Johdanto
Polymeeriteollisuudessa sulavirtausindeksi (MFI) ja sulatusvolyyminopeus (MVR) ovat keskeisiä mittareita, joita käytetään termoplastien virtausominaisuuksien arvioinnissa. MFI (tai MFR sulavirtausnopeudeksi) mittaa muotin läpi tietyissä olosuhteissa virtaavan polymeerin massaa, joka ilmaistaan yleensä grammoina 10 minuutissa, kun taas MVR mittaa samoissa olosuhteissa virtaavan polymeerin tilavuutta, joka ilmaistaan kuutiosenttimetreinä 10 minuutissa. Nämä mittarit on standardoitu ISO 1133:n ja ASTM D-1238:n mukaisesti, ja niitä käytetään yleisesti laadunvalvonnassa, materiaalin valinnassa ja eri toimittajien hartsien vertailussa. MFI ja MVR ovat laadunvalvonnassa käytettäviä standardimittauksia, joilla seurataan erien välisiä tai erän kanssa tapahtuvia muutoksia käsittelyn aikana. MFI:tä käytetään yleisemmin kuin MVR:ää, ja sitä käytetään usein kierrätysmateriaalien arviointiin ja vertailuun, sillä se tarjoaa nopean menetelmän näiden materiaalien virtausominaisuuksien arviointiin. Tämä käyttö voi kuitenkin olla harhaanjohtavaa, koska nämä mittarit eivät kuvaa tarkasti polymeerien käyttäytymistä teolliselle prosessoinnille tyypillisissä suurissa leikkausnopeuksissa. Tämä ristiriita on erityisen kriittinen prosesseissa, kuten ruiskuvalussa, jossa kestomuovisulan virtaus ja jähmettymisominaisuudet ovat ratkaisevan tärkeitä. Termoplastisen sulan virtausta kuvaa sen dynaaminen viskositeetti, joka on riippuvainen leikkausnopeudesta. Mitä suurempi leikkausnopeus on, sitä alhaisempi on sulan viskositeetti, mikä tarkoittaa, että sula virtaa helpommin, kun se liikkuu nopeammin. Tämä ominaisuus määritetään kapillaarireometrillä. Tässä sovellusohjeessa tarkastellaan näitä rajoituksia ja selitetään, miksi kapillaarireometrialla saadut leikkausviskositeettimittaukset antavat kattavamman käsityksen polymeerin prosessoitavuudesta. Käyttämällä polypropeenia (PP) tapaustutkimuksena vertaamme MFI:stä johdettua viskositeettia leikkausviskositeettiin, joka on mitattu eri leikkausnopeuksien ja lämpötilojen välillä.
Rahalaitoksen ja MVR:n ymmärtäminen
MFI ja MVR ovat läheisesti toisiinsa liittyviä mittareita, ja niiden välinen muunnos riippuu polymeerisulan tiheydestä testilämpötilassa. Suhde on seuraava:
kanssa
MVR on sulan tilavuusnopeus (cm³/10min)
MFI on sulan virtausindeksi (g/10min)
р on polymeerisulan TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys (g/cm³).
Tämän muunnoksen ansiosta MFI:tä ja MVR:ää voidaan käyttää keskenään, kun TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys on tiedossa, mikä mahdollistaa tiheydeltään erilaisten materiaalien vertailun. Tämä on erityisen hyödyllistä arvioitaessa kierrätysmateriaaleja, joiden TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys voi vaihdella kontaminaation, hajoamisen tai eri polymeerilaatujen sekoittumisen vuoksi. Vaikka MFI on kätevä näissä vertailuissa, se antaa kuitenkin vain rajallisen kuvan polymeerin virtausominaisuuksista. Kumpikin näistä kahdesta mittarista kuvaa vain yhtä virtauskäyrän datapistettä, joka on saatu tietyissä olosuhteissa, jotka eivät jäljittele teolliselle prosessoinnille tyypillisiä korkeita leikkausnopeuksia ja monimutkaisia virtausympäristöjä. Tämä rajoitus on erityisen kriittinen kierrätysmateriaaleja verrattaessa, sillä näiden materiaalien käyttäytymisessä voi olla huomattavia eroja, joita pelkkä MFI ei pysty kuvaamaan.
Rahalaitoksen/MVR:n rajoitukset reaalimaailman sovelluksissa
MFI:tä käytetään laajalti, koska se tarjoaa yksinkertaisen ja nopean menetelmän polymeerien perusvirtausominaisuuksien arviointiin. Sen yksinkertaisuus voi kuitenkin johtaa harhaan. MFI mittaa polymeerisulan virtausnopeutta alhaisella leikkausnopeudella. Todellinen leikkausnopeus γw seinämässä voidaan laskea MVR:n ja suuttimen ominaismittojen perusteella.

Kun PP:n MVR on 13 cm³/10 min ja rahalaitossuuttimen halkaisija 2,095 mm (r = 1,0475 mm), leikkausnopeudeksi saadaan 23,5 s-1. Jos MVR:n tyypillinen vaihteluväli on 5-25, leikkausnopeus vaihtelee myös välillä 7-36 s-1 - kaikki nämä arvot ovat huomattavasti alhaisempia kuin mitä esiintyy teollisissa prosesseissa, kuten ruiskuvalussa, ekstruusiossa ja pinnoituksessa, joissa leikkausnopeudet voivat olla yli 1000 s-1. Tämän seurauksena MFI antaa rajoitetun, yhden pisteen näkemyksen siitä, miten materiaali käyttäytyy näissä vaativammissa olosuhteissa.
MFI:n rajoitukset tulevat erityisen selvästi esiin, kun sitä käytetään kierrätysmateriaalien vertailuun. Kierrätyspolymeerien molekyylipainot, kontaminaatioasteet ja hajoamisasteet vaihtelevat usein, mikä kaikki vaikuttaa niiden virtauskäyttäytymiseen. Koska MFI kuvaa virtauskäyttäytymistä vain yhdellä, alhaisella leikkausnopeudella, se ei välttämättä anna tarkkaa kuvaa siitä, miten nämä materiaalit käyttäytyvät käsittelyn aikana. Esimerkiksi kahdella kierrätysmateriaalilla, joilla on samanlaiset MFI-arvot, voi olla hyvin erilainen leikkausohennuskäyttäytyminen, mikä johtaa käsittelyhaasteisiin, kuten epätäydelliseen täyttöön, pintavirheisiin tai materiaalin hajoamiseen.
Kapillaarireometria: Ylivoimainen lähestymistapa
Kapillaarireometria on kehittyneempi ja kattavampi menetelmä polymeerien virtauskäyttäytymisen arvioimiseksi, ja sillä voidaan poistaa MFI:n rajoitukset. Esimerkiksi Rosandin kapillaarireometrillä voidaan mitata leikkausviskositeetti laajalla leikkausnopeuksien ja lämpötilojen alueella, jolloin saadaan yksityiskohtainen kuva siitä, miten materiaali käyttäytyy olosuhteissa, jotka vastaavat tarkasti teollisia käsittelyolosuhteita.
Kapillaarireometrian edut
- Kattava leikkausnopeusanalyysi: Toisin kuin MFI, joka on rajoitettu matalaan leikkausnopeuteen, kapillaarireometria mittaa viskositeettia laajalla leikkausnopeusalueella, matalasta erittäin korkeaan. Tämä vaihteluväli on olennaisen tärkeä, jotta voidaan ymmärtää, miten polymeeri toimii erilaisissa käsittelyolosuhteissa, kuten ruiskuvaluporttien läpi tapahtuvan nopean virtauksen tai ekstruusioprosessin tasaisen virtauksen aikana. Monesti materiaalilla, jolla on sama MFI (neitseellinen vs. kierrätysmateriaali, täytetty vs. täyttämätön, nykyinen materiaali vs. halvempi korvaava materiaali), on hyvin erilainen muottiin täyttökäyttäytyminen, mikä johtuu eroista leikkausohennuksessa.
- Teollisuuden olosuhteiden realistinen jäljittely: Kapillaarireometrialla voidaan simuloida todellisissa valmistusprosesseissa esiintyviä korkeita leikkausnopeuksia ja jännitysolosuhteita sekä lämpötilan muutoksia, jolloin voidaan ennustaa tarkemmin, miten materiaali käyttäytyy käsittelyn aikana. Tämän vuoksi nämä mittaukset ovat edellytys muottien täyttösimulaatioille.
- Yksityiskohtainen leikkaus- ja venymäominaisuuksien karakterisointi: Kapillaarireometrialla voidaan saada tietoa myös polymeerien venymäominaisuuksista, jotka ovat merkityksellisiä ekstruusioprosessien ja kehruumenetelmien kaltaisissa prosesseissa. Nämä yksityiskohdat ovat ratkaisevia, kun optimoidaan käsittelyolosuhteita ja varmistetaan tuotteiden tasainen laatu.
Tapaustutkimus: Polypropeeni vaihtelevissa lämpötiloissa
Tutkimuksessamme analysoimme polypropeenimateriaalin (PP), jonka MFI oli 8 g/10 min, leikkausviskositeettia Rosand RH2000 kapillaarireometrillä kolmessa eri sulatuslämpötilassa (190 °C, 210 °C ja 230 °C). Tuloksia verrattiin sitten MFI-tiedoista laskettuihin leikkausviskositeettiarvoihin, jotka mitattiin 230 °C:ssa 2,16 kg:n kuormituksella.
Lasketaan ensin viskositeettiarvo MFI-testistä. Yhtälöiden 1 ja 2 avulla todellisen leikkausnopeuden arvoksi MFI-testin aikana laskettiin 23,5 s-1. Paine pL voidaan laskea painovoiman kiihtyvyyden (g = 9,81 m/s²) ja PP:n rahalaitetestissä käytetyn 2,16 kg:n painon perusteella 0,3 MPa:ksi. Suuttimen leikkausjännitys voidaan laskea seuraavasti:
kanssa
pL on paine suuttimessa,
p0 on ilmanpaine,
R on suuttimen säde (1,0475 mm),
L on suuttimen pituus (8 mm).
Näennäinen leikkausviskositeetti saadaan seuraavasti:

Kun käytetään todellista leikkausnopeutta 23,5 s-1 ja yhtälön 3 avulla laskettua leikkausjännitystä, rahalaitostestistä laskettu viskositeetti on:
Tätä viskositeetin arvoa voidaan nyt verrata viskositeetin arvoon samalla leikkausnopeudella ja leikkausjännityksellä kapillaarimittauksissa; arvo on 0,76 kPas, mikä on suhteellisen lähellä vastaavuutta.
Kapillaarimittaukset suoritettiin osoitteessa Rosand RH2000. Mittausolosuhteet on esitetty taulukossa 1.
Taulukko 1: Rosand RH2000 kapillaarireometrin mittausolosuhteet
| Järjestelmä | RH 2000 (kaksoiskantainen järjestelmä) |
|---|---|
| Leikkausnopeus | 10 s-1 - 1000 s-1 |
| Kapillaarimuotti | Ø 1,0 mm, pituus 16 mm, 180° tulokulma |
| Aukkomuotti | Ø 1,0 mm, pituus 0,25 mm, sisääntulokulma 180° |
| Paineanturi vasen | 1000 Psi (6,87 MPa) |
| Paineanturi oikealla | 250 Psi (1,74 MPa) |
| Ilmakehä | Ympäröivä |
| Lämpötila | 230°C, 210°C, 190°C |
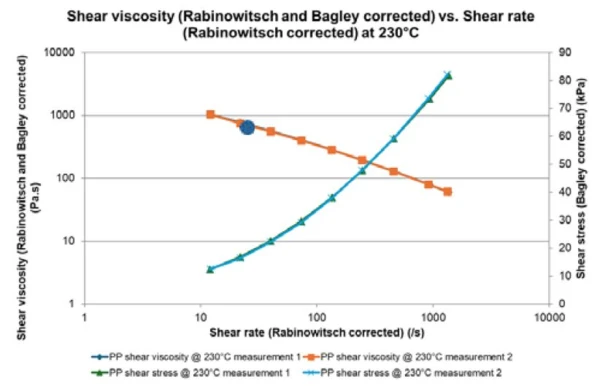
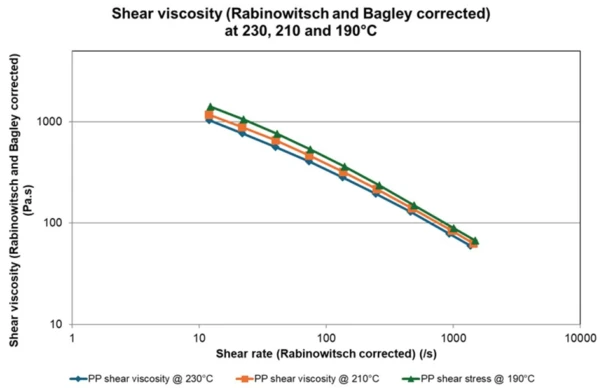
Kapillaarimittaukset paljastivat merkittäviä eroja materiaalin käyttäytymisessä testatuilla leikkausnopeuksilla, ks. kuva 1. Voidaan havaita, että koko leikkausnopeusalueella tämä PP käyttäytyy merkittävästi leikkausohuenevasti ja leikkausjännitys kasvaa odotetusti. MFI-testistä laskettu viskositeetti on piirretty sinisenä pisteenä, mikä osoittaa hyvän vastaavuuden. Se edustaa vain yhtä pisteen arvoa kuvaajassa.
Sen lisäksi, että mittaukset voidaan tehdä laajalla leikkausnopeusalueella, kapillaarimittaukset voidaan suorittaa eri lämpötiloissa materiaalin lämpötilariippuvuuden ymmärtämiseksi. Tämä on välttämätöntä, jotta tietoja voidaan käyttää käsittelysimulaatioissa. Kuvassa 2 esitetään tuloksena saadut virtauskäyrät kolmessa mitatussa lämpötilassa.
Edistyneille lukijoille
Laskettaessa yhden pisteen viskositeettiarvoa rahalaitosmittausten perusteella tehtiin lukuisia yksinkertaistuksia. Esimerkiksi tiheyden lämpötilariippuvuutta ei käytetty mukauttamaan 230 °C:n tilavuusvirran laskentaa MFI-mittauksista yhtälön 1 avulla. Tarkempi olisi seuraava:
jossa
kanssa
ρT0 on TiheysMassatiheys määritellään massan ja tilavuuden suhteena. tiheys huoneenlämmössä (0,9 g/cm³ PP:lle)
Lineaarinen lämpölaajenemiskerroin (CLTE/CTE)Lineaarinen lämpölaajenemiskerroin (CLTE) kuvaa materiaalin pituuden muutosta lämpötilan funktiona.CLTE on Lineaarinen lämpölaajenemiskerroin (CLTE/CTE)Lineaarinen lämpölaajenemiskerroin (CLTE) kuvaa materiaalin pituuden muutosta lämpötilan funktiona.lineaarinen lämpölaajenemiskerroin (69*10-6 K-1 PP:lle)
T on rahalaitetestin mittauslämpötila (tässä 230°C)
T0 on huoneenlämpötila
Tämä huomioon ottaen todellinen leikkausnopeus on 18,5 s-1 eikä 23,5 s-1. Kun otetaan huomioon, että nämä leikkausnopeudet ovat jo leikkausohennusalueella, tämä vaikuttaa viskositeetin arvoon. Tähän ja muuhun voi perehtyä teoksessa Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, München, 2015.