Úvod
V polymerním průmyslu jsou index toku taveniny (MFI) a objemová rychlost taveniny (MVR) základními ukazateli používanými k hodnocení tokových vlastností termoplastů. MFI (nebo MFR pro Melt Flow Rate) měří hmotnost polymeru, který protéká matricí za určitých podmínek, obvykle vyjádřenou v gramech za 10 minut, zatímco MVR měří objem polymeru protékajícího za stejných podmínek, vyjádřený v centimetrech krychlových za 10 minut. Tyto metriky jsou standardizovány podle norem ISO 1133 a ASTM D-1238 a běžně se používají pro kontrolu kvality, výběr materiálu a porovnávání pryskyřic od různých dodavatelů. MFI a MVR jsou standardní měření při kontrole kvality, která slouží ke sledování změn mezi jednotlivými šaržemi nebo u šarže v průběhu zpracování. MFI se používá častěji než MVR a často se používá k hodnocení a porovnávání recyklátů, protože poskytuje rychlou metodu pro posouzení tokových vlastností těchto materiálů. Toto použití však může být zavádějící, protože tyto metriky přesně nereprezentují chování polymerů při vysokých smykových rychlostech typických pro průmyslové zpracování. Tento nesoulad je obzvláště kritický v procesech, jako je vstřikování, kde jsou tokové a tuhnoucí vlastnosti termoplastické taveniny klíčové. Tok termoplastické taveniny je popsán její dynamickou viskozitou, která závisí na smykové rychlosti. Čím vyšší je smyková rychlost, tím nižší je viskozita taveniny, což znamená, že při rychlejším pohybu tavenina lépe teče. Tato charakteristika se stanovuje v kapilárním reometru. Tato aplikační poznámka zkoumá tato omezení a vysvětluje, proč měření smykové viskozity získané pomocí kapilární reometrie poskytuje komplexnější pochopení zpracovatelnosti polymerů. Na příkladu polypropylenu (PP) porovnáváme viskozitu odvozenou z MFI se smykovou viskozitou měřenou v rozsahu smykových rychlostí a teplot.
Porozumění MFI a MVR
MFI a MVR jsou úzce související ukazatele a převod mezi nimi závisí na hustotě polymerní taveniny při zkušební teplotě. Vztah je dán vztahem:
s
MVR je objemová rychlost tání (cm³/10min)
MFI je index toku taveniny (g/10min)
р je HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. hustota taveniny polymeru (g/cm³).
Tento přepočet umožňuje používat MFI a MVR zaměnitelně, pokud je známa HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. hustota, což umožňuje porovnávat materiály s různou hustotou. To je užitečné zejména při posuzování recyklátů, jejichž HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. hustota se může lišit v důsledku kontaminace, degradace nebo míchání různých druhů polymerů. Avšak i když je MFI pro tato srovnání vhodný, poskytuje pouze omezený pohled na tokové charakteristiky polymeru. Každá z těchto dvou metrik zobrazuje pouze jeden datový bod na křivce toku, získaný za specifických podmínek, které nenapodobují vysoké smykové rychlosti a komplexní prostředí toku typické pro průmyslové zpracování. Toto omezení je obzvláště důležité při porovnávání recyklátů, protože tyto materiály mohou vykazovat značné rozdíly v chování, které samotná MFI nezachycuje.
Omezení MFI/MVR v reálných aplikacích
MFI je široce používán, protože nabízí jednoduchou a rychlou metodu hodnocení základních tokových vlastností polymerů. Její jednoduchost však může být zavádějící. MFI měří rychlost toku polymerní taveniny při nízké smykové rychlosti. Skutečnou smykovou rychlost γw na stěně lze vypočítat z MVR a charakteristických rozměrů trysky.

Vezmeme-li MVR PP 13 cm³/10 min a průměr trysky MFI 2,095 mm (r = 1,0475 mm), získáme smykovou rychlost 23,5 s-1. Za předpokladu typického rozmezí MVR od 5 do 25 se smyková rychlost pohybuje rovněž v rozmezí od 7 do 36 s-1 - všechny tyto hodnoty jsou mnohem nižší, než se vyskytují v průmyslových procesech, jako je vstřikování, vytlačování a nanášení povlaků, kde smyková rychlost může přesáhnout 1000 s-1. V důsledku toho poskytuje MFI omezený, jednobodový pohled na chování materiálu v těchto náročnějších podmínkách.
Omezení MFI jsou zvláště patrná při porovnávání recyklátů. Recyklované polymery mají často různou molekulovou hmotnost, úroveň znečištění a stupeň degradace, což vše ovlivňuje jejich tokové chování. Protože MFI zachycuje tokové chování pouze při jediné, nízké smykové rychlosti, nemusí přesně odrážet, jak se tyto materiály budou chovat během zpracování. Například dva recykláty s podobnými hodnotami MFI mohou vykazovat velmi odlišné chování při smykovém zřeďování, což vede k problémům při zpracování, jako je neúplné plnění, povrchové vady nebo degradace materiálu.
Kapilární reometrie: Špičkový přístup
K překonání omezení MFI slouží kapilární reometrie jako pokročilejší a komplexnější metoda hodnocení tokového chování polymerů. Například kapilární reometr Rosand umožňuje měřit smykovou viskozitu v širokém rozsahu smykových rychlostí a teplot a nabízí tak podrobný obraz o tom, jak se materiál chová za podmínek, které věrně kopírují průmyslové prostředí zpracování.
Výhody kapilární reometrie
- Komplexní analýza smykové rychlosti: Na rozdíl od MFI, která je omezena na nízkou smykovou rychlost, kapilární reometrie měří viskozitu v širokém rozsahu smykových rychlostí, od nízkých po velmi vysoké. Tento rozsah je zásadní pro pochopení toho, jak se bude polymer chovat za různých podmínek zpracování, například při rychlém průtoku vstřikovacími vraty nebo při ustáleném toku v procesu vytlačování. Mnohdy materiál se stejným MFI (panenský vs. recyklát, plněný vs. neplněný, současný materiál vs. levnější náhrada) vykazuje velmi odlišné chování při plnění formy v důsledku rozdílů ve smykovém ztenčení.
- Realistická replikace průmyslových podmínek: Kapilární reometrie dokáže simulovat vysoké smykové rychlosti a podmínky napětí i teplotní změny, které se vyskytují ve skutečných výrobních procesech, a nabízí tak přesnější předpověď toho, jak se materiál bude chovat během zpracování. Proto jsou tato měření podmínkou pro simulace plnění forem.
- Podrobná charakterizace ve smyku a v tahu: Kapilární reometrie může rovněž poskytnout informace o tahových vlastnostech polymerů, které jsou důležité pro procesy, jako je vytlačování a zvlákňování. Tyto podrobnosti jsou zásadní pro optimalizaci podmínek zpracování a zajištění konzistentní kvality výrobků.
Případová studie: Polypropylen při různých teplotách
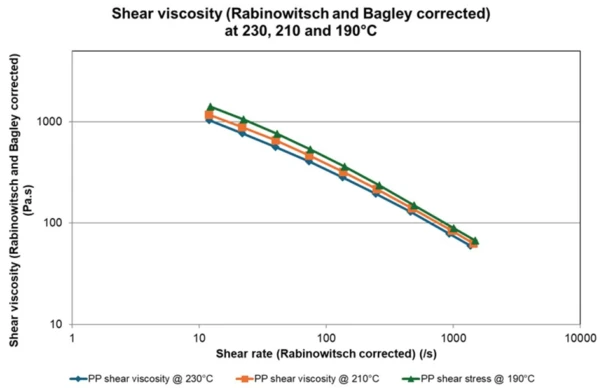
V naší studii jsme analyzovali smykovou viskozitu polypropylenového (PP) materiálu s MFI 8 g/10 min pomocí kapilárního reometru Rosand RH2000 při třech různých teplotách tání, 190 °C, 210 °C a 230 °C. Výsledky pak byly porovnány s vypočtenými hodnotami smykové viskozity z údajů MFI naměřených při 230 °C při zatížení 2,16 kg.
Nejprve vypočtěme hodnotu viskozity z testu MFI. Pomocí rovnic 1 a 2 byla skutečná smyková rychlost během zkoušky MFI vypočtena na 23,5 s-1. Tlak pL lze vypočítat z gravitačního zrychlení (g = 9,81 m/s²) a hmotnosti 2,16 kg použité při zkoušce MFI na PP a činí 0,3 MPa. Smykové napětí v trysce lze vypočítat jako:
s
pL je tlak v trysce,
p0 je atmosférický tlak,
R je poloměr trysky (1,0475 mm),
L je délka trysky (8 mm).
Zdánlivá smyková viskozita je dána jako:

Při použití skutečné smykové rychlosti 23,5 s-1 a smykového napětí vypočteného podle rovnice 3 je vypočtená viskozita ze zkoušky MFI následující:
Tuto hodnotu viskozity lze nyní porovnat s hodnotou viskozity při stejné smykové rychlosti a smykovém napětí při kapilárních měřeních; ta činí 0,76 kPas, což je poměrně blízká shoda.
Kapilární měření byla provedena na Rosand RH2000. Podmínky měření jsou shrnuty v tabulce 1.
Tabulka 1: Podmínky měření pro kapilární reometr Rosand RH2000
| Systém | RH 2000 (systém s dvojitým otvorem) |
|---|---|
| Smyková rychlost | 10 s-1 až 1000 s-1 |
| Kapilární matrice | Ø 1,0 mm, délka 16 mm, vstupní úhel 180° |
| Orifice die | Ø 1,0 mm, délka 0,25 mm, vstupní úhel 180° |
| Snímač tlaku vlevo | 1000 Psi (6,87 MPa) |
| Tlakový snímač vpravo | 250 Psi (1,74 MPa) |
| Atmosféra | Okolí |
| Teplota | 230°C, 210°C, 190°C |
Kapilární měření odhalila významné rozdíly v chování materiálu při testovaných smykových rychlostech, viz obrázek 1. Je vidět, že v celém získaném rozsahu smykových rychlostí vykazuje tento PP výrazné smykové ztenčení a smykové napětí se podle očekávání zvyšuje. Vypočítaná viskozita ze zkoušky MFI je zakreslena jako modrá tečka, aby se ukázala dobrá shoda. Představuje pouze jednu bodovou hodnotu v grafu.
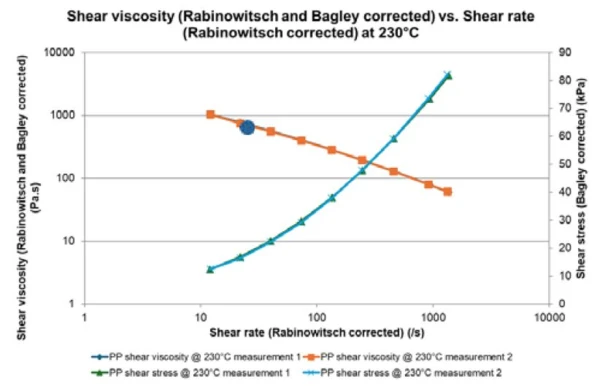
Kromě měření v širokém rozsahu smykových rychlostí lze provádět kapilární měření při různých teplotách, aby bylo možné pochopit teplotní závislost materiálu. To je nezbytné pro využití dat při simulacích zpracování. Obrázek 2 ukazuje výsledné křivky proudění při třech měřených teplotách.
Pro pokročilé čtenáře
Při výpočtu hodnoty jednobodové viskozity z měření MFI byla provedena řada zjednodušení. Například při úpravě výpočtu objemového průtoku pro teplotu 230 °C z měření MFI pomocí rovnice 1 nebyla použita teplotní závislost hustoty. Přesnější by bylo následující:
kde
s
ρT0 je HustotaHmotnostní hustota je definována jako poměr mezi hmotností a objemem. hustota při pokojové teplotě (0,9 g/cm³ pro PP)
Koeficient lineární tepelné roztažnosti (CLTE/CTE)Koeficient lineární teplotní roztažnosti (CLTE) popisuje změnu délky materiálu v závislosti na teplotě.CLTE je koeficient lineární teplotní roztažnosti (69*10-6 K-1 pro PP)
T je teplota měření při zkoušce MFI (zde 230 °C)
T0 je pokojová teplota
Při zohlednění této skutečnosti je skutečná smyková rychlost 18,5 s-1 namísto 23,5 s-1. Vzhledem k tomu, že tyto smykové rychlosti jsou již v režimu smykového zřeďování, má to vliv na hodnotu viskozity. Toto a další informace lze studovat v Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, München, 2015.