Bevezetés
A polimeriparban az olvadékáramlási index (MFI) és az olvadék térfogatáram (MVR) alapvető mérőszámok, amelyeket a hőre lágyuló műanyagok áramlási jellemzőinek értékelésére használnak. Az MFI (vagy MFR az olvadékáramlási sebességért) a szerszámon meghatározott körülmények között átfolyó polimer tömegét méri, jellemzően grammban kifejezve 10 percenként, míg az MVR az ugyanezen körülmények között átfolyó polimer térfogatát méri, köbcentiméterben kifejezve 10 percenként. Ezeket a mérőszámokat az ISO 1133 és az ASTM D-1238 szabványok szerint szabványosították, és általában minőségellenőrzésre, anyagválasztásra és a különböző beszállítók gyantáinak összehasonlítására használják. Az MFI és az MVR szabványos mérések a minőségellenőrzésben a tételek közötti vagy egy tételen belüli változások nyomon követésére a feldolgozás során. Az MFI-t gyakrabban használják, mint az MVR-t, és gyakran alkalmazzák az újrahasznosított anyagok értékelésére és összehasonlítására, mivel gyors módszert biztosít ezen anyagok áramlási tulajdonságainak értékelésére. Ez a használat azonban félrevezető lehet, mivel ezek a mérőszámok nem reprezentálják pontosan a polimerek viselkedését az ipari feldolgozásra jellemző nagy nyírási sebességek mellett. Ez az eltérés különösen kritikus az olyan folyamatoknál, mint a fröccsöntés, ahol a hőre lágyuló olvadék áramlási és megszilárdulási tulajdonságai döntő fontosságúak. A hőre lágyuló olvadék áramlását a dinamikus viszkozitás írja le, amely a nyírási sebességtől függ. Minél nagyobb a nyírási sebesség, annál kisebb az olvadék viszkozitása, ami azt jelenti, hogy gyorsabb mozgással könnyebben áramlik. Ezt a jellemzőt kapilláris reométerrel határozzák meg. Ez az alkalmazási megjegyzés feltárja ezeket a korlátokat, és elmagyarázza, hogy a kapilláris reometriával végzett nyírási viszkozitásmérések miért nyújtanak átfogóbb képet a polimerek feldolgozhatóságáról. A polipropilén (PP) mint esettanulmány segítségével összehasonlítjuk az MFI-ból származó viszkozitást a különböző nyírási sebességek és hőmérsékletek tartományában mért nyírási viszkozitással.
Az MPI és az MVR megértése
Az MFI és az MVR szorosan összefüggő mérőszámok, és a köztük lévő átváltás a polimerolvadék SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségétől függ a vizsgálati hőmérsékleten. Az összefüggés a következő:
a címen
MVR az olvadék térfogatáram (cm³/10 perc)
MFI az olvadék áramlási indexe (g/10 perc)
р a polimer olvadék sűrűsége (g/cm³).
Ez az átváltás lehetővé teszi az MFI és az MVR felcserélhető használatát, ha a SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség ismert, és lehetővé teszi a különböző SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűségű anyagok összehasonlítását. Ez különösen hasznos az újrahasznosított anyagok értékelésénél, amelyek sűrűsége a szennyeződés, a lebomlás vagy a különböző polimerfajták keveredése miatt változhat. Az MFI azonban, bár alkalmas az ilyen összehasonlításokhoz, csak korlátozott képet ad a polimer áramlási jellemzőiről. A két mérőszám mindegyike csak egyetlen adatpontot mutat az áramlási görbén, amelyet olyan speciális körülmények között kapunk, amelyek nem utánozzák az ipari feldolgozásra jellemző nagy nyírási sebességet és összetett áramlási környezetet. Ez a korlátozás különösen kritikus az újrahasznosított anyagok összehasonlításakor, mivel ezek az anyagok jelentős eltéréseket mutathatnak a viselkedésben, amelyeket az MFI önmagában nem képes megragadni.
Az MFI/MVR korlátai a valós alkalmazásokban
Az MFI-t széles körben használják, mert egyszerű és gyors módszert kínál a polimerek alapvető áramlási jellemzőinek értékelésére. Egyszerűsége azonban félrevezető lehet. Az MFI a polimerolvadék áramlási sebességét méri alacsony nyírási sebesség mellett. A valódi γw nyírási sebesség a falnál az MVR és a fúvóka jellemző méretei alapján kiszámítható.

Ha a PP MVR-jét 13 cm³/10 percnek és az MFI fúvóka átmérőjét 2,095 mm-nek (r = 1,0475 mm) vesszük, akkor 23,5 s-1 nyírási sebességet kapunk. Az MVR 5 és 25 közötti tipikus tartományát feltételezve a nyírási sebesség 7 és 36 s-1 között mozog - mindezek messze elmaradnak az ipari folyamatokban, például a fröccsöntés, az extrudálás és a bevonatolás során tapasztalt értékektől, ahol a nyírási sebesség meghaladhatja az 1000 s-1 értéket. Ennek eredményeképpen az MFI korlátozott, egypontos képet ad arról, hogy az anyag hogyan viselkedik ezekben az igényesebb körülmények között.
Az MFI korlátai különösen nyilvánvalóak, amikor az újrahasznosított anyagok összehasonlítására használják. Az újrahasznosított polimerek gyakran eltérő molekulatömeggel, szennyezettségi szinttel és degradációs fokkal rendelkeznek, amelyek mind befolyásolják az áramlási viselkedésüket. Mivel az MFI csak egyetlen, alacsony nyírási sebességnél rögzíti az áramlási viselkedést, nem biztos, hogy pontosan tükrözi, hogyan viselkednek ezek az anyagok a feldolgozás során. Például két hasonló MFI-értékkel rendelkező újrahasznosított anyag nagyon eltérő nyírási vékonyodási viselkedést mutathat, ami olyan feldolgozási kihívásokhoz vezethet, mint a hiányos töltés, a felületi hibák vagy az anyag degradációja.
Kapilláris reometria: A Superior Approach
Az MFI korlátainak leküzdése érdekében a kapilláris reometria fejlettebb és átfogóbb módszer a polimerek áramlási viselkedésének értékelésére. A Rosand kapilláris reométer például lehetővé teszi a nyírási viszkozitás mérését a nyírási sebességek és hőmérsékletek széles tartományában, így részletes képet kaphatunk arról, hogy az anyag hogyan viselkedik az ipari feldolgozási környezetet jól reprodukáló körülmények között.
A kapilláris reometria előnyei
- Átfogó nyírási sebességelemzés: Az MFI-vel ellentétben, amely csak alacsony nyírási sebességre korlátozódik, a kapilláris reometria a nyírási sebességek széles tartományában méri a viszkozitást, az alacsonytól a nagyon magasig. Ez a tartomány alapvető fontosságú annak megértéséhez, hogy a polimer hogyan viselkedik különböző feldolgozási körülmények között, például a fröccsöntési kapukon való gyors átfolyás vagy az extrudálási folyamat egyenletes áramlása során. Sokszor egyazon MFI-vel rendelkező anyag (szűz és újrahasznosított, töltött és töltetlen, jelenlegi és olcsóbb helyettesítő anyag) a nyírási hígulás különbségei miatt nagyon eltérő formatöltési viselkedést mutat.
- Ipari körülmények reális reprodukálása: A kapilláris reometria képes szimulálni a tényleges gyártási folyamatokban előforduló magas nyírási sebességeket és feszültségi körülményeket, valamint a hőmérséklet-változásokat, így pontosabb előrejelzést ad arról, hogy az anyag hogyan fog viselkedni a feldolgozás során. Ezért ezek a mérések a szerszámkitöltési szimulációk követelményei.
- Részletes nyírási és nyúlási jellemzés: A kapilláris reometria betekintést nyújthat a polimerek nyúlási tulajdonságaiba is, amelyek az olyan folyamatok szempontjából fontosak, mint az extrudálás és a fonás. Ezek a részletek döntő fontosságúak a feldolgozási feltételek optimalizálásához és az egyenletes termékminőség biztosításához.
Esettanulmány: Polipropilén változó hőmérsékleten
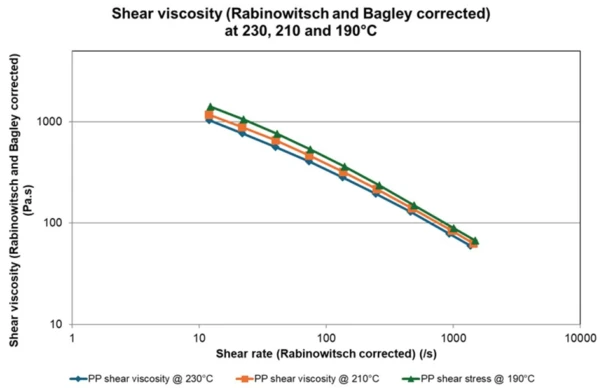
Tanulmányunkban egy 8 g/10 perc MFI értékű polipropilén (PP) anyag nyírási viszkozitását vizsgáltuk a Rosand RH2000 kapilláris reométer segítségével három különböző olvadási hőmérsékleten, 190°C, 210°C és 230°C-on. Az eredményeket ezután összehasonlítottuk a 230°C-on, 2,16 kg terhelés mellett mért MFI-adatokból számított nyírási viszkozitási értékekkel.
Számítsuk ki először az MFI-vizsgálatból származó viszkozitási értéket. Az 1. és 2. egyenletet felhasználva az MFI-vizsgálat során a valódi nyírási sebességet 23,5 s-1 értéknek számítottuk. A pL nyomás a gravitációs gyorsulásból (g = 9,81 m/s²) és a PP-n végzett MFI-vizsgálat során használt 2,16 kg-os tömegből 0,3 MPa értékre számítható. A fúvókában fellépő nyírófeszültség a következőképpen számítható:
a címen
pL a fúvókában lévő nyomás,
p0 a légköri nyomás,
R a fúvóka sugara (1,0475 mm),
L a fúvóka hossza (8 mm).
A látszólagos nyírási viszkozitás a következő:

A 23,5 s-1 valós nyírási sebesség és a 3. egyenlet alapján számított nyírófeszültség felhasználásával az MFI-vizsgálatból számított viszkozitás a következő:
Ezt a viszkozitási értéket most össze lehet hasonlítani az azonos nyírási sebesség és nyírófeszültség mellett a kapilláris mérésekben mért viszkozitási értékkel; ez 0,76 kPas, ami viszonylag közel egyezik.
A kapilláris méréseket a Rosand RH2000 oldalon végeztük. A mérési feltételeket az 1. táblázat foglalja össze.
Táblázat: A Rosand RH2000 kapilláris reométer mérési körülményei
| Rendszer | RH 2000 (kettős furatú rendszer) |
|---|---|
| Nyírási sebesség | 10 s-1 és 1000 s-1 között |
| Kapilláris szerszám | Ø 1,0 mm, 16 mm hossz, 180°-os belépési szög |
| Orifice szerszám | Ø 1,0 mm, 0,25 mm hossz, 180°-os belépési szög |
| Nyomásérzékelő balra | 1000 Psi (6,87 MPa) |
| Nyomásmérő jobbra | 250 Psi (1,74 MPa) |
| Atmoszféra | Környezet |
| Hőmérséklet | 230 °C, 210 °C, 190 °C |
A kapilláris mérések jelentős különbségeket mutattak az anyag viselkedésében a vizsgált nyírási sebességek között; lásd az 1. ábrát. Látható, hogy a teljes kapott nyírási sebességtartományban ez a PP jelentős nyírási vékonyodási viselkedést mutat, és a nyírófeszültség a várakozásoknak megfelelően növekszik. Az MFI-vizsgálatból számított viszkozitás kék pontként van berajzolva, hogy a jó egyezést mutassa. Ez csak egyetlen pontértéket jelent a grafikonon.
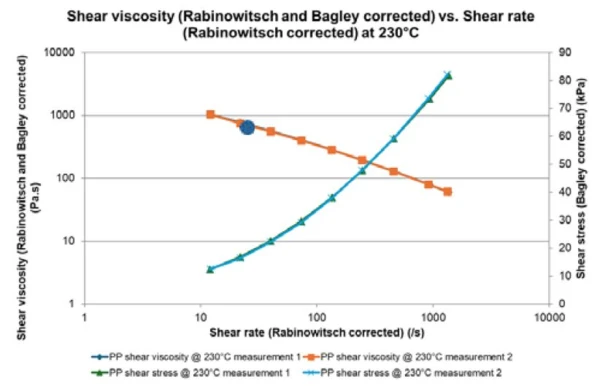
A széles nyírási sebességtartományban történő mérés mellett a kapilláris mérések különböző hőmérsékleteken is elvégezhetők az anyag hőmérsékletfüggésének megértése érdekében. Erre azért van szükség, hogy az adatokat a feldolgozási szimulációkban fel lehessen használni. A 2. ábra a kapott áramlási görbéket mutatja a három mért hőmérsékleten.
Haladó olvasóknak
Az egypontos viszkozitási érték MFI-mérésekből történő kiszámítása során számos egyszerűsítést végeztek. Például a SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség hőmérsékletfüggését nem használták fel a 230°C-os térfogatáram számításának kiigazításához az MFI mérésekből az 1. egyenlet segítségével történő 230°C-os térfogatáram kiszámításához. Pontosabb lenne a következő:
ahol
a címen
ρT0 a SűrűségA tömegsűrűséget a tömeg és a térfogat arányaként határozzák meg. sűrűség szobahőmérsékleten (0,9 g/cm³ PP esetében)
Lineáris hőtágulási együttható (CLTE/CTE)A lineáris hőtágulási együttható (CLTE) az anyag hosszváltozását írja le a hőmérséklet függvényében.CLTE a lineáris hőtágulási együttható (69*10-6 K-1 PP esetében)
T az MPI-vizsgálat mérési hőmérséklete (itt 230°C)
T0 a szobahőmérséklet
Ezt figyelembe véve a valódi nyírási sebesség 23,5 s-1 helyett 18,5 s-1. Mivel ezek a nyírási sebességek már a nyírási hígulás tartományában vannak, ez hatással van a viszkozitás értékére. Ezt és még többet tanulmányozhat Osswald, Rudolph, Polymer Rheology - Fundamentals and Applications, Hanser Publishers, München, 2015.