Introducere
În industria polimerilor, indicele fluxului de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire (MFI) și rata volumului de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire (MVR) sunt parametrii fundamentali utilizați pentru a evalua caracteristicile de curgere ale termoplasticelor. MFI (sau MFR pentru Melt Flow Rate) măsoară masa de polimer care curge printr-o matriță în condiții specifice, exprimată de obicei în grame pe 10 minute, în timp ce MVR măsoară volumul de polimer care curge în aceleași condiții, exprimat în centimetri cubi pe 10 minute. Aceste măsurători sunt standardizate conform ISO 1133 și ASTM D-1238 și sunt utilizate în mod obișnuit pentru controlul calității, selectarea materialelor și compararea rășinilor de la diferiți furnizori. MFI și MVR sunt măsurători standard în controlul calității pentru a monitoriza modificările între loturi sau cu un lot în timpul prelucrării. MFI este mai frecvent utilizat decât MVR și este frecvent utilizat pentru evaluarea și compararea materialelor reciclate, oferind o metodă rapidă de evaluare a proprietăților de curgere ale acestor materiale. Cu toate acestea, această utilizare poate induce în eroare, deoarece aceste măsurători nu reprezintă cu exactitate comportamentul polimerilor la viteze de forfecare ridicate, tipice procesării industriale. Această discrepanță este deosebit de critică în procese precum turnarea prin injecție, unde proprietățile de curgere și solidificare ale topiturii termoplastice sunt cruciale. Curgerea unui topit termoplastic este descrisă de vâscozitatea sa dinamică, care depinde de rata de forfecare. Cu cât rata de forfecare este mai mare, cu atât vâscozitatea topiturii este mai mică, ceea ce înseamnă că aceasta curge mai ușor pe măsură ce se mișcă mai repede. Această caracteristică este determinată într-un reometru capilar. Această notă de aplicație explorează aceste limitări și explică de ce măsurătorile vâscozității de forfecare obținute prin reometrie capilară oferă o înțelegere mai cuprinzătoare a procesabilității polimerilor. Utilizând polipropilena (PP) ca studiu de caz, se compară vâscozitatea derivată din MFI cu vâscozitatea de forfecare măsurată într-o gamă de viteze de forfecare și temperaturi.
Înțelegerea IFM și MVR
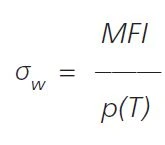
MFI și MVR sunt măsurători strâns legate, iar conversia dintre acestea depinde de densitatea polimerului topit la temperatura de testare. Relația este dată de:
cu
MVR este rata de volum a topiturii (cm³/10min)
MFI este indicele de curgere a topiturii (g/10min)
р este densitatea topiturii polimerice (g/cm³).
Această conversie permite ca MFI și MVR să fie utilizate în mod interschimbabil atunci când densitatea este cunoscută, permițând comparații între materiale cu densități diferite. Acest lucru este deosebit de util la evaluarea materialelor reciclate, a căror DensitateDensitatea masică este definită ca raportul dintre masă și volum. densitate poate varia din cauza contaminării, degradării sau amestecului de diferite tipuri de polimeri. Cu toate acestea, deși MFI este convenabil pentru aceste comparații, el oferă doar o imagine limitată a caracteristicilor de curgere ale unui polimer. Fiecare dintre cele două măsurători prezintă doar un singur punct de date pe curba de curgere, obținut în condiții specifice care nu imită vitezele de forfecare ridicate și mediile de curgere complexe tipice procesării industriale. Această limitare este deosebit de importantă atunci când se compară materiale reciclate, deoarece aceste materiale pot prezenta variații semnificative de comportament care nu sunt surprinse doar de MFI.
Limitările IFM/MVR în aplicațiile din lumea reală
IFM este utilizat pe scară largă deoarece oferă o metodă simplă și rapidă de evaluare a caracteristicilor de curgere de bază ale polimerilor. Cu toate acestea, simplitatea sa poate induce în eroare. MFI măsoară debitul unui polimer topit la o rată de forfecare scăzută. Adevărata rată de forfecare γw la nivelul peretelui poate fi calculată din MVR și din dimensiunile caracteristice ale duzei.

Luând un MVR al PP de 13 cm³/10 min și diametrul duzei MFI de 2,095 mm (r = 1,0475 mm), se obține o rată de forfecare de 23,5 s-1. Presupunând o gamă tipică de MVR de la 5 la 25, rata de forfecare variază, de asemenea, de la 7 la 36 s-1 - toate acestea fiind cu mult sub ceea ce se întâlnește în procesele industriale precum turnarea prin injecție, extrudarea și acoperirea, unde ratele de forfecare pot depăși 1000 s-1. Ca urmare, MFI oferă o imagine limitată, dintr-un singur punct de vedere, a modului în care materialul se comportă în aceste condiții mai solicitante.
Limitările IFM sunt deosebit de evidente atunci când este utilizat pentru a compara materialele reciclate. Polimerii reciclați au adesea diferite greutăți moleculare, niveluri de contaminare și grade de degradare, toate acestea afectându-le comportamentul la curgere. Deoarece MFI captează doar comportamentul de curgere la o singură rată de forfecare scăzută, este posibil să nu reflecte cu exactitate modul în care aceste materiale se vor comporta în timpul prelucrării. De exemplu, două materiale reciclabile cu valori MFI similare ar putea prezenta un comportament de subțiere la forfecare foarte diferit, ceea ce ar duce la probleme de prelucrare, cum ar fi umplerea incompletă, defecte de suprafață sau degradarea materialului.
Reometria capilară: O abordare superioară
Pentru a depăși limitările IFM, reometria capilară reprezintă o metodă mai avansată și mai cuprinzătoare de evaluare a comportamentului de curgere a polimerilor. Un reometru capilar Rosand, de exemplu, permite măsurarea vâscozității de forfecare pe o gamă largă de viteze de forfecare și temperaturi, oferind o imagine detaliată a modului în care materialul se comportă în condiții care reproduc îndeaproape mediile de prelucrare industrială.
Avantajele reometriei capilare
- Analiză cuprinzătoare a vitezei de forfecare: Spre deosebire de MFI, care este limitată la o rată de forfecare scăzută, reometria capilară măsoară vâscozitatea într-o gamă largă de rate de forfecare, de la scăzută la foarte ridicată. Această gamă este esențială pentru înțelegerea modului în care un polimer se va comporta în diferite condiții de prelucrare, cum ar fi în timpul curgerii rapide prin porțile de turnare prin injecție sau în timpul curgerii constante într-un proces de extrudare. De multe ori, un material cu același MFI (virgin vs. reciclat, umplut vs. neumplut, material actual vs. înlocuitor mai ieftin) prezintă un comportament de umplere a matriței foarte diferit din cauza diferențelor în Subțierea prin forfecareCel mai comun tip de comportament non-newtonian este subțierea prin forfecare sau curgerea pseudoplastică, în care vâscozitatea fluidului scade odată cu creșterea forfecării.subțierea prin forfecare.
- Reproducerea realistă a condițiilor industriale: Reometria capilară poate simula vitezele mari de forfecare și condițiile de StresTensiunea este definită ca un nivel al forței aplicate pe o probă cu o secțiune transversală bine definită. (Tensiune = forță/zonă). Eșantioanele cu secțiune circulară sau dreptunghiulară pot fi comprimate sau întinse. Materialele elastice, cum ar fi cauciucul, pot fi întinse până la de 5 până la 10 ori lungimea lor inițială.stres, precum și schimbările de temperatură întâlnite în procesele de fabricație reale, oferind o predicție mai precisă a modului în care materialul se va comporta în timpul procesării. Acesta este motivul pentru care aceste măsurători sunt o cerință pentru simulările de umplere a matrițelor.
- Caracterizare detaliată a forfecării și alungirii: Reometria capilară poate oferi, de asemenea, informații despre proprietățile elongaționale ale polimerilor, care sunt relevante pentru procese precum extrudarea și filarea. Aceste detalii sunt esențiale pentru optimizarea condițiilor de procesare și asigurarea calității constante a produselor.
Studiu de caz: Polipropilenă la temperaturi variate
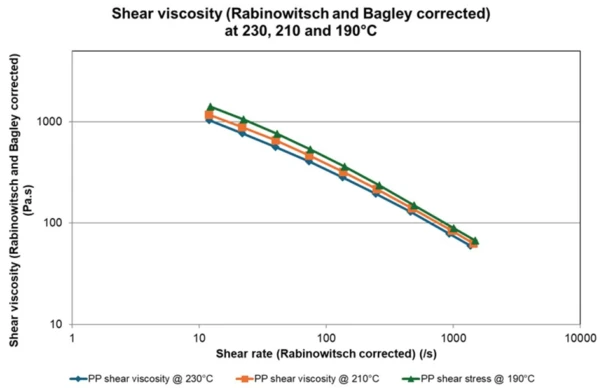
În studiul nostru, am analizat vâscozitatea de forfecare a unui material din polipropilenă (PP) cu un MFI de 8 g/10 min utilizând un reometru capilar Rosand RH2000 la trei temperaturi de Temperaturile și entalpiile de topireEntalpia de fuziune a unei substanțe, cunoscută și sub denumirea de căldură latentă, este o măsură a aportului de energie, de obicei căldură, care este necesară pentru a transforma o substanță din stare solidă în stare lichidă. Punctul de topire al unei substanțe este temperatura la care aceasta își schimbă starea din solid (cristalin) în lichid (topitură izotropică). topire diferite, 190°C, 210°C și 230°C. Rezultatele au fost apoi comparate cu valorile calculate ale vâscozității de forfecare din datele MFI măsurate la 230°C sub o sarcină de 2,16 kg.
Să calculăm mai întâi valoarea vâscozității din testul MFI. Utilizând ecuațiile 1 și 2, rata de forfecare reală în timpul testului MFI a fost calculată la 23,5 s-1. Presiunea pL poate fi calculată pe baza accelerației gravitaționale (g = 9,81 m/s²) și a greutății de 2,16 kg utilizată în timpul testului MFI pe PP pentru a fi de 0,3 MPa. Tensiunea de forfecare în duză poate fi calculată ca:
cu
pL este presiunea din duză,
p0 este presiunea atmosferică,
R este raza duzei (1,0475 mm),
L este lungimea duzei (8 mm).
Vâscozitatea de forfecare aparentă este dată de:

Folosind rata de forfecare reală de 23,5 s-1 și tensiunea de forfecare calculată cu ecuația 3, vâscozitatea calculată din testul IFM este:
Această valoare a vâscozității poate fi comparată acum cu valoarea vâscozității la aceeași rată de forfecare și aceeași tensiune de forfecare în măsurătorile capilare; aceasta este de 0,76 kPas, ceea ce reprezintă o potrivire relativ apropiată.
Măsurătorile capilare au fost efectuate pe un aparat Rosand RH2000. Condițiile de măsurare sunt rezumate în tabelul 1.
Tabelul 1: Condiții de măsurare pentru reometrul capilar Rosand RH2000
| Sistem | RH 2000 (sistem cu două găuri) |
|---|---|
| Rata de forfecare | 10 s-1 până la 1000 s-1 |
| Matriță capilară | Ø 1,0 mm, lungime 16 mm, unghi de intrare 180° |
| Matriță cu orificiu | Ø 1,0 mm, lungime 0,25 mm, unghi de intrare 180 |
| Traductor de presiune stânga | 1000 Psi (6,87 MPa) |
| Traductor de presiune dreapta | 250 Psi (1,74 MPa) |
| Atmosferă | Înconjurător |
| Temperatură | 230°C, 210°C, 190°C |
Măsurătorile capilare au evidențiat diferențe semnificative în comportamentul materialului la toate vitezele de forfecare testate; a se vedea figura 1. Se poate observa că în întreaga gamă de viteze de forfecare obținute, acest PP prezintă un comportament semnificativ de subțiere prin forfecare, iar tensiunea de forfecare crește conform așteptărilor. Vâscozitatea calculată în urma testului MFI este desenată ca un punct albastru pentru a arăta buna concordanță. Acesta reprezintă doar valoarea unui singur punct pe grafic.
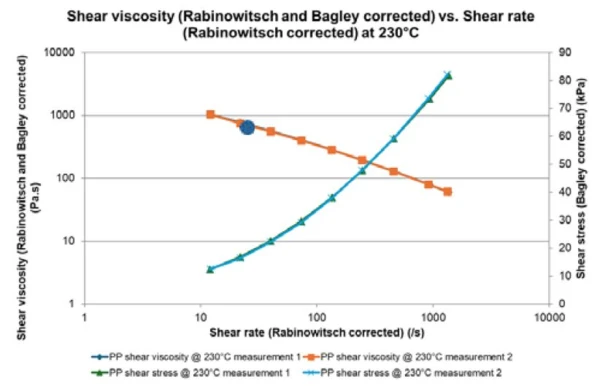
În plus față de măsurarea pe o gamă largă de viteze de forfecare, măsurătorile capilare pot fi efectuate la diferite temperaturi pentru a înțelege dependența de temperatură a materialului. Aceasta este o necesitate pentru utilizarea datelor în simulările de procesare. Figura 2 prezintă curbele de curgere rezultate la cele trei temperaturi măsurate.
Pentru cititori avansați
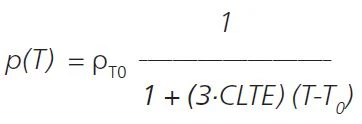
În calculul valorii vâscozității într-un singur punct din măsurătorile IFM, s-au făcut numeroase simplificări. De exemplu, dependența de temperatură a densității nu a fost utilizată pentru a ajusta calculul debitului volumic pentru 230°C din măsurătorile IFM utilizând ecuația 1. Mai precis ar fi următorul lucru:
unde
cu
ρT0 este densitatea la temperatura camerei (0,9 g/cm³ pentru PP)
Coeficient de dilatare termică liniară (CLTE/CTE)Coeficientul de dilatare termică liniară (CLTE) descrie modificarea în lungime a unui material în funcție de temperatură.CLTE este coeficientul de dilatare termică liniară (69*10-6 K-1 pentru PP)
T este temperatura de măsurare a testului IFM (aici 230°C)
T0 este temperatura camerei
Ținând cont de acest lucru, rata de forfecare reală este de 18,5 s-1 în loc de 23,5 s-1. Având în vedere că aceste viteze de forfecare sunt deja în regimul de subțiere prin forfecare, acest lucru are un efect asupra valorii vâscozității. Acest lucru și multe altele pot fi studiate în Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, München, 2015.