
Customer SUCCESS STORY
Production of Vegan Proteins with the Help of Thermal Analysis and Rheology
A Customer Success Story by Prof. Dr. Tomas Kurz, ProteinDistillery GmbH, Ostfildern, Germany about the creation of cleanlabel protein ingredients with superior functionality and nutritional properties
ProteinDistillery GmbH is a Stuttgart-based start-up that is revolutionizing the alternative protein industry with its sustainable processing method. The company produces high-quality vegan protein through a unique refinement process. The production of the protein is based on one of the oldest human cultural techniques – fermentation.
About ProteinDistillery GmbH and the Alternative Protein Market
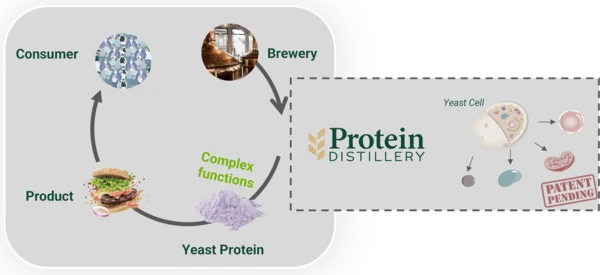
ProteinDistillery GmbH uses a byproduct of the brewing industry and breaks down the beer yeast into functional building blocks to extract the valuable natural protein (Figure 1). The resulting protein exhibits remarkable techno-functional properties that are comparable to those of egg protein, making it a viable option for use in the food industry.
Animal-based food like meat, eggs and milk is responsible for a big part of the global CO₂ emissions and land use. Therefore, it is necessary to change our consumption behavior towards alternatives. In this regard, the alternative protein market is fore-casted to rise from a global volume of around 30 billion USD to 300 billion USD in 2035*. The main part of the alternative protein market is plant-based. However, when we have a look at the available products, we often are disappointed, as the properties of animal-based proteins in food regarding texture formation, taste and nutrition are much better than the properties of plant-based proteins like pea and soy. A compensation for the lack in taste and functionality must be made by using food additives like methyl-cellulose or aroma components.
* Blue Horizon & BCG analysis 2021, Food for Thought: The Protein Transformation | BCG
Products of ProteinDistillery GmbH
ProteinDistillery GmbH is producing proteins from micro-organisms like yeast, especially brewer’s yeast. With this approach, we can replicate the functional properties of animal-based proteins like egg white protein in the most sustainable way. Our protein principally behaves like an egg, which is the gold standard in the food industry. Therefore, our protein preparations can be used in a widespread field of food applications like meat replacer systems, egg replacers like scrambled eggs, or pastries and cheese.
Our product adds to our customer’s final product through its properties like emulsion capacity, gelling, and thickening. Also, we must provide consistent physical properties to ensure the processability of our products. Therefore, it is of highest importance to know everything about the powder structure, as well as the rheological and denaturation properties of our product.
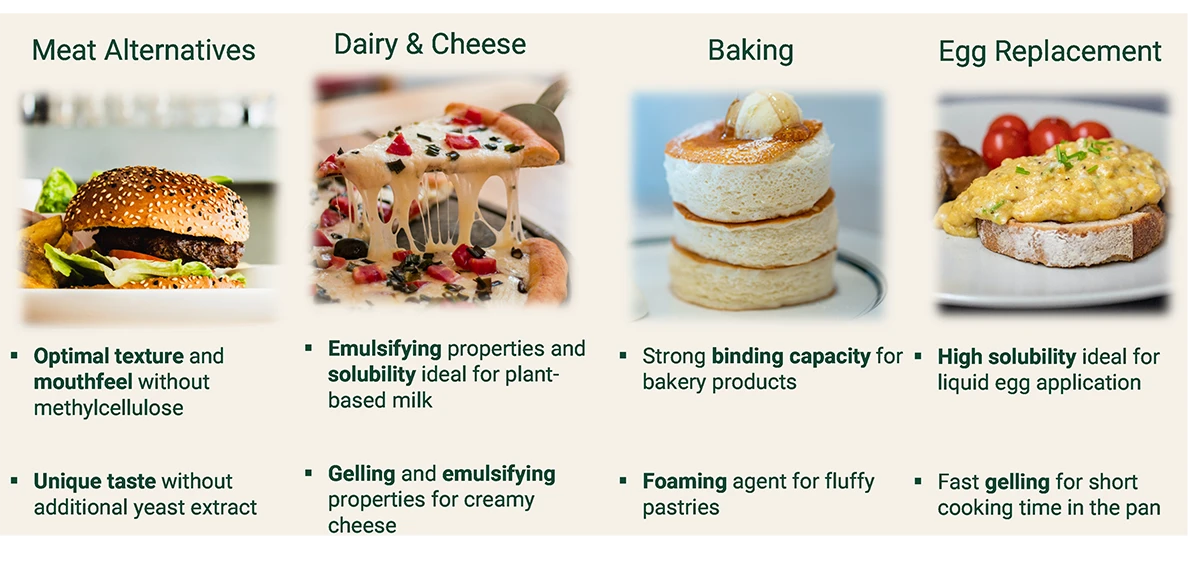
For each food application, there is a combination of necessary techno-functional properties. For the production of plant-based egg analogues, solubility, gelling behavior and emulsifying properties are important, while foaming and emulsifying properties are more crucial for egg replacement in bakery products (Figure 2).
Determination of the Denaturation Temperature
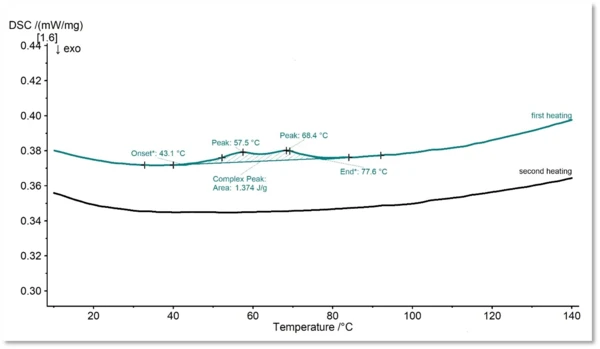
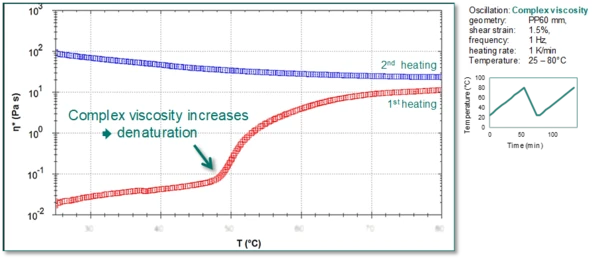
Denaturation of a protein describes a structural change. Denaturation of yeast proteins can be measured by means of Differential Scanning Calorimetry, DSC (Figure 3), illustrated by endothermal effects in the temperature range between 40°C and 80°C within the first heating as well as by the characterization of the rheological behavior of the protein solution (Figure 4). At the onset temperature of denaturation (DSC), the intrinsic viscosity (rheometer) increases significantly. In the second heating step, no denaturation and a constant high viscosity level can be seen. In addition, it is possible to create kinetic models for the denaturation rate of the protein at different heating temperatures on the basis of NETZSCH DSC experiments. These models are used to define heating profiles (temperature-time combinations) that will deactivate microorganisms without gelling the protein and thus enable pasteurization with the lowest possible impact on the proteins. The kinetic models can also be used for optimization of the gel formation in gelled products.
Model-Based Simulationand Optimization of ProteinConversion in a PasteurizationProcess Using Kinetics Neo
The general objective of pasteurization is to prolong the product shelf-life by deactivating all nonspore-forming pathogenic bacteria and the majority of vegetative spoilage microorganisms, as well as inhibiting or stopping microbial and enzyme activity. However, during heat treatment, proteins lose parts of their techno-functional properties like gelling or emulsification capacity. Therefore, especially for the functional protein product of ProteinDistillery GmbH, it is of the highest importance to gain knowledge about the denaturation/conversion behavior during heat treatment in order to find processing regimes which allow industrial users of the protein to pasteurize their product (e.g., alternative cheese products) and conserve the functional properties of the proteins as much as possible.
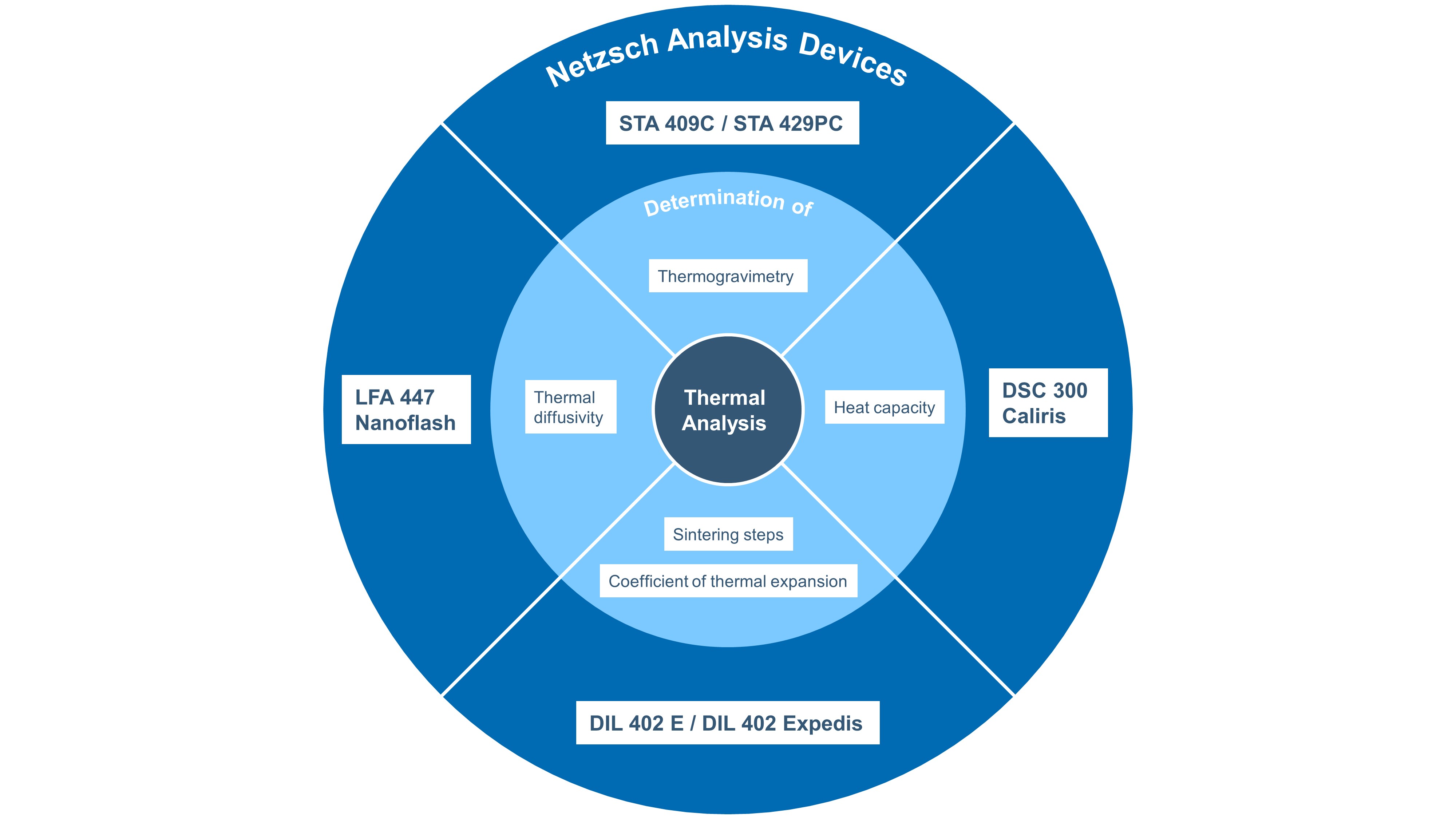
Table. 1.
Simulation temperatures and times for batch pasteurization, High-Temperature Short-Time pasteurization (HTST), Ultra Pasteurization and Ultra-High-Temperature treatment (UHT).
Here, we used Kinetics Neo, a simulation and optimization software solution developed by NETZSCH, to describe kinetic reactions.
Standard parameters used in the food industry were chosen as a base for the thermal treatment of products or the protein solution. Table 1 gives an overview of these standard parameters. Pasteurization regimes can occur at low temperatures, like 65°C for 30 minutes, or for only 1 to 2 seconds at higher temperatures of 100°C or even 138°C.
Figure 5 shows an example of an applied temperature profile for analysis and prediction of DSC signals and the related occurring conversion of the protein fraction. In the left diagram, the temperature profile of a measurement at a heating rate of 5 K/min is displayed as an example. The right diagram illustrates response signals in the DSC for heating rates of 5, 20 and 50 K/min, which represent conversion processes in the protein solution.
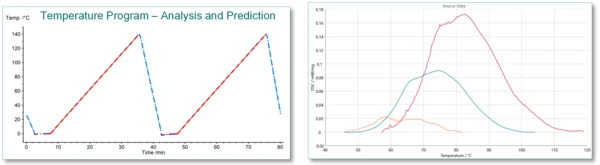
Heating rates of 50 K/min result in a significantly larger DSC signal than the regarded lower heating rates. Based on these DSC signals, it was possible to establish a time- and temperature-dependent model for the conversion rate; this is the basis for the model-based simulation runs shown in Figure 6.
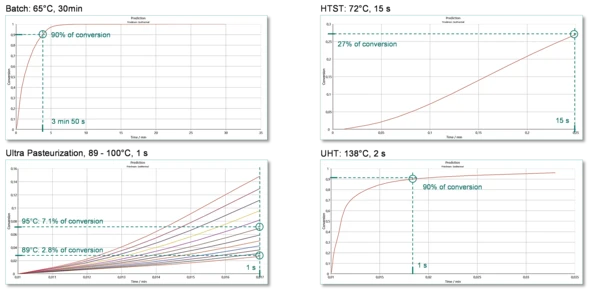
Here, the pasteurization regimes of Table 1 are simulated. A batch-pasteurization at 65°C yielded a conversion rate of ca. 90% after 3 min and 50 s, which was only a small portion of the necessary 30 min. A High-Temperature Short-Time pasteurization (HTST) at 72°C resulted in a conversion of 27% of the proteinafter the targeted 15 s of treatment. Also, an Ultra-High-Temperature (UHT) treatment at 138°C resulted in an excessively high conversion rate of 90% after 1 s of pasteurization.
However, Ultra Pasteurization regimes in a temperature range of 89°C to 100°C showed promising results. After a treatment time of 1 s, for example, conversions of 2.8% and 7.1% occurred at 89°C and 96°C, respectively.
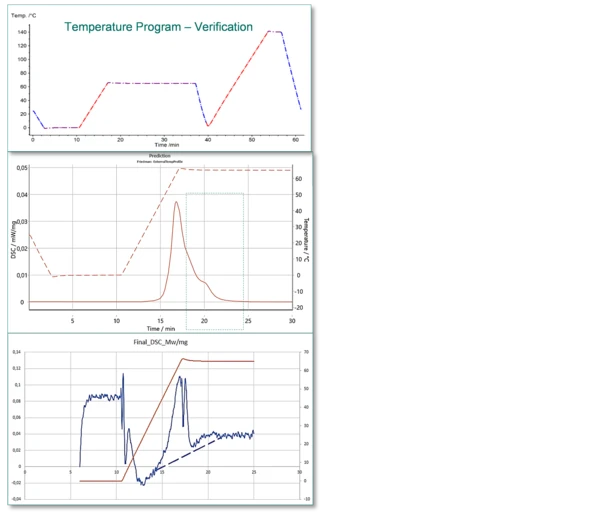
In order to verify the simulations, a calculated DSC signal based on the temperature profile given in Figure 7 was compared with a real measurement curve.
Summary
Based on these results, it was possible to find a practicable processing window for a customer processing plant and to apply the yeast protein from ProteinDistillery GmbH at the respective plant, including the heat treatment step.
It was also possible to validate the model with experimental data. As an example, Figure 7 shows a temperature profile (top), model-based simulation data (middle) and experimental DSC measurements. The model-based simulation describes the experimental data well. Therefore, this model can be considered valid for the application field in question.
Dear Mr Kurz, we would like to thank you for the insight into your research work and are proud to be able to contribute with our analytical instruments to a sustainable processing method for the alternative protein industry.

About the Author
Prof. Dr. Tomas Kurz holds a degree in Brewing and Beverage Technology from the Technical University of Munich. After completing his PhD in bioprocess engineering, he was appointed as a junior professor of food process engineering at the Technical University of Berlin. He has extensive industrial experience as a research and development manager at various companies, specializing in alternative proteins, fermentation process development, hydrocolloids, and vegan food systems.
As technical director of a hydrocolloid production facility, he was responsible for equipment planning, maintenance and repair, personnel management, and production with over 100 employees under his direction. As head of product and operations, he is now responsible for the application technology of the manufactured products as well as the transfer of processes from laboratory to pilot and industrial scale.