Inledning
Inom polymerindustrin är Melt Flow Index (MFI) och Melt Volume Rate (MVR) grundläggande mått som används för att bedöma termoplasters flödesegenskaper. MFI (eller MFR för Melt Flow Rate) mäter massan av polymer som flödar genom en form under specifika förhållanden, vanligtvis uttryckt i gram per 10 minuter, medan MVR mäter volymen av polymer som flödar under samma förhållanden, uttryckt i kubikcentimeter per 10 minuter. Dessa mått är standardiserade enligt ISO 1133 och ASTM D-1238 och används ofta för kvalitetskontroll, materialval och för att jämföra hartser från olika leverantörer. MFI och MVR är standardmått inom kvalitetskontrollen för att övervaka förändringar mellan batcher eller inom en batch under bearbetningen. MFI är vanligare än MVR och används ofta för att utvärdera och jämföra återvunna material, vilket ger en snabb metod för att bedöma flödesegenskaperna hos dessa material. Denna användning kan dock vara missvisande, eftersom dessa mått inte ger en korrekt bild av polymerernas beteende under de höga skjuvhastigheter som är typiska för industriell bearbetning. Denna diskrepans är särskilt kritisk i processer som formsprutning, där termoplastsmältans flödes- och stelningsegenskaper är avgörande. Flödet hos en termoplastisk smälta beskrivs av dess dynamiska viskositet, som är beroende av skjuvhastigheten. Ju högre skjuvhastigheten är, desto lägre blir smältans viskositet, vilket innebär att den flyter lättare när den rör sig snabbare. Denna egenskap bestäms i en kapillärreometer. I den här applikationsnoten undersöks dessa begränsningar och det förklaras varför mätningar av skjuvviskositet med kapillärreometri ger en mer heltäckande förståelse av polymerens processbarhet. Med polypropylen (PP) som fallstudie jämför vi MFI-deriverad viskositet med skjuvviskositet uppmätt över ett antal olika skjuvhastigheter och temperaturer.
Förståelse av MFI och MVR
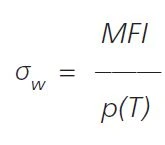
MFI och MVR är nära besläktade mätvärden och omvandlingen mellan dem beror på polymersmältans TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet vid testtemperaturen. Förhållandet ges av:
med
MVR är smältvolymhastighet (cm³/10min)
MFI är smältflödesindex (g/10min)
р är polymersmältans TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet (g/cm³).
Denna omvandling gör att MFI och MVR kan användas omväxlande när densiteten är känd, vilket möjliggör jämförelser mellan material med olika TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet. Detta är särskilt användbart vid bedömning av återvunna material, som kan variera i TäthetMassdensiteten definieras som förhållandet mellan massa och volym. densitet på grund av kontaminering, nedbrytning eller blandning av olika polymerkvaliteter. MFI är visserligen lämpligt för dessa jämförelser, men ger bara en begränsad bild av en polymers flödesegenskaper. Vart och ett av de två mätvärdena visar endast en enda datapunkt på flödeskurvan, framtagen under specifika förhållanden som inte efterliknar de höga skjuvhastigheter och komplexa flödesmiljöer som är typiska för industriell bearbetning. Denna begränsning är särskilt kritisk när man jämför återvunna material, eftersom dessa material kan uppvisa betydande variationer i beteende som inte fångas upp av enbart MFI.
MFI/MVR:s begränsningar i verkliga tillämpningar
MFI används ofta eftersom det är en enkel och snabb metod för att bedöma de grundläggande flödesegenskaperna hos polymerer. Dess enkelhet kan dock vara missvisande. MFI mäter flödeshastigheten hos en polymersmälta vid en låg skjuvhastighet. Den verkliga skjuvhastigheten γw vid väggen kan beräknas utifrån MVR och munstyckets karakteristiska dimensioner.

Med en MVR för PP på 13 cm³/10 min och en diameter på MFI-munstycket på 2,095 mm (r = 1,0475 mm) får vi en skjuvhastighet på 23,5 s-1. Om man antar ett typiskt MVR-område från 5 till 25, varierar skjuvhastigheten också från 7 till 36 s-1 - vilket är långt under vad som förekommer i industriella processer som formsprutning, extrudering och beläggning, där skjuvhastigheterna kan överstiga 1000 s-1. MFI ger därför en begränsad, enkel bild av hur materialet beter sig under dessa mer krävande förhållanden.
MFI:s begränsningar är särskilt tydliga när det används för att jämföra återvunna material. Återvunna polymerer har ofta varierande molekylvikt, föroreningsgrad och nedbrytningsgrad, vilket påverkar deras flödesbeteende. Eftersom MFI endast fångar flödesbeteendet vid en enda, låg skjuvhastighet, kanske det inte exakt återspeglar hur dessa material kommer att fungera under bearbetningen. Till exempel kan två återvunna material med liknande MFI-värden uppvisa mycket olika skjuvtunnningsbeteende, vilket leder till bearbetningsutmaningar som ofullständig fyllning, ytdefekter eller materialnedbrytning.
Kapillär reometri: Ett överlägset tillvägagångssätt
För att överbrygga begränsningarna med MFI är kapillärreometri en mer avancerad och heltäckande metod för att bedöma polymerers flödesbeteende. Med en Rosand kapillärreometer kan man t.ex. mäta skjuvviskositeten över ett brett spektrum av skjuvhastigheter och temperaturer, vilket ger en detaljerad bild av hur materialet beter sig under förhållanden som nära efterliknar industriella bearbetningsmiljöer.
Fördelar med kapillär reometri
- Omfattande analys av skjuvhastigheten: Till skillnad från MFI, som är begränsat till en låg skjuvhastighet, mäter kapillärreometri viskositeten över ett brett spektrum av skjuvhastigheter, från låga till mycket höga. Detta intervall är viktigt för att förstå hur en polymer kommer att uppträda under olika bearbetningsförhållanden, t.ex. under det snabba flödet genom formsprutningsgrindar eller det jämna flödet i en extruderingsprocess. Många gånger uppvisar ett material med samma MFI (jungfruligt vs. återvunnet, fyllt vs. ofyllt, nuvarande material vs. billigare substitut) mycket olika formfyllnadsbeteende på grund av skillnaderna i skjuvtunning.
- Realistisk replikering av industriella förhållanden: Kapillärreometri kan simulera de höga skjuvhastigheter och spänningsförhållanden samt temperaturförändringar som förekommer i faktiska tillverkningsprocesser, vilket ger en mer exakt förutsägelse av hur materialet kommer att bete sig under bearbetningen. Det är därför dessa mätningar är ett krav för simuleringar av formfyllning.
- Detaljerad karakterisering av skjuvning och töjning: Kapillärreometri kan också ge insikter i polymerernas töjningsegenskaper, vilket är relevant för processer som extrudering och spinning. Dessa detaljer är avgörande för att optimera bearbetningsförhållandena och säkerställa en jämn produktkvalitet.
Fallstudie: Polypropylen vid varierande temperaturer
I vår studie analyserade vi skjuvviskositeten hos ett polypropylenmaterial (PP) med ett MFI på 8 g/10 min med hjälp av en Rosand RH2000 kapillärreometer vid tre olika smälttemperaturer, 190°C, 210°C och 230°C. Resultaten jämfördes sedan med beräknade värden för skjuvviskositet från MFI-data uppmätta vid 230°C under en belastning på 2,16 kg.
Låt oss först beräkna viskositetsvärdet från MFI-testet. Med hjälp av ekv. 1 och 2 beräknades den verkliga skjuvhastigheten under MFI-testet till 23,5 s-1. Trycket pL kan beräknas utifrån gravitationsaccelerationen (g = 9,81 m/s²) och vikten på 2,16 kg som användes under MFI-testet på PP till 0,3 MPa. Skjuvspänningen i munstycket kan beräknas som:
med
pL är trycket i munstycket,
p0 är atmosfärstrycket,
R är munstyckets radie (1,0475 mm),
L är munstyckets längd (8 mm).
Den skenbara skjuvviskositeten ges som:

Med hjälp av den verkliga skjuvhastigheten på 23,5 s-1 och skjuvspänningen beräknad med ekvation 3 blir den beräknade viskositeten från MFI-testet:
Detta viskositetsvärde kan nu jämföras med viskositetsvärdet vid samma skjuvhastighet och skjuvspänning i kapillärmätningarna; detta är 0,76 kPas, vilket är en relativt nära matchning.
Kapillärmätningarna utfördes på en Rosand RH2000. Mätförhållandena sammanfattas i tabell 1.
Tabell 1: Mätförhållanden för kapilärreometern Rosand RH2000
| System | RH 2000 (system med dubbla borrhål) |
|---|---|
| Skjuvningshastighet | 10 s-1 upp till 1000 s-1 |
| Kapillär matris | Ø 1,0 mm, 16 mm längd, 180° ingångsvinkel |
| Orifice-munstycke | Ø 1,0 mm, 0,25 mm längd, 180° ingångsvinkel |
| Tryckomvandlare vänster | 1000 Psi (6,87 MPa) |
| Tryckomvandlare höger | 250 Psi (1,74 MPa) |
| Atmosfär | Omgivande |
| Temperatur | 230°C, 210°C, 190°C |
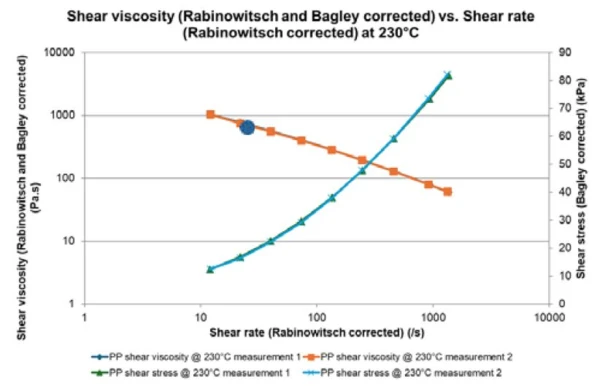
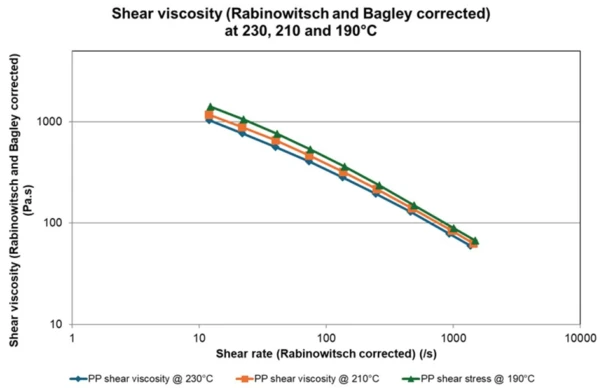
Kapillärmätningarna avslöjade betydande skillnader i materialets beteende över de testade skjuvhastigheterna; se figur 1. Det kan ses att i hela det erhållna skjuvhastighetsintervallet uppvisar denna PP ett signifikant skjuvtunnande beteende och skjuvspänningen ökar som förväntat. Den beräknade viskositeten från MFI-testet är ritad som en blå prick för att visa den goda överensstämmelsen. Den representerar endast ett enda punktvärde i diagrammet.
Förutom mätning över ett brett skjuvhastighetsintervall kan kapillärmätningarna utföras vid olika temperaturer för att förstå materialets temperaturberoende. Detta är en nödvändighet för att kunna använda data i bearbetningssimuleringar. Figur 2 visar de resulterande flödeskurvorna vid de tre uppmätta temperaturerna.
För avancerade läsare
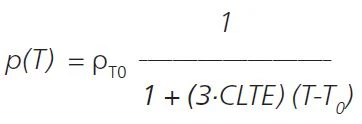
Vid beräkningen av enpunktsviskositetsvärdet från MFI-mätningar gjordes många förenklingar. Till exempel användes inte densitetens temperaturberoende för att justera beräkningen av volymflödet för 230°C från MFI-mätningar med hjälp av ekvation 1. Mer exakt skulle vara följande:
där
med
ρT0 är densiteten vid rumstemperatur (0,9 g/cm³ för PP)
Koefficient för linjär termisk expansion (CLTE/CTE)Den linjära termiska expansionskoefficienten (CLTE) beskriver ett materials längdförändring som en funktion av temperaturen.CLTE är koefficienten för linjär termisk expansion (69*10-6 K-1 för PP)
T är mätningstemperaturen för MFI-testet (här 230°C)
T0 är rumstemperatur
Med hänsyn tagen till detta är den verkliga skjuvhastigheten 18,5 s-1 i stället för 23,5 s-1. Med tanke på att dessa skjuvhastigheter redan är i skjuvförtunnande regim, har detta en effekt på viskositetsvärdet. Detta och mycket mer kan studeras i Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, München, 2015.