Introducción
En la industria de los polímeros, el índice de flujo de fusión (MFI) y el índice de volumen de fusión (MVR) son métricas fundamentales utilizadas para evaluar las características de flujo de los termoplásticos. El MFI (o MFR por Melt Flow Rate) mide la masa de polímero que fluye a través de una matriz en condiciones específicas, expresada normalmente en gramos por 10 minutos, mientras que el MVR mide el volumen de polímero que fluye en las mismas condiciones, expresado en centímetros cúbicos por 10 minutos. Estas métricas están estandarizadas según las normas ISO 1133 y ASTM D-1238 y se utilizan habitualmente para el control de calidad, la selección de materiales y la comparación de resinas de distintos proveedores. MFI y MVR son mediciones estándar en el control de calidad para supervisar los cambios entre lotes o con un lote durante el procesamiento. El MFI es más comúnmente utilizado que el MVR y se emplea frecuentemente para evaluar y comparar reciclados, proporcionando un método rápido para evaluar las propiedades de flujo de estos materiales. Sin embargo, este uso puede ser engañoso, ya que estas métricas no representan con precisión el comportamiento de los polímeros bajo las altas velocidades de cizallamiento típicas del procesamiento industrial. Esta discrepancia es especialmente crítica en procesos como el moldeo por inyección, donde las propiedades de flujo y solidificación de la masa fundida termoplástica son cruciales. El flujo de una masa fundida termoplástica se describe mediante su viscosidad dinámica, que depende de la velocidad de cizallamiento. Cuanto mayor es la velocidad de cizallamiento, menor es la viscosidad de la masa fundida, lo que significa que fluye más fácilmente a medida que se mueve más rápido. Esta característica se determina en un reómetro capilar. Esta nota de aplicación explora estas limitaciones y explica por qué las mediciones de viscosidad de cizallamiento obtenidas mediante reometría capilar proporcionan una comprensión más completa de la procesabilidad de los polímeros. Utilizando el polipropileno (PP) como caso de estudio, comparamos la viscosidad derivada del IMF con la viscosidad de cizallamiento medida a través de una gama de velocidades de cizallamiento y temperaturas.
Comprender el IMF y el MVR
MFI y MVR son métricas estrechamente relacionadas, y la conversión entre ellas depende de la DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad del polímero fundido a la temperatura de prueba. La relación viene dada por:
con
MVR es el índice de volumen de fusión (cm³/10min)
MFI es el índice de fluidez (g/10min)
р es la DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad de la masa fundida polimérica (g/cm³).
Esta conversión permite utilizar indistintamente MFI y MVR cuando se conoce la DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad, lo que permite realizar comparaciones entre materiales con densidades diferentes. Esto resulta especialmente útil cuando se evalúan materiales reciclados, cuya DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad puede variar debido a la contaminación, la degradación o la mezcla de diferentes grados de polímeros. Sin embargo, aunque el IMF es conveniente para estas comparaciones, sólo proporciona una visión limitada de las características de fluidez de un polímero. Cada una de las dos métricas representa sólo un punto de datos en la curva de flujo, derivado bajo condiciones específicas que no imitan las altas tasas de cizallamiento y los complejos entornos de flujo típicos del procesamiento industrial. Esta limitación es especialmente crítica cuando se comparan reciclados, ya que estos materiales pueden mostrar variaciones significativas en el comportamiento que no son capturadas por el IMF por sí solo.
Limitaciones de la IMF/RMV en aplicaciones reales
El MFI se utiliza ampliamente porque ofrece un método sencillo y rápido para evaluar las características básicas de fluidez de los polímeros. Sin embargo, su simplicidad puede inducir a error. El MFI mide la velocidad de flujo de un polímero fundido a una velocidad de cizallamiento baja. El verdadero índice de cizallamiento γw en la pared puede calcularse a partir del MVR y las dimensiones características de la boquilla.

Tomando un MVR de PP de 13 cm³/10 min y el diámetro de la boquilla MFI de 2,095 mm (r = 1,0475 mm), obtenemos una velocidad de cizallamiento de 23,5 s-1. Asumiendo un rango típico de MVR de 5 a 25, la tasa de cizallamiento también oscila entre 7 y 36 s-1 - todos ellos muy por debajo de lo que se encuentra en procesos industriales como el moldeo por inyección, la extrusión y el recubrimiento, donde las tasas de cizallamiento pueden superar los 1000 s-1. Como resultado, el MFI proporciona una visión limitada y desde un único punto de vista de cómo se comporta el material en estas condiciones más exigentes.
Las limitaciones del IMF son especialmente evidentes cuando se utiliza para comparar reciclados. Los polímeros reciclados suelen tener distintos pesos moleculares, niveles de contaminación y grados de degradación, todo lo cual afecta a su comportamiento de flujo. Debido a que el MFI sólo capta el comportamiento de flujo a una única velocidad de cizallamiento baja, puede no reflejar con exactitud cómo se comportarán estos materiales durante el procesamiento. Por ejemplo, dos materiales reciclados con valores de IMF similares podrían presentar un comportamiento de Adelgazamiento por cizallamientoEl tipo más común de comportamiento no newtoniano es el adelgazamiento por cizallamiento o flujo pseudoplástico, en el que la viscosidad del fluido disminuye al aumentar el cizallamiento.adelgazamiento por cizallamiento muy diferente, lo que daría lugar a problemas de procesado como un llenado incompleto, defectos superficiales o degradación del material.
Reometría Capilar: Un enfoque superior
Para superar las limitaciones de la IFM, la reometría capilar sirve como método más avanzado y completo para evaluar el comportamiento de flujo de los polímeros. Un reómetro capilar Rosand, por ejemplo, permite medir la viscosidad de cizallamiento en una amplia gama de velocidades de cizallamiento y temperaturas, ofreciendo una imagen detallada de cómo se comporta el material en condiciones que reproducen fielmente los entornos de procesamiento industrial.
Ventajas de la reometría capilar
- Análisis exhaustivo de la velocidad de cizallamiento: A diferencia de la IFM, que se limita a una velocidad de cizallamiento baja, la reometría capilar mide la viscosidad en una amplia gama de velocidades de cizallamiento, de bajas a muy altas. Esta gama es esencial para comprender cómo se comportará un polímero en diferentes condiciones de procesamiento, como durante el flujo rápido a través de las compuertas de moldeo por inyección o el flujo constante en un proceso de extrusión. Muchas veces, un material con el mismo IMF (virgen frente a reciclado, con relleno frente a sin relleno, material actual frente a sustituto más barato) muestra un comportamiento de llenado de molde muy diferente debido a las diferencias en el Adelgazamiento por cizallamientoEl tipo más común de comportamiento no newtoniano es el adelgazamiento por cizallamiento o flujo pseudoplástico, en el que la viscosidad del fluido disminuye al aumentar el cizallamiento.adelgazamiento por cizallamiento.
- Reproducción realista de las condiciones industriales: La reometría capilar puede simular las altas velocidades de cizallamiento y las condiciones de tensión, así como los cambios de temperatura que se producen en los procesos de fabricación reales, ofreciendo una predicción más precisa de cómo se comportará el material durante el procesamiento. Por ello, estas mediciones son un requisito para las simulaciones de llenado de moldes.
- Caracterización detallada del cizallamiento y la elongación: La reometría capilar también puede proporcionar información sobre las propiedades de elongación de los polímeros, que son relevantes para procesos como la extrusión y la hilatura. Estos detalles son cruciales para optimizar las condiciones de procesamiento y garantizar una calidad constante del producto.
Caso práctico: Polipropileno a distintas temperaturas
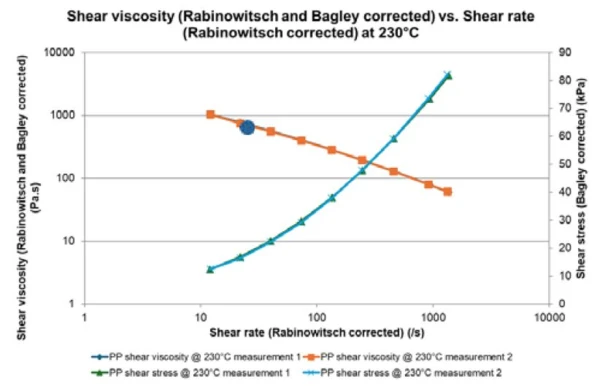
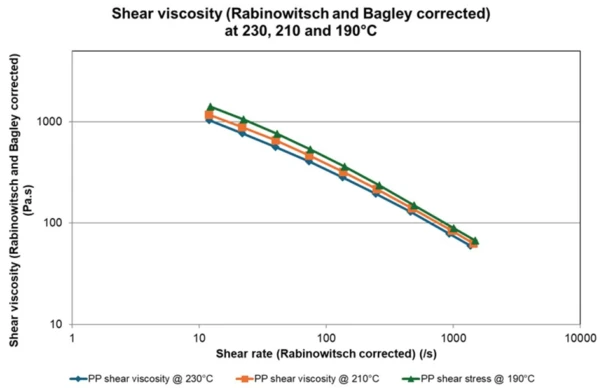
En nuestro estudio, analizamos la viscosidad de cizallamiento de un material de polipropileno (PP) con un MFI de 8 g/10 min utilizando un reómetro capilar Rosand RH2000 a tres temperaturas de fusión diferentes, 190°C, 210°C y 230°C. A continuación, se compararon los resultados con los valores de viscosidad de cizallamiento calculados a partir de los datos de MFI medidos a 230°C con una carga de 2,16 kg.
Calculemos primero el valor de viscosidad a partir de la prueba MFI. Utilizando las ecuaciones 1 y 2, se calculó que la velocidad de cizallamiento real durante la prueba MFI era de 23,5 s-1. La presión pL puede calcularse a partir de la aceleración gravitacional (g = 9,81 m/s²) y el peso de 2,16 kg utilizado durante la prueba MFI en PP para ser de 0,3 MPa. El esfuerzo cortante en la boquilla puede calcularse como:
con
pL es la presión en la tobera,
p0 es la presión atmosférica,
R es el radio de la tobera (1,0475 mm),
L es la longitud de la tobera (8 mm).
La viscosidad de cizallamiento aparente viene dada por:

Utilizando la velocidad de cizallamiento real de 23,5 s-1 y la tensión de cizallamiento calculada con la Ecuación 3, la viscosidad calculada a partir de la prueba MFI es:
Este valor de viscosidad puede compararse ahora con el valor de viscosidad a la misma velocidad de cizallamiento y tensión de cizallamiento en las mediciones capilares; es de 0,76 kPas, que es una coincidencia relativamente cercana.
Las mediciones capilares se realizaron en un Rosand RH2000. Las condiciones de medición se resumen en la tabla 1.
Tabla 1: Condiciones de medición del reómetro capilar Rosand RH2000
| Sistema | RH 2000 (Sistema de doble perforación) |
|---|---|
| Velocidad de cizallamiento | 10 s-1 hasta 1000 s-1 |
| Matriz capilar | Ø 1,0 mm, longitud 16 mm, ángulo de entrada 180 |
| Matriz de orificio | Ø 1,0 mm, longitud 0,25 mm, ángulo de entrada 180 |
| Transductor de presión izquierdo | 1000 Psi (6,87 MPa) |
| Transductor de presión derecho | 250 Psi (1,74 MPa) |
| Atmósfera | Entorno |
| Temperatura | 230°C, 210°C, 190°C |
Las mediciones capilares revelaron diferencias significativas en el comportamiento del material a lo largo de las velocidades de cizallamiento ensayadas; véase la figura 1. Se puede observar que en todo el rango de velocidad de cizallamiento obtenido, este PP muestra un comportamiento de Adelgazamiento por cizallamientoEl tipo más común de comportamiento no newtoniano es el adelgazamiento por cizallamiento o flujo pseudoplástico, en el que la viscosidad del fluido disminuye al aumentar el cizallamiento.adelgazamiento por cizallamiento significativo y la tensión de cizallamiento aumenta como se esperaba. La viscosidad calculada a partir del ensayo MFI se dibuja como un punto azul para mostrar la buena concordancia. Sólo representa un valor puntual en el gráfico.
Además de la medición en una amplia gama de velocidades de cizallamiento, las mediciones capilares pueden realizarse a varias temperaturas para comprender la dependencia de la temperatura del material. Esto es necesario para utilizar los datos en simulaciones de procesamiento. La figura 2 muestra las curvas de flujo resultantes a las tres temperaturas medidas.
Para lectores avanzados
En el cálculo del valor de viscosidad en un punto a partir de mediciones MFI, se hicieron numerosas simplificaciones. Por ejemplo, la dependencia de la DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad con la temperatura no se utilizó para ajustar el cálculo del caudal volumétrico para 230°C a partir de mediciones MFI utilizando la Ecuación 1. Más exacto sería lo siguiente:
donde
con
ρT0 es la DensidadLa densidad de masa se define como la relación entre la masa y el volumen. densidad a temperatura ambiente (0,9 g/cm³ para el PP)
Coeficiente de dilatación térmica lineal (CLTE/CTE)El coeficiente de dilatación térmica lineal (CLTE) describe el cambio de longitud de un material en función de la temperatura.CLTE es el coeficiente de dilatación térmica lineal (69*10-6 K-1 para el PP)
T es la temperatura de medición del ensayo IFM (aquí 230°C)
T0 es la temperatura ambiente
Teniendo esto en cuenta, la velocidad de cizallamiento real es de 18,5 s-1 en lugar de 23,5 s-1. Dado que estas velocidades de cizallamiento ya se encuentran en el régimen de Adelgazamiento por cizallamientoEl tipo más común de comportamiento no newtoniano es el adelgazamiento por cizallamiento o flujo pseudoplástico, en el que la viscosidad del fluido disminuye al aumentar el cizallamiento.adelgazamiento por cizallamiento, esto tiene un efecto sobre el valor de la viscosidad. Esto y mucho más puede estudiarse en Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, Múnich, 2015.