pastorizzazione della Tabella 1. Una pastorizzazione batch a 65°C ha prodotto un tasso di conversione di circa il 90% dopo 3 minuti e 50 s, che era solo una small parte dei 30 minuti necessari. Una pastorizzazione a breve termine ad alta temperatura (HTST) a 72°C ha portato a una conversione del 27% della proteina dopo i 15 s di trattamento previsti. Inoltre, un trattamento ad altissima temperatura (UHT) a 138°C ha prodotto un tasso di conversione eccessivamente elevato, pari al 90% dopo 1 s di pastorizzazione.
Tuttavia, i regimi di ultra-pastorizzazione a una temperatura compresa tra 89°C e 100°C hanno dato risultati promettenti. Dopo un tempo di trattamento di 1 s, ad esempio, si sono verificate conversioni del 2,8% e del 7,1% a 89°C e 96°C, rispettivamente.
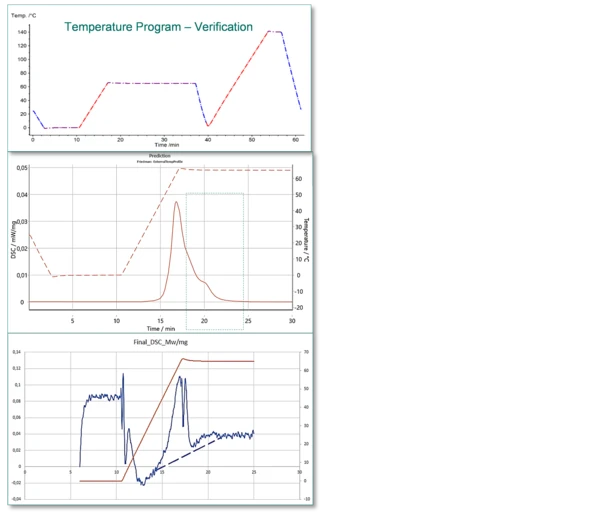
Per verificare le simulazioni, un segnale DSC calcolato sulla base del profilo di temperatura riportato nella Figura 7 è stato confrontato con una curva di misura reale.
Sintesi
Sulla base di questi risultati, è stato possibile individuare una finestra di lavorazione praticabile per un impianto di lavorazione del cliente e applicare la proteina di lievito di ProteinDistillery GmbH al rispettivo impianto, compresa la fase di trattamento termico.
È stato inoltre possibile convalidare il modello con i dati sperimentali. A titolo di esempio, la Figura 7 mostra un profilo di temperatura (in alto), i dati della simulazione basata sul modello (al centro) e le misurazioni DSC sperimentali. La simulazione basata sul modello descrive bene i dati sperimentali. Pertanto, questo modello può essere considerato valido per il campo di applicazione in questione.
Gentile signor Kurz, la ringraziamo per l'approfondimento del suo lavoro di ricerca e siamo orgogliosi di poter contribuire con i nostri strumenti analitici a un metodo di lavorazione sostenibile per l'industria delle proteine alternative.

Sull'autore
Il Prof. Dr. Tomas Kurz si è laureato in Tecnologia della birra e delle bevande presso l'Università Tecnica di Monaco. Dopo aver conseguito il dottorato di ricerca in ingegneria dei bioprocessi, è stato nominato professore junior di ingegneria dei processi alimentari presso l'Università Tecnica di Berlino. Ha maturato una vasta esperienza industriale come responsabile della ricerca e dello sviluppo in diverse aziende, specializzandosi in proteine alternative, sviluppo di processi di fermentazione, idrocolloidi e sistemi alimentari vegani.
Come direttore tecnico di un impianto di produzione di idrocolloidi, è stato responsabile della pianificazione delle attrezzature, della manutenzione e della riparazione, della gestione del personale e della produzione con oltre 100 dipendenti sotto la sua direzione. In qualità di responsabile dei prodotti e delle operazioni, è ora responsabile della tecnologia applicativa dei prodotti fabbricati e del trasferimento dei processi dal laboratorio alla scala pilota e industriale.