
Historia sukcesu klienta
Produkcja białek wegańskich z pomocą analizy termicznej i reologii
Historia sukcesu klienta prof. dr Tomasa Kurza, ProteinDistillery GmbH, Ostfildern, Niemcy, na temat tworzenia czystych składników białkowych o doskonałej funkcjonalności i właściwościach odżywczych
ProteinDistillery GmbH to start-up z siedzibą w Stuttgarcie, który rewolucjonizuje branżę alternatywnych białek dzięki zrównoważonej metodzie przetwarzania. Firma produkuje wysokiej jakości wegańskie białko w unikalnym procesie rafinacji. Produkcja białka opiera się na jednej z najstarszych ludzkich technik kulturowych - fermentacji.
O ProteinDistillery GmbH i rynku alternatywnych białek
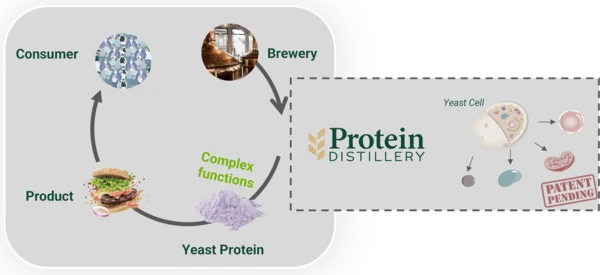
ProteinDistillery GmbH wykorzystuje produkt uboczny przemysłu piwowarskiego i rozkłada drożdże piwne na funkcjonalne bloki konstrukcyjne, aby wyodrębnić cenne naturalne białko (rysunek 1). Uzyskane w ten sposób białko wykazuje niezwykłe właściwości techniczno-funkcjonalne, porównywalne z białkiem jaja, co czyni je realną opcją do wykorzystania w przemyśle spożywczym.
Żywność pochodzenia zwierzęcego, taka jak mięso, jaja i mleko, jest odpowiedzialna za dużą część globalnej emisji CO₂ i użytkowania gruntów. Dlatego konieczna jest zmiana naszych zachowań konsumpcyjnych w kierunku alternatyw. W związku z tym przewiduje się, że rynek alternatywnych białek wzrośnie z globalnej wartości około 30 mld USD do 300 mld USD w 2035 roku*. Główną część rynku białek alternatywnych stanowią białka roślinne. Kiedy jednak przyjrzymy się dostępnym produktom, często jesteśmy rozczarowani, ponieważ właściwości białek pochodzenia zwierzęcego w żywności w zakresie tworzenia tekstury, smaku i wartości odżywczych są znacznie lepsze niż właściwości białek pochodzenia roślinnego, takich jak groch i soja. Brak smaku i funkcjonalności należy zrekompensować dodatkami do żywności, takimi jak metyloceluloza lub składniki aromatyczne.
* Analiza Blue Horizon i BCG 2021, Food for Thought: Transformacja białkowa | BCG
Produkty ProteinDistillery GmbH
ProteinDistillery GmbH produkuje białka z mikroorganizmów, takich jak drożdże, zwłaszcza drożdże piwowarskie. Dzięki takiemu podejściu możemy odtworzyć właściwości funkcjonalne białek pochodzenia zwierzęcego, takich jak białko jaja kurzego, w najbardziej zrównoważony sposób. Nasze białko zachowuje się zasadniczo jak jajko, które jest złotym standardem w przemyśle spożywczym. Dlatego nasze preparaty białkowe mogą być wykorzystywane w szerokim zakresie zastosowań spożywczych, takich jak systemy zastępujące mięso, zamienniki jaj, takie jak jajecznica, czy ciasta i sery.
Nasz produkt wzbogaca produkt końcowy klienta dzięki swoim właściwościom, takim jak zdolność do emulgowania, żelowania i zagęszczania. Musimy również zapewnić spójne właściwości fizyczne, aby zapewnić przetwarzalność naszych produktów. Dlatego też niezwykle ważne jest, aby wiedzieć wszystko o strukturze proszku, a także o właściwościach reologicznych i denaturacji naszego produktu.
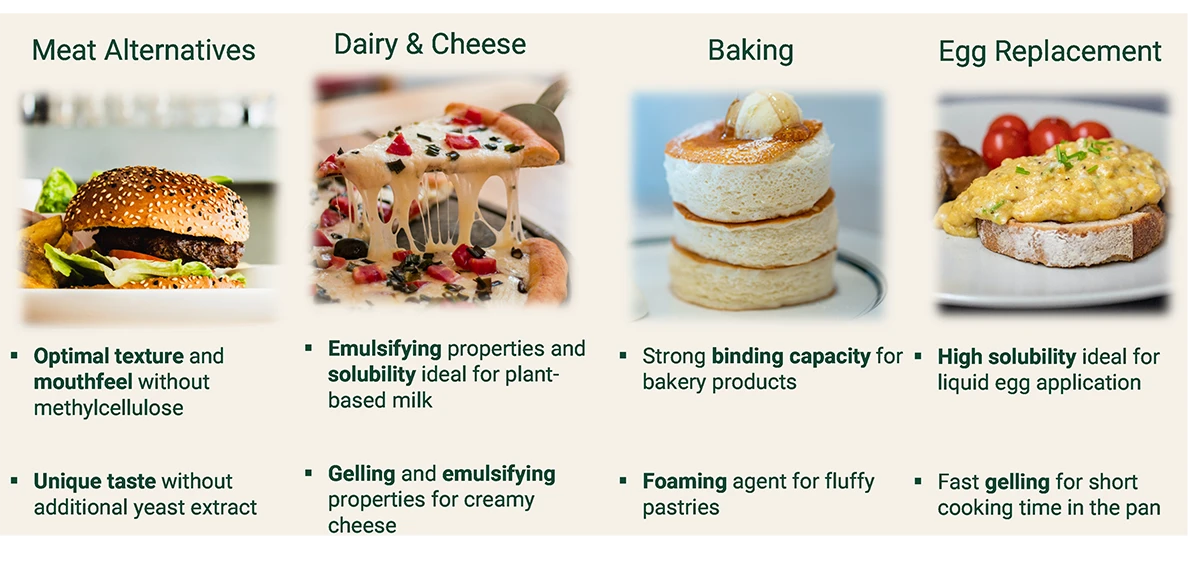
Dla każdego zastosowania spożywczego istnieje kombinacja niezbędnych właściwości techniczno-funkcjonalnych. W przypadku produkcji roślinnych analogów jaj, rozpuszczalność, właściwości żelujące i emulgujące są ważne, podczas gdy właściwości pieniące i emulgujące są bardziej istotne w przypadku zastępowania jaj w produktach piekarniczych (rysunek 2).
Określenie temperatury denaturacji
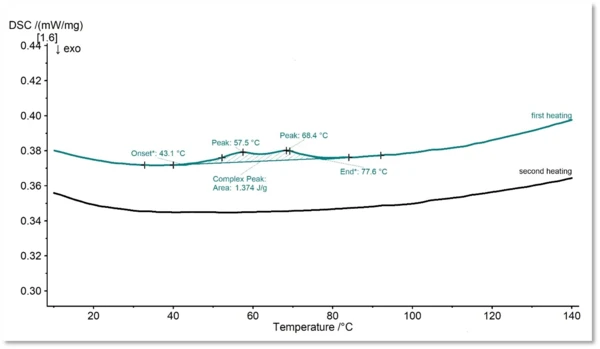
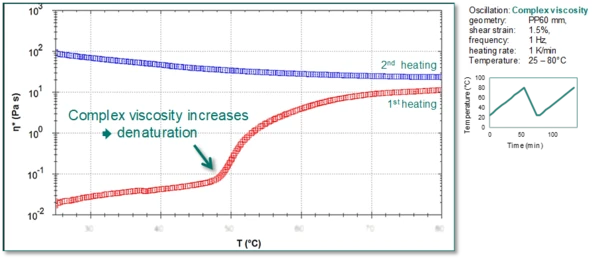
Denaturacja białka opisuje zmianę strukturalną. Denaturacja białek drożdży może być mierzona za pomocą różnicowej kalorymetrii skaningowej DSC (rysunek 3), zilustrowanej efektami endotermicznymi w zakresie temperatur od 40°C do 80°C podczas pierwszego ogrzewania, jak również poprzez charakterystykę zachowania reologicznego roztworu białka (rysunek 4). W temperaturze początku denaturacji (DSC) lepkość wewnętrzna (reometr) znacznie wzrasta. W drugim etapie ogrzewania nie można zaobserwować denaturacji i stałego wysokiego poziomu lepkości. Ponadto możliwe jest tworzenie modeli kinetycznych szybkości denaturacji białka w różnych temperaturach ogrzewania na podstawie eksperymentów NETZSCH DSC. Modele te są wykorzystywane do definiowania profili ogrzewania (kombinacji temperatury i czasu), które dezaktywują mikroorganizmy bez żelowania białka, a tym samym umożliwiają pasteryzację przy możliwie najmniejszym wpływie na białka. Modele kinetyczne mogą być również wykorzystywane do optymalizacji tworzenia żelu w produktach żelowanych.
Symulacja oparta na modelui optymalizacja konwersji białkaKonwersja w procesie pasteryzacjiProces wykorzystujący Kinetics Neo
Ogólnym celem pasteryzacji jest przedłużenie okresu przydatności produktu do spożycia poprzez dezaktywację wszystkich nietworzących przetrwalników bakterii chorobotwórczych i większości wegetatywnych mikroorganizmów powodujących psucie, a także zahamowanie lub zatrzymanie aktywności drobnoustrojów i enzymów. Jednak podczas obróbki cieplnej białka tracą część swoich właściwości techniczno-funkcjonalnych, takich jak zdolność żelowania lub emulgowania. Dlatego, szczególnie w przypadku funkcjonalnego produktu białkowego ProteinDistillery GmbH, niezwykle ważne jest zdobycie wiedzy na temat zachowania denaturacji/konwersji podczas obróbki cieplnej w celu znalezienia reżimów przetwarzania, które pozwolą przemysłowym użytkownikom białka pasteryzować ich produkt (np. alternatywne produkty serowe) i zachować funkcjonalne właściwości białek w jak największym stopniu.
Tabela. 1.
Temperatury i czasy symulacji dla pasteryzacji wsadowej, pasteryzacji w wysokiej temperaturze i krótkim czasie (HTST), ultra pasteryzacji i obróbki w ultra wysokiej temperaturze (UHT).
W tym przypadku do opisu reakcji kinetycznych wykorzystano oprogramowanie do symulacji i optymalizacji Kinetics Neo opracowane przez NETZSCH.
Standardowe parametry stosowane w przemyśle spożywczym zostały wybrane jako podstawa do obróbki termicznej produktów lub roztworu białka. Tabela 1 zawiera przegląd tych standardowych parametrów. Reakcje pasteryzacji mogą zachodzić w niskich temperaturach, takich jak 65°C przez 30 minut, lub tylko przez 1 do 2 sekund w wyższych temperaturach 100°C lub nawet 138°C.
Rysunek 5 przedstawia przykład zastosowanego profilu temperaturowego do analizy i przewidywania sygnałów DSC i związanej z nimi zachodzącej konwersji frakcji białkowej. Na lewym wykresie przedstawiono przykładowy profil temperatury pomiaru przy szybkości ogrzewania 5 K/min. Prawy wykres ilustruje sygnały odpowiedzi w DSC dla szybkości ogrzewania 5, 20 i 50 K/min, które reprezentują procesy konwersji w roztworze białka.
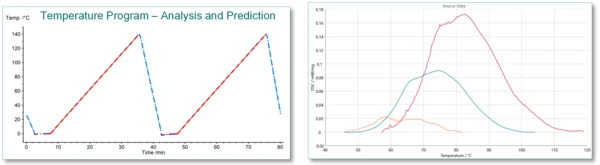
Szybkości ogrzewania 50 K/min skutkują znacznie większym sygnałem DSC niż rozważane niższe szybkości ogrzewania. W oparciu o te sygnały DSC możliwe było ustalenie modelu zależnego od czasu i temperatury dla współczynnika konwersji; jest to podstawa dla przebiegów symulacji opartych na modelu pokazanych na rysunku 6.
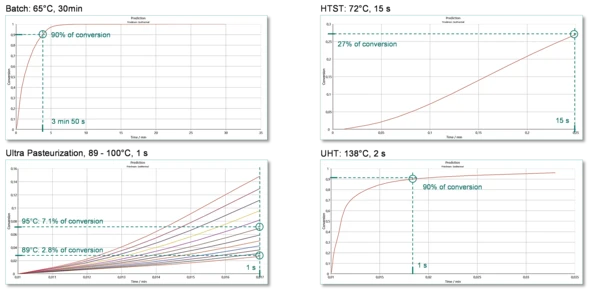
Tutaj symulowane są reżimy pasteryzacji z tabeli 1. Pasteryzacja wsadowa w temperaturze 65°C dała współczynnik konwersji wynoszący około 90% po 3 minutach i 50 sekundach, co stanowiło tylko small część niezbędnych 30 minut. Pasteryzacja w wysokiej temperaturze i krótkim czasie (HTST) w temperaturze 72°C doprowadziła do konwersji 27% białka po docelowych 15 s obróbki. Również obróbka w ultrawysokiej temperaturze (UHT) w 138°C spowodowała zbyt wysoki współczynnik konwersji wynoszący 90% po 1 s pasteryzacji.
Jednak reżimy ultra-pasteryzacji w zakresie temperatur od 89°C do 100°C wykazały obiecujące wyniki. Na przykład po czasie obróbki wynoszącym 1 s konwersja wyniosła 2,8% i 7,1%, odpowiednio w temperaturze 89°C i 96°C.
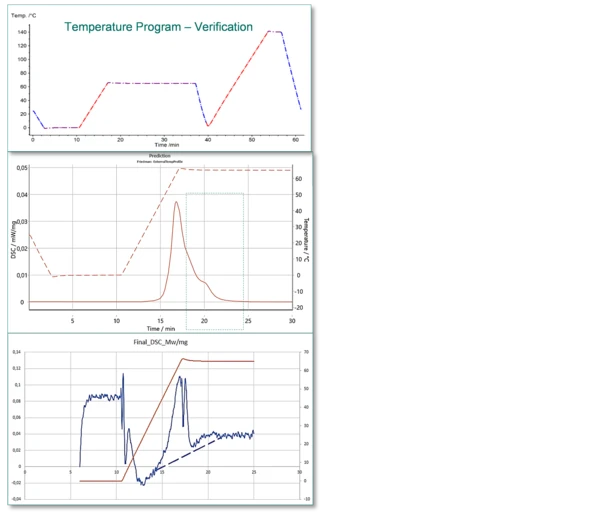
Aby zweryfikować symulacje, obliczony sygnał DSC oparty na profilu temperatury podanym na rysunku 7 został porównany z rzeczywistą krzywą pomiarową.
Podsumowanie
Na podstawie tych wyników możliwe było znalezienie praktycznego okna przetwarzania dla zakładu przetwórczego klienta i zastosowanie białka drożdżowego z ProteinDistillery GmbH w odpowiednim zakładzie, w tym na etapie obróbki cieplnej.
Możliwe było również zweryfikowanie modelu z danymi eksperymentalnymi. Jako przykład, rysunek 7 pokazuje profil temperatury (góra), dane symulacyjne oparte na modelu (środek) i eksperymentalne pomiary DSC. Symulacja oparta na modelu dobrze opisuje dane eksperymentalne. Dlatego model ten można uznać za prawidłowy dla danego obszaru zastosowań.
Szanowny Panie Kurz, chcielibyśmy podziękować za wgląd w Pana prace badawcze i jesteśmy dumni, że dzięki naszym instrumentom analitycznym możemy przyczynić się do opracowania zrównoważonej metody przetwarzania dla alternatywnego przemysłu białkowego.

O autorze
Prof. dr Tomas Kurz uzyskał stopień naukowy w dziedzinie technologii browarnictwa i napojów na Uniwersytecie Technicznym w Monachium. Po ukończeniu doktoratu z inżynierii bioprocesowej został mianowany młodszym profesorem inżynierii procesów spożywczych na Uniwersytecie Technicznym w Berlinie. Posiada bogate doświadczenie przemysłowe jako kierownik ds. badań i rozwoju w różnych firmach, specjalizujących się w alternatywnych białkach, rozwoju procesów fermentacji, hydrokoloidach i wegańskich systemach żywnościowych.
Jako dyrektor techniczny zakładu produkcji hydrokoloidów był odpowiedzialny za planowanie sprzętu, konserwację i naprawy, zarządzanie personelem i produkcję z ponad 100 pracownikami pod jego kierownictwem. Jako kierownik ds. produktów i operacji jest obecnie odpowiedzialny za technologię aplikacji wytwarzanych produktów, a także za transfer procesów z laboratorium do skali pilotażowej i przemysłowej.