
Témoignage de réussite d'un client
Production de protéines végétaliennes à l'aide de l'analyse thermique et de la rhéologie
Tomas Kurz, ProteinDistillery GmbH, Ostfildern, Allemagne, sur la création d'ingrédients protéiques "clean label" dotés de fonctionnalités et de propriétés nutritionnelles supérieures
ProteinDistillery GmbH est une start-up basée à Stuttgart qui révolutionne l'industrie des protéines alternatives grâce à sa méthode de traitement durable. L'entreprise produit des protéines végétaliennes de haute qualité grâce à un processus de raffinage unique. La production de protéines est basée sur l'une des plus anciennes techniques culturelles humaines : la fermentation.
À propos de ProteinDistillery GmbH et du marché des protéines alternatives
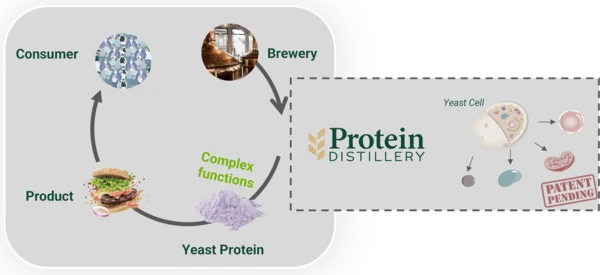
ProteinDistillery GmbH utilise un sous-produit de l'industrie brassicole et décompose la levure de bière en éléments fonctionnels pour en extraire la précieuse protéine naturelle (figure 1). La protéine obtenue présente des propriétés techno-fonctionnelles remarquables, comparables à celles de la protéine d'œuf, ce qui en fait une option viable pour l'industrie alimentaire.
Les aliments d'origine animale tels que la viande, les œufs et le lait sont responsables d'une grande partie des émissions mondiales de CO₂ et de l'utilisation des sols. Il est donc nécessaire de modifier notre comportement de consommation en faveur d'alternatives. À cet égard, le marché des protéines alternatives devrait passer d'un volume global d'environ 30 milliards d'USD à 300 milliards d'USD en 2035*. La majeure partie du marché des protéines alternatives est d'origine végétale. Cependant, lorsque nous examinons les produits disponibles, nous sommes souvent déçus, car les propriétés des protéines animales dans les aliments en ce qui concerne la formation de la texture, le goût et la nutrition sont bien meilleures que les propriétés des protéines végétales telles que le pois et le soja. Le manque de goût et de fonctionnalité doit être compensé par l'utilisation d'additifs alimentaires tels que la méthylcellulose ou les composants aromatiques.
* Analyse Blue Horizon & BCG 2021, Food for Thought : The Protein Transformation | BCG
Produits de ProteinDistillery GmbH
ProteinDistillery GmbH produit des protéines à partir de micro-organismes tels que la levure, en particulier la levure de bière. Cette approche nous permet de reproduire les propriétés fonctionnelles des protéines d'origine animale, comme la protéine de blanc d'œuf, de la manière la plus durable qui soit. Notre protéine se comporte principalement comme un œuf, qui est l'étalon-or de l'industrie alimentaire. Par conséquent, nos préparations protéiques peuvent être utilisées dans un large éventail d'applications alimentaires telles que les systèmes de remplacement de la viande, les substituts d'œufs comme les œufs brouillés, ou les pâtisseries et le fromage.
Notre produit ajoute au produit final de nos clients grâce à ses propriétés telles que la capacité d'émulsion, la gélification et l'épaississement. En outre, nous devons fournir des propriétés physiques cohérentes afin de garantir l'aptitude à la transformation de nos produits. Il est donc de la plus haute importance de tout savoir sur la structure de la poudre, ainsi que sur les propriétés rhéologiques et de dénaturation de notre produit.
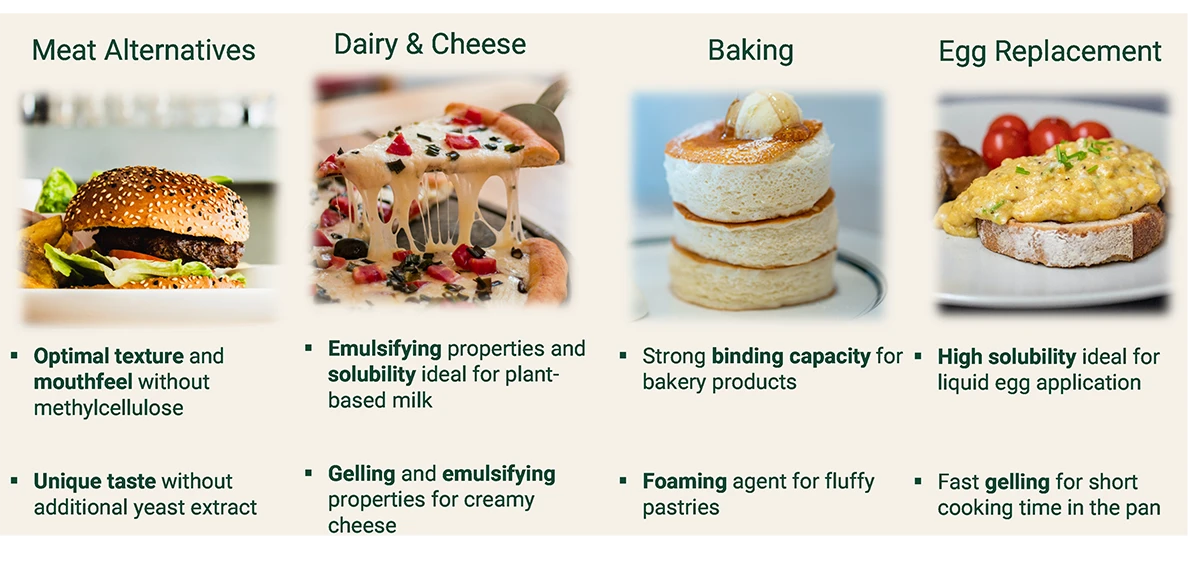
Pour chaque application alimentaire, il existe une combinaison de propriétés techno-fonctionnelles nécessaires. Pour la production d'analogues d'œufs à base de plantes, la solubilité, le comportement gélifiant et les propriétés émulsifiantes sont importants, tandis que les propriétés moussantes et émulsifiantes sont plus cruciales pour le remplacement des œufs dans les produits de boulangerie (figure 2).
Détermination de la température de dénaturation
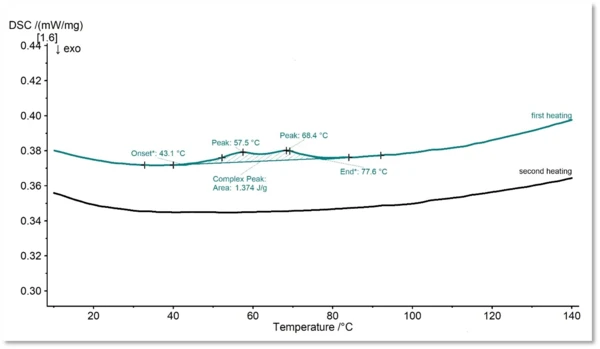
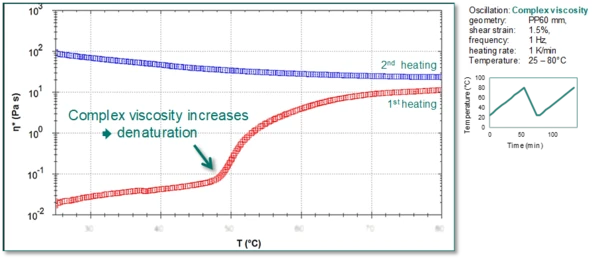
La dénaturation d'une protéine décrit un changement structurel. La dénaturation des protéines de levure peut être mesurée au moyen de la calorimétrie différentielle à balayage, DSC (Figure 3), illustrée par des effets endothermiques dans la plage de température comprise entre 40°C et 80°C au cours du premier chauffage ainsi que par la caractérisation du comportement rhéologique de la solution protéique (Figure 4). A la température d'apparition de la dénaturation (DSC), la viscosité intrinsèque (rhéomètre) augmente de manière significative. Lors de la deuxième étape de chauffage, aucune dénaturation et un niveau de viscosité élevé et constant peuvent être observés. En outre, il est possible de créer des modèles cinétiques pour le taux de dénaturation de la protéine à différentes températures de chauffage sur la base des expériences DSC NETZSCH. Ces modèles sont utilisés pour définir des profils de chauffage (combinaisons température-temps) qui désactiveront les micro-organismes sans gélifier la protéine et permettront ainsi une pasteurisation avec le moins d'impact possible sur les protéines. Les modèles cinétiques peuvent également être utilisés pour optimiser la formation de gel dans les produits gélifiés.
Simulation et optimisationet optimisation de la conversion des protéinesProtéines dans un procédé de pasteurisationPasteurisation à l'aide Kinetics Neo
L'objectif général de la pasteurisation est de prolonger la durée de conservation du produit en désactivant toutes les bactéries pathogènes non sporulées et la majorité des micro-organismes de détérioration végétative, ainsi qu'en inhibant ou en arrêtant l'activité microbienne et enzymatique. Cependant, au cours du traitement thermique, les protéines perdent une partie de leurs propriétés techno-fonctionnelles telles que la capacité de gélification ou d'émulsification. C'est pourquoi, en particulier pour le produit protéique fonctionnel de ProteinDistillery GmbH, il est de la plus haute importance d'acquérir des connaissances sur le comportement de dénaturation/conversion pendant le traitement thermique afin de trouver des régimes de traitement qui permettent aux utilisateurs industriels de la protéine de pasteuriser leur produit (par exemple, les produits fromagers alternatifs) et de conserver les propriétés fonctionnelles des protéines autant que possible.
Tableau. 1.
Températures et durées de simulation pour la pasteurisation discontinue, la pasteurisation à haute température et à courte durée (HTST), l'ultra-pasteurisation et le traitement à ultra-haute température (UHT).
Ici, nous avons utilisé Kinetics Neo, un logiciel de simulation et d'optimisation développé par NETZSCH, pour décrire les réactions cinétiques.
Des paramètres standard utilisés dans l'industrie alimentaire ont été choisis comme base pour le traitement thermique des produits ou de la solution protéique. Le tableau 1 donne un aperçu de ces paramètres standard. Les régimes de pasteurisation peuvent se produire à des températures basses, comme 65°C pendant 30 minutes, ou pendant seulement 1 à 2 secondes à des températures plus élevées de 100°C ou même 138°C.
La figure 5 montre un exemple de profil de température appliqué pour l'analyse et la prédiction des signaux DSC et de la conversion de la fraction protéique qui en résulte. Dans le diagramme de gauche, le profil de température d'une mesure à une vitesse de chauffage de 5 K/min est affiché à titre d'exemple. Le diagramme de droite illustre les signaux de réponse dans le DSC pour des vitesses de chauffage de 5, 20 et 50 K/min, qui représentent les processus de conversion dans la solution protéique.
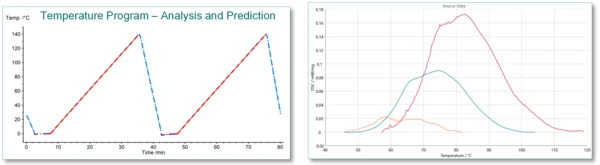
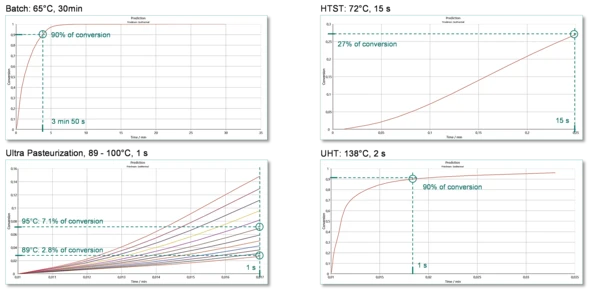
Les vitesses de chauffage de 50 K/min donnent lieu à un signal DSC nettement plus important que les vitesses de chauffage inférieures considérées. Sur la base de ces signaux DSC, il a été possible d'établir un modèle du taux de conversion dépendant du temps et de la température ; c'est la base des simulations basées sur le modèle présentées dans la figure 6.
Ici, les régimes de pasteurisation du tableau 1 sont simulés. Une pasteurisation par lots à 65°C a donné un taux de conversion d'environ 90 % après 3 minutes et 50 secondes, ce qui ne représente qu'une partie des 30 minutes nécessaires ( small ). Une pasteurisation à haute température et à court terme (HTST) à 72°C a donné une conversion de 27% de la protéine après les 15 secondes de traitement prévues. De même, un traitement à ultra-haute température (UHT) à 138°C a entraîné un taux de conversion excessivement élevé de 90 % après 1 s de pasteurisation.
Cependant, les régimes d'ultra-pasteurisation dans une plage de température de 89°C à 100°C ont donné des résultats prometteurs. Après une durée de traitement de 1 s, par exemple, des conversions de 2,8 % et 7,1 % ont été obtenues à 89 °C et 96 °C, respectivement.
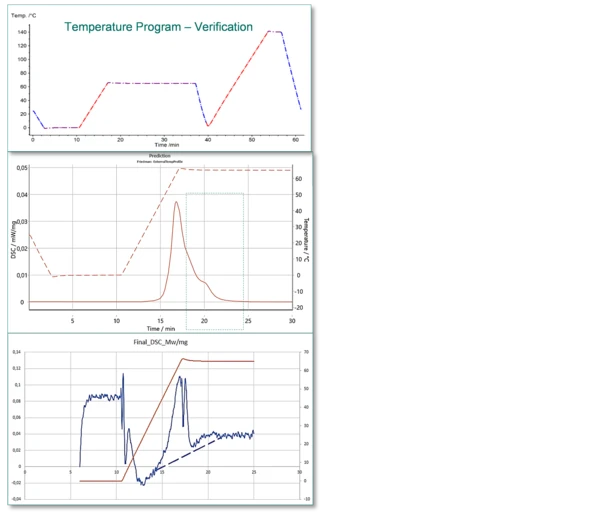
Afin de vérifier les simulations, un signal DSC calculé sur la base du profil de température donné dans la figure 7 a été comparé à une courbe de mesure réelle.
Résumé
Sur la base de ces résultats, il a été possible de trouver une fenêtre de traitement praticable pour l'usine de transformation d'un client et d'appliquer la protéine de levure de ProteinDistillery GmbH dans l'usine en question, y compris l'étape de traitement thermique.
Il a également été possible de valider le modèle à l'aide de données expérimentales. À titre d'exemple, la figure 7 montre un profil de température (en haut), des données de simulation basées sur le modèle (au milieu) et des mesures DSC expérimentales. La simulation basée sur le modèle décrit bien les données expérimentales. Par conséquent, ce modèle peut être considéré comme valable pour le domaine d'application en question.
Monsieur Kurz, nous vous remercions de nous avoir donné un aperçu de vos travaux de recherche et nous sommes fiers de pouvoir contribuer, grâce à nos instruments d'analyse, à une méthode de traitement durable pour l'industrie des protéines alternatives.

A propos de l'auteur
Tomas Kurz est titulaire d'un diplôme en technologie de la brasserie et des boissons de l'université technique de Munich. Après avoir obtenu son doctorat en génie des bioprocédés, il a été nommé professeur adjoint en génie des procédés alimentaires à l'université technique de Berlin. Il possède une vaste expérience industrielle en tant que directeur de la recherche et du développement dans diverses entreprises, spécialisées dans les protéines alternatives, le développement de processus de fermentation, les hydrocolloïdes et les systèmes alimentaires végétaliens.
En tant que directeur technique d'une usine de production d'hydrocolloïdes, il était responsable de la planification, de l'entretien et de la réparation des équipements, de la gestion du personnel et de la production avec plus de 100 employés sous sa direction. En tant que responsable des produits et des opérations, il est maintenant chargé de la technologie d'application des produits fabriqués ainsi que du transfert des processus du laboratoire à l'échelle pilote et industrielle.