
Customer SUCCESS STORY
Herstellung von Veganen Proteinen mit Hilfe Thermischer Analyse
Ein Anwenderbericht von Prof. Dr. Tomas Kurz, ProteinDistillery GmbH, Ostfildern, über die Herstellung von Clean Label Proteinzusätzen mit überlegener Funktionalität und ernährungsphysiologischen Eigenschaften
Die ProteinDistillery GmbH ist ein Stuttgarter Start-up, das mit seiner nachhaltigen Verarbeitungsmethode die alternative Proteinindustrie revolutioniert. Das Unternehmen stellt in einem einzigartigen Veredelungsprozess hochwertige vegane Proteine her. Die Herstellung des Proteins basiert auf einer der ältesten Kulturtechniken der Menschheit − der Fermentation.
Über die ProteinDistillery GmbH und die Alternative Proteinindustrie
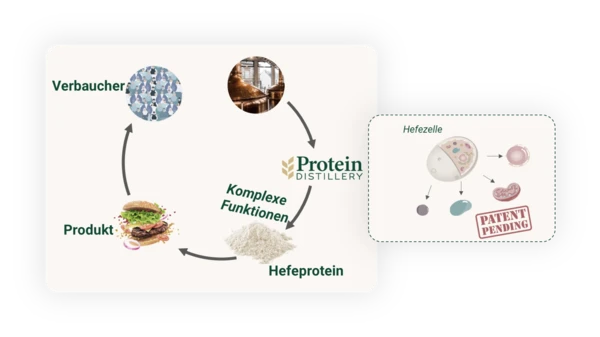
Die ProteinDistillery GmbH nutzt ein Nebenprodukt der Brauindustrie und zerlegt Bierhefe in funktionelle Bausteine, um das wertvolle natürliche Protein zu gewinnen (Abbildung 1). Das so gewonnene Protein weist bemerkenswerte technofunktionelle Eigenschaften auf, die mit denen des Eiproteins vergleichbar sind, was es zu einer praktikablen Option für den Einsatz in der Lebensmittelindustrie macht.
Tierische Lebensmittel wie Fleisch, Eier und Milch sind für einen großen Teil der globalen CO₂-Emissionen und der Landnutzung verantwortlich. Daher ist es notwendig, unser Konsumverhalten auf Alternativen umzustellen.
In diesem Zusammenhang wird prognostiziert, dass der Markt für alternative Proteine weltweit von ca. 30 Milliarden USD auf 300 Milliarden USD im Jahr 2035* ansteigen wird. Der größte Teil des Marktes für alternative Proteine ist pflanzlicher Natur. Blicken wir auf die verfügbaren Produkte, sind wir oft enttäuscht, da die Eigenschaften von tierischen Proteinen in Lebensmitteln denen von pflanzlichen Proteinen wie Erbsen und Soja in Bezug auf Textur, Geschmack und Nährwert weit überlegen sind. Der Mangel an Geschmack und Funktionalität muss durch Lebensmittelzusatzstoffe wie Methylcellulose oder Aromakomponenten ausgeglichen werden.
* Blue Horizon & BCG analysis 2021, Food for Thought: The Protein Transformation | BCG

Die Produkte der ProteinDistillery GmbH
ProteinDistillery produziert Proteine aus Mikroorganismen wie Hefe, insbesondere Bierhefe. Mit diesem Ansatz können wir die funktionellen Eigenschaften von tierischen Proteinen wie Eiklarproteinen auf die nachhaltigste Weise nachbilden. Unser Protein verhält sich im Prinzip wie ein Ei, der Goldstandard in der Lebensmittelindustrie. Daher können unsere Proteinpräparate in vielfältigen Lebensmittelanwendungen wie Fleisch- und Ei-Ersatzprodukten (Rührei oder Backwaren) und Käse eingesetzt werden.
Unser Produkt trägt durch seine Eigenschaften wie Emulsionsfähigkeit, Gelierung und Verdickung zum Endprodukt unserer Kunden bei. Um die Verarbeitbarkeit unserer Produkte sicherzustellen, müssen wir für gleichbleibende physikalische Eigenschaften sorgen. Daher ist die Kenntnis der Pulverstruktur sowie der rheologischen Eigenschaften und Denaturierungseigenschaften wichtig.
Für jede Lebensmittelanwendung gibt es eine Kombination notwendiger technofunktioneller Eigenschaften. Für die Herstellung von pflanzlichen Ei-Analoga sind Löslichkeit, Gelierverhalten und Emulgiereigenschaften wichtig, für den Ei-Ersatz in Backwaren eher Schaumbildung und Emulgiereigenschaften (Abbildung 2).
Bestimmung der Denaturierungstemperatur
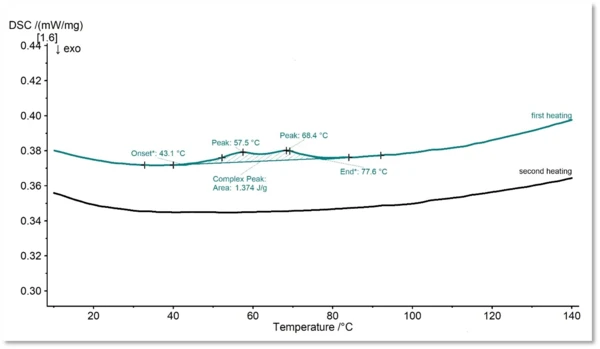
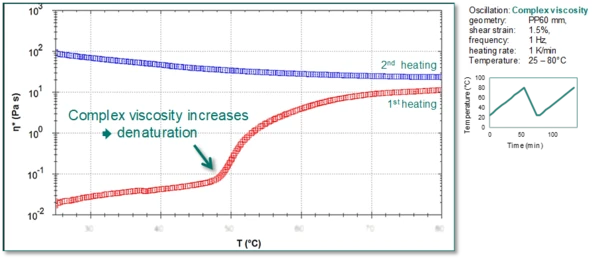
Die Denaturierung eines Proteins beschreibt eine strukturelle Änderung. Die Denaturierung von Hefeproteinen kann mittels Dynamischer Differenzkalorimetrie, DSC (Abbildung 3) gemessen werden und zeigt sich während der ersten Aufheizung durch endotherme Effekte im Temperaturbereich zwischen 40 °C und 80 °C. Auch das rheologische Verhalten der Proteinlösung charakterisiert diesen Vorgang (Abbildung 4). Mit Beginn der Denaturierung (Onsettemperatur, 1. Aufheizung, rote Symbole) steigt die intrinsische Viskosität deutlich an. In der zweiten Aufheizung ist in der Rheometermessung keine Denaturierung mehr und ein konstant hohes Viskositätsniveau zu erkennen (blaue Symbole).
Darüber hinaus ist es möglich, auf der Grundlage von NETZSCH DSC-Experimenten kinetische Modelle für die Denaturierungsrate von Proteinen bei verschiedenen Aufheiztemperaturen zu erstellen. Mit diesen Modellen lassen sich Aufheizprofile (Temperatur-Zeit-Kombinationen) definieren, die die Mikroorganismen deaktivieren, ohne das Protein zu gelieren, und somit eine Pasteurisierung mit möglichst geringen Auswirkungen auf die Proteine erlauben. Die kinetischen Modelle können auch zur Optimierung der Gelbildung in gelierten Produkten eingesetzt werden.
Modellbasierte Simulation und Optimierung der Proteinumwandlung bei der Pasteurisierung mittels Kinetics Neo
Allgemeines Ziel der Pasteurisierung ist die Verlängerung der Haltbarkeit der Erzeugnisse durch Inaktivierung aller nicht-porenbildenden pathogenen Bakterien und der meisten vegetativen Verderbniserreger sowie durch Hemmung oder Unterdrückung der mikrobiellen und enzymatischen Aktivität. Bei der Wärmebehandlung verlieren die Proteine jedoch einen Teil ihrer technofunktionellen Eigenschaften wie Gelier- oder Emulgiervermögen. Daher ist es insbesondere für die funktionellen Proteinprodukte der ProteinDistillery GmbH von höchster Bedeutung, Kenntnisse über das Denaturierungs-/Umwandlungsverhalten während der Wärmebehandlung zu gewinnen. Damit können Verarbeitungsregime gefunden werden, die es industriellen Anwendern der Proteine gestattet, ihre Produkte (z. B. alternative Käseprodukte) zu pasteurisieren und dabei die funktionellen Eigenschaften der Proteine weitestgehend zu erhalten.
Tabelle 1:
Simulationstemperaturen und -zeiten für Batch-Pasteurisierung, Hochtemperatur-Kurzzeit-Pasteurisierung (HTST), Ultra-Pasteurisierung und Ultra-Hochtemperatur-Behandlung (UHT).
Zu diesem Zweck wurde Kinetics Neo verwendet, eine von NETZSCH entwickelte Simulations- und Optimierungssoftware zur Beschreibung kinetischer Reaktionen.
Als Grundlage für die thermische Behandlung der Produkte bzw. der Proteinlösung wurden die in der Lebensmittelindustrie üblichen Standardparameter gewählt. Tabelle 1 gibt einen Überblick über diese Standardparameter. Die Pasteurisierung kann bei niedrigen Temperaturen erfolgen, z. B. bei 65 °C für 30 Minuten, oder bei höheren Temperaturen von 100 °C oder sogar 138 °C für nur 1 bis 2 Sekunden.
Abbildung 5 zeigt ein Beispiel für ein zur Analyse und Vorhersage von DSC-Signalen und der damit verbundenen Umwandlung des Proteinanteils angewendetes Temperaturprofil. Im linken Diagramm ist exemplarisch das Temperaturprofil mit einer Heizrate von 5 K/min dargestellt. Das rechte Diagramm zeigt die Antwortsignale in der DSC für Heizraten von 5, 20 und 50 K/min, die Umwandlungsprozesse in der Proteinlösung repräsentieren.
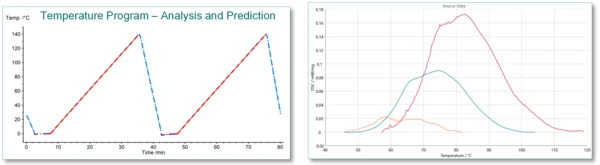
Heizraten von 50 K/min führen zu einem deutlich größeren DSC-Signal als die betrachteten niedrigeren Heizraten. Anhand dieser DSC-Signale konnte ein zeit- und temperaturabhängiges Modell für die Umsatzrate erstellt werden, das die Grundlage für die in Abbildung 6 dargestellten modellbasierten Simulationsläufe bildet.
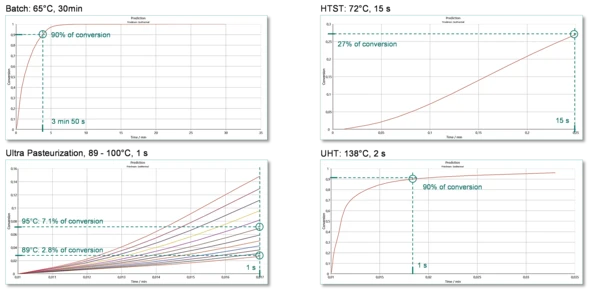
Hier werden die Pasteurisierungsregime aus Tabelle 1 simuliert. Eine Chargen-Pasteurisierung bei 65 °C ergab eine Umsatzrate von ca. 90 % nach 3 min und 50 s – nur ein geringer Teil der erforderlichen 30 min. Eine Hochtemperatur-Kurzzeitpasteurisierung (HTST) bei 72 °C führte zu einem Umsatz von 27 % des Proteins nach der angestrebten Behandlungszeit von 15 s. Auch eine Ultra-Hochtemperaturbehandlung (UHT) bei 138 °C ergab eine übermäßig hohe Konversionsrate von 90 % nach 1 s Pasteurisierung.
Die Ultrapasteurisierung in einem Temperaturbereich von 89 °C bis 100 °C zeigte jedoch vielversprechende Ergebnisse. Nach einer Behandlungszeit von 1 s wurden beispielsweise bei 89 °C und 96 °C 2,8 % bzw. 7,1 % umgesetzt.
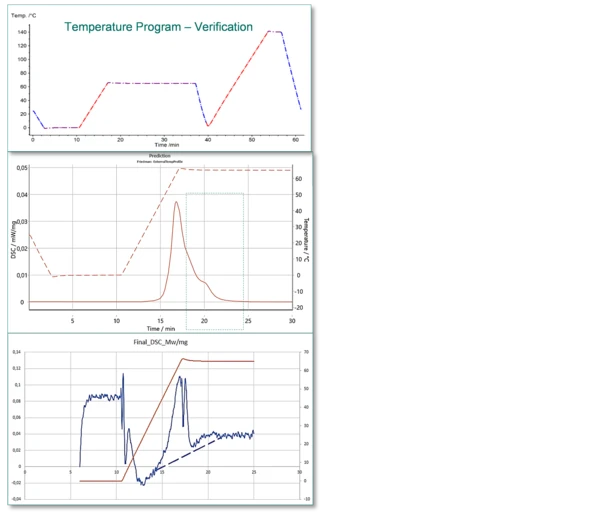
Um die Simulationen zu überprüfen, wurde ein berechnetes DSC-Signal auf Grundlage des in Abbildung 7 dargestellten Temperaturprofils mit einer realen Messkurve verglichen.
Zusammenfassung
Auf Grundlage dieser Ergebnisse konnte ein praktikables Verarbeitungsfenster für eine Kundenanlage gefunden werden, um das Hefeprotein der Protein-Distillery GmbH in der jeweiligen Anlage einschließlich des Wärmebehandlungsschritts einzusetzen.
Es war auch möglich, das Modell mit experimentellen Daten zu validieren. Als Beispiel zeigt Abbildung 7 ein Temperaturprofil (oben), modellbasierte Simulationsdaten (Mitte) und experimentelle DSC-Messungen. Die experimentellen Daten werden durch die modellbasierte Simulation gut beschrieben. Daher kann dieses Modell für den fraglichen Anwendungsbereichs als gültig angesehen werden.
Lieber Herr Kurz, wir danken Ihnen sehr für den Einblick in Ihre Forschungsarbeit und sind stolz darauf, mit unseren Analysegeräten einen Beitrag zu einer nachhaltigen Verarbeitungsmethode für die alternative Proteinindustrie leisten zu können.

Über den Autor
Prof. Dr. Tomas Kurz hat einen Abschluss in Brauerei- und Getränketechnologie an der Technischen Universität München. Nach seiner Promotion auf dem Gebiet der Bioverfahrenstechnik wurde er als Juniorprofessor für Lebensmittelverfahrenstechnik an die Technische Universität Berlin berufen. Er verfügt über umfangreiche Erfahrung in der Industrie als Forschungs- und Entwicklungsleiter mit den Schwerpunkten alternative Proteine, Fermentationsprozessentwicklung, Hydrokolloide und vegane Lebensmittelsysteme.
Als technischer Leiter einer Hydrokolloid-Produktionsanlage war er für die Planung, Wartung und Instandhaltung der Anlagen, die Personalführung und Produktion mit über 100 Mitarbeitern verantwortlich.
Als Produkt- und Betriebsleiter ist er für die Anwendungstechnik der hergestellten Produkte sowie für die Überführung der Prozesse vom Labor- in den Pilot- und Industriemaßstab zuständig.