Wprowadzenie
W przemyśle polimerowym wskaźniki Melt Flow Index (MFI) i Melt Volume Rate (MVR) są podstawowymi wskaźnikami wykorzystywanymi do oceny charakterystyki przepływu tworzyw termoplastycznych. MFI (lub MFR dla Melt Flow Rate) mierzy masę polimeru przepływającego przez matrycę w określonych warunkach, zwykle wyrażoną w gramach na 10 minut, podczas gdy MVR mierzy objętość polimeru przepływającego w tych samych warunkach, wyrażoną w centymetrach sześciennych na 10 minut. Wskaźniki te są standaryzowane zgodnie z normami ISO 1133 i ASTM D-1238 i są powszechnie stosowane do kontroli jakości, wyboru materiałów i porównywania żywic od różnych dostawców. MFI i MVR są standardowymi pomiarami w kontroli jakości do monitorowania zmian między partiami lub z partią podczas przetwarzania. MFI jest częściej stosowany niż MVR i jest często wykorzystywany do oceny i porównywania recyklatów, zapewniając szybką metodę oceny właściwości płynięcia tych materiałów. Jednak to zastosowanie może być mylące, ponieważ te wskaźniki nie odzwierciedlają dokładnie zachowania polimerów przy wysokich szybkościach ścinania typowych dla przetwarzania przemysłowego. Rozbieżność ta jest szczególnie istotna w procesach takich jak formowanie wtryskowe, w których kluczowe znaczenie mają właściwości płynięcia i krzepnięcia stopionego tworzywa termoplastycznego. Przepływ stopionego tworzywa termoplastycznego jest opisywany przez jego lepkość dynamiczną, która zależy od szybkości ścinania. Im większa szybkość ścinania, tym niższa lepkość stopu, co oznacza, że płynie on łatwiej, gdy porusza się szybciej. Ta charakterystyka jest określana w reometrze kapilarnym. Niniejsza nota aplikacyjna bada te ograniczenia i wyjaśnia, dlaczego pomiary lepkości przy ścinaniu uzyskane za pomocą reometrii kapilarnej zapewniają bardziej kompleksowe zrozumienie przetwarzalności polimeru. Wykorzystując polipropylen (PP) jako studium przypadku, porównujemy lepkość pochodzącą z MFI z lepkością ścinania mierzoną w zakresie szybkości ścinania i temperatur.
Zrozumienie MIF i MVR
MFI i MVR są ściśle powiązanymi wskaźnikami, a konwersja między nimi zależy od gęstości stopionego polimeru w temperaturze testowej. Zależność ta jest podana przez:
z
MVR to objętościowa szybkość topnienia (cm³/10min)
MFI to wskaźnik płynięcia (g/10min)
р to gęstość stopionego polimeru (g/cm³).
Ta konwersja pozwala na zamienne stosowanie MFI i MVR, gdy znana jest gęstość, umożliwiając porównywanie materiałów o różnych gęstościach. Jest to szczególnie przydatne przy ocenie recyklatów, których gęstość może się różnić ze względu na zanieczyszczenie, degradację lub mieszanie różnych gatunków polimerów. Jednakże, chociaż MFI jest wygodny do tych porównań, zapewnia jedynie ograniczony obraz charakterystyki przepływu polimeru. Każda z tych dwóch miar przedstawia tylko jeden punkt danych na krzywej przepływu, uzyskany w określonych warunkach, które nie naśladują wysokich szybkości ścinania i złożonych środowisk przepływu typowych dla przetwarzania przemysłowego. Ograniczenie to jest szczególnie istotne przy porównywaniu recyklatów, ponieważ materiały te mogą wykazywać znaczne różnice w zachowaniu, które nie są wychwytywane przez sam MFI.
Ograniczenia MIF/MVR w rzeczywistych zastosowaniach
MFI jest szeroko stosowany, ponieważ oferuje prostą i szybką metodę oceny podstawowych właściwości płynięcia polimerów. Jednak jego prostota może być myląca. MFI mierzy natężenie przepływu stopionego polimeru przy niskiej szybkości ścinania. Rzeczywistą szybkość ścinania γw przy ściance można obliczyć na podstawie MVR i charakterystycznych wymiarów dyszy.

Przyjmując MVR PP jako 13 cm³/10 min i średnicę dyszy MFI jako 2,095 mm (r = 1,0475 mm), otrzymujemy szybkość ścinania 23,5 s-1. Zakładając typowy zakres MVR od 5 do 25, szybkość ścinania waha się również od 7 do 36 s-1 - wszystkie te wartości są znacznie niższe od tych spotykanych w procesach przemysłowych, takich jak formowanie wtryskowe, wytłaczanie i powlekanie, gdzie szybkości ścinania mogą przekraczać 1000 s-1. W rezultacie MFI zapewnia ograniczony, jednopunktowy obraz tego, jak materiał zachowuje się w tych bardziej wymagających warunkach.
Ograniczenia MFI są szczególnie widoczne, gdy jest on używany do porównywania recyklatów. Polimery z recyklingu często mają różne masy cząsteczkowe, poziomy zanieczyszczenia i stopnie degradacji, z których wszystkie wpływają na ich zachowanie podczas płynięcia. Ponieważ MFI rejestruje zachowanie przepływu tylko przy pojedynczej, niskiej szybkości ścinania, może nie odzwierciedlać dokładnie, jak te materiały będą działać podczas przetwarzania. Na przykład dwa recyklaty o podobnych wartościach MFI mogą wykazywać bardzo różne zachowanie przy rozrzedzaniu ścinającym, co prowadzi do wyzwań związanych z przetwarzaniem, takich jak niepełne wypełnienie, wady powierzchni lub degradacja materiału.
Reometria kapilarna: Doskonałe podejście
Aby przezwyciężyć ograniczenia MFI, reometria kapilarna służy jako bardziej zaawansowana i kompleksowa metoda oceny zachowania przepływu polimeru. Na przykład reometr kapilarny Rosand umożliwia pomiar lepkości przy ścinaniu w szerokim zakresie szybkości ścinania i temperatur, oferując szczegółowy obraz zachowania materiału w warunkach, które ściśle odwzorowują przemysłowe środowiska przetwarzania.
Zalety reometrii kapilarnej
- Kompleksowa analiza szybkości ścinania: W przeciwieństwie do MFI, która jest ograniczona do niskich szybkości ścinania, reometria kapilarna mierzy lepkość w szerokim zakresie szybkości ścinania, od niskich do bardzo wysokich. Zakres ten jest niezbędny do zrozumienia, w jaki sposób polimer będzie działał w różnych warunkach przetwarzania, takich jak szybki przepływ przez bramy formowania wtryskowego lub stały przepływ w procesie wytłaczania. Wielokrotnie materiał o tym samym MFI (pierwotny vs. recyklat, wypełniony vs. niewypełniony, obecny materiał vs. tańszy zamiennik) wykazuje bardzo różne zachowanie podczas wypełniania formy ze względu na różnice w rozrzedzaniu ścinającym.
- Realistyczne odwzorowanie warunków przemysłowych: Reometria kapilarna może symulować wysokie szybkości ścinania i warunki naprężeń, a także zmiany temperatury występujące w rzeczywistych procesach produkcyjnych, oferując dokładniejsze przewidywanie zachowania materiału podczas przetwarzania. Dlatego też pomiary te są wymagane w symulacjach wypełniania form.
- Szczegółowa charakterystyka ścinania i wydłużenia: Reometria kapilarna może również zapewnić wgląd we właściwości wydłużeniowe polimerów, które są istotne dla procesów takich jak wytłaczanie i przędzenie. Szczegóły te mają kluczowe znaczenie dla optymalizacji warunków przetwarzania i zapewnienia stałej jakości produktu.
Studium przypadku: Polipropylen w różnych temperaturach
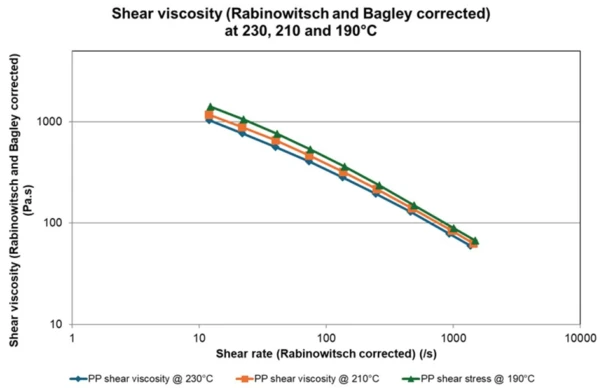
W naszym badaniu przeanalizowaliśmy lepkość ścinania materiału polipropylenowego (PP) o MFI 8 g/10 min przy użyciu reometru kapilarnego Rosand RH2000 w trzech różnych temperaturach topnienia, 190°C, 210°C i 230°C. Wyniki zostały następnie porównane z obliczonymi wartościami lepkości przy ścinaniu na podstawie danych MFI zmierzonych w temperaturze 230°C pod obciążeniem 2,16 kg.
Najpierw obliczmy wartość lepkości z testu MFI. Korzystając z równań 1 i 2, rzeczywista szybkość ścinania podczas testu MFI została obliczona na 23,5 s-1. Ciśnienie pL można obliczyć na podstawie przyspieszenia grawitacyjnego (g = 9,81 m/s²) i masy 2,16 kg użytej podczas testu MFI na PP i wynosi ono 0,3 MPa. Naprężenie ścinające w dyszy można obliczyć jako:
przy czym
pL to ciśnienie w dyszy,
p0 to ciśnienie atmosferyczne,
R to promień dyszy (1,0475 mm),
L to długość dyszy (8 mm).
Pozorna lepkość przy ścinaniu jest podana jako:

Używając rzeczywistej szybkości ścinania 23,5 s-1 i naprężenia ścinającego obliczonego za pomocą równania 3, lepkość obliczona z testu MFI wynosi:
Tę wartość lepkości można teraz porównać z wartością lepkości przy tej samej szybkości ścinania i naprężeniu ścinającym w pomiarach kapilarnych; jest to 0,76 kPas, co jest stosunkowo bliskim odpowiednikiem.
Pomiary kapilarne przeprowadzono na urządzeniu Rosand RH2000. Warunki pomiaru podsumowano w tabeli 1.
Tabela 1: Warunki pomiaru dla reometru kapilarnego Rosand RH2000
| System | RH 2000 (system podwójnego otworu) |
|---|---|
| Szybkość ścinania | 10 s-1 do 1000 s-1 |
| Matryca kapilarna | Ø 1,0 mm, długość 16 mm, kąt wejścia 180 |
| Kryza | Ø 1,0 mm, długość 0,25 mm, kąt wejścia 180 |
| Przetwornik ciśnienia po lewej stronie | 1000 psi (6,87 MPa) |
| Przetwornik ciśnienia prawy | 250 psi (1,74 MPa) |
| Atmosfera | Otoczenie |
| Temperatura | 230°C, 210°C, 190°C |
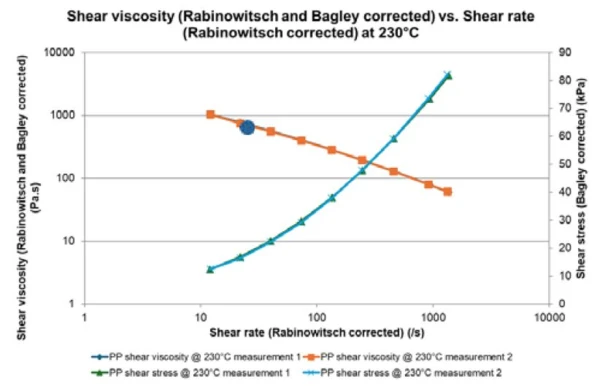
Pomiary kapilarne ujawniły znaczące różnice w zachowaniu materiału w badanych prędkościach ścinania; patrz rysunek 1. Można zauważyć, że w całym uzyskanym zakresie szybkości ścinania PP wykazuje znaczne rozrzedzenie ścinaniem, a naprężenie ścinające wzrasta zgodnie z oczekiwaniami. Lepkość obliczona na podstawie testu MFI jest narysowana jako niebieska kropka, aby pokazać dobrą zgodność. Reprezentuje ona tylko jeden punkt na wykresie.
Oprócz pomiarów w szerokim zakresie szybkości ścinania, pomiary kapilarne można wykonywać w różnych temperaturach, aby zrozumieć zależność temperatury od materiału. Jest to niezbędne do wykorzystania danych w symulacjach przetwarzania. Rysunek 2 przedstawia wynikowe krzywe przepływu w trzech zmierzonych temperaturach.
Dla zaawansowanych czytelników
Przy obliczaniu wartości lepkości jednopunktowej z pomiarów MFI dokonano licznych uproszczeń. Na przykład, zależność gęstości od temperatury nie została wykorzystana do dostosowania obliczeń objętościowego natężenia przepływu dla 230°C z pomiarów MFI przy użyciu równania 1. Dokładniejsze byłoby następujące rozwiązanie:
gdzie
z
ρT0 to gęstość w temperaturze pokojowej (0,9 g/cm³ dla PP)
Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury.CLTE to Współczynnik liniowej rozszerzalności cieplnej (CLTE/CTE)Współczynnik liniowej rozszerzalności cieplnej (CLTE) opisuje zmianę długości materiału w funkcji temperatury. współczynnik liniowej rozszerzalności cieplnej (69*10-6 K-1 dla PP)
T to temperatura pomiaru w teście MFI (tutaj 230°C)
T0 to temperatura pokojowa
Uwzględniając to, rzeczywista szybkość ścinania wynosi 18,5 s-1 zamiast 23,5 s-1. Biorąc pod uwagę, że te szybkości ścinania są już w reżimie rozrzedzania ścinaniem, ma to wpływ na wartość lepkości. Te i inne informacje można znaleźć w Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, Monachium, 2015.