
02.10.2020 by Dr. Natalie Rudolph, Gabriele Stock
Contrôle de la qualité des assemblages électroniques à l'aide de l'analyse thermomécanique
La dilatation thermique et les problèmes qu'elle entraîne constituent l'une des principales sources de défaillance des assemblages électroniques. Pour s'assurer que les circuits imprimés de base sont conformes à une certaine qualité, les normes IPC ont été mises en place et exigent la mesure de la dilatation thermique, de la transition vitreuse et du point de ramollissement. Découvrez comment vous pouvez vous conformer à la norme avec la nouvelle édition TMA 402 F3 Hyperion® Polymer.
La dilatation thermique et les problèmes qu'elle entraîne constituent une source majeure de défaillance des assemblages électroniques. L'analyse thermomécanique peut aider à éviter ces défaillances.
FR4 - composite le plus couramment utilisé dans l'industrie électronique
Le FR4 (FR = retardateur de flamme) et ses dérivés (FR2, FR3, FR5) sont de loin les matériaux de base les plus utilisés pour les cartes de circuits électroniques et les assemblages électroniques. Le matériau de base du FR4 est constitué de fibre de verre tissée en une fine feuille ressemblant à un tissu. Le tissu de verre est ensuite imprégné d'une résine époxy ignifuge. Le composite bon marché qui en résulte est rigide, isole de manière fiable et fonctionne bien dans la plupart des conditions environnementales. En revanche, la matrice de résine époxy a une Tg plus faible et un coefficient de dilatation thermique plus élevé que le tissu de verre de renfort et a tendance à se ramollir et à se dilater lorsqu'un circuit imprimé subit plusieurs cycles thermiques au cours du processus de production et, éventuellement, au cours de son utilisation. Cela peut entraîner un détachement partiel du composé de matériau pressé, ce qui, à son tour, conduit à des défaillances des joints ou à une délamination. La conséquence est généralement une défaillance de l'assemblage. L'analyse thermomécanique (TMA) est une bonne méthode pour mesurer la dilatation thermique de la base du circuit imprimé, des composants électroniques et des matériaux des composants.
Pour s'assurer que les circuits imprimés de base sont conformes à une certaine qualité, les normes IPC ont été mises en place et exigent la mesure de la dilatation thermique, de la transition vitreuse et du point de ramollissement [voir IPC-TM-650 2.4.24.1 Délai de délamination (méthode TMA)].
CTE et Tg- Deux valeurs importantes pour le contrôle de la qualité des composites FR4
La caractéristique importante du matériau pour l'assurance qualité des composites polymères comme le FR4 est la température de transition vitreuse, Tg. Il s'agit du point de température où la structure de la résine époxy commence à se ramollir. Dès que la valeur Tg est atteinte, le matériau commence à se dilater davantage - généralement de 2 à 3 fois plus qu'à l'état solide. L'analyse thermomécanique (TMA) est un outil parfait pour étudier le comportement d'expansion et la température de ramollissement de divers matériaux tels que les polymères, les élastomères et les composites. Elle fournit des informations fondamentales sur le coefficient de dilatation thermique (Coefficient de dilatation thermique linéaire (CLTE/CTE)Le coefficient de dilatation thermique linéaire (CLTE) décrit la variation de longueur d'un matériau en fonction de la température.CTE), la température de transition vitreuse ainsi que sur les propriétés viscoélastiques. Il s'agit d'une méthode très sensible qui peut être utilisée pour déterminer les transitions physiques faibles associées aux changements de module, au Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement ou à la délamination, qui ne peuvent parfois pas être détectées par la calorimétrie différentielle à balayage (DSC).
C'est donc la méthode de choix pour le contrôle de la qualité. Le contrôle de la température maximale de traitement de votre FR4 réduit la probabilité que le circuit imprimé soit endommagé pendant la production des composants.
Délai de décollement - défaillance visible du produit
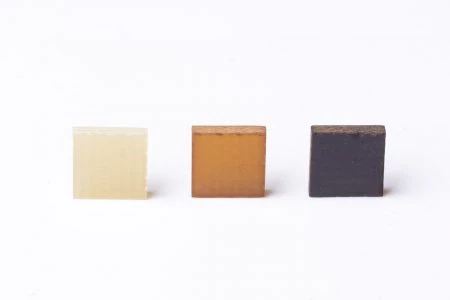
Le circuit imprimé est soumis à des contraintes thermiques pendant l'assemblage, par exemple dans le four de soudure par refusion. Le temps de délamination est important lorsqu'il s'agit de sélectionner un matériau pour une application donnée. La figure ci-dessous montre une mesure sur un échantillon de FR4 au cours de laquelle le temps de délamination a été enregistré. Deux mesures ont été effectuées. Dans les deux cas, l'échantillon a été chauffé à la température d'essai. Ensuite, l'un des échantillons a été maintenu à une température IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme de 260°C (conformément à la norme IPC) et le second à une température IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme de 300°C. Lors de la première mesure à 260°C (ligne verte), le TMA n'a pas détecté de délamination car la courbe reste plate jusqu'à la fin de la mesure. Cependant, à la température plus élevée de 300°C, la dégradation du produit est visible. La seconde mesure enregistre un temps de décollement de 18,1 minutes après avoir été maintenue à une température IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme de 300°C, qui a été atteinte 28 minutes après le début de la mesure. Le TMA détecte clairement la délamination, alors que l'inspection physique de l'échantillon ne montre qu'une certaine décoloration, comme le montrent les photos prises des différents échantillons avant et après les tests.
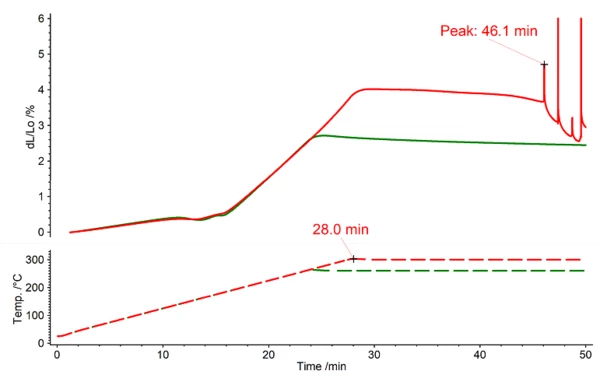
Ce test est devenu particulièrement important depuis l'entrée en vigueur dans l'Union européenne de la directive 2002/95/CE relative à la limitation des substances dangereuses (RoHS 1). Dans le cas des équipements électroniques et électriques, cela concerne, par exemple, l'utilisation de soudures contenant du plomb. Les équipements produits ou vendus sur le marché de l'UE doivent désormais être exempts de plomb. Cela a eu un effet majeur sur la Stabilité thermiqueUn matériau est thermiquement stable s'il ne se décompose pas sous l'influence de la température. Une façon de déterminer la stabilité thermique d'une substance est d'utiliser un ATG (analyseur thermogravimétrique). stabilité thermique requise pour tous les composants, y compris le FR4.
Les processus de production de soudures sans plomb exigent désormais des températures de refusion allant jusqu'à 260°C. Les températures de refusion antérieures n'étaient que de 240°C. Auparavant, les températures de refusion n'étaient que de 240°C. Le FR4 utilisé pour cette étude conviendrait à la fois pour les soudures avec et sans plomb, car les effets de délamination n'ont été détectés qu'à partir d'une température de 300°C. Cependant, tous les matériaux actuellement utilisés comme matériaux de base pour les cartes de circuits électroniques et les assemblages électroniques ne peuvent pas résister aux nouvelles exigences des procédés sans plomb.
L'étude ci-dessus, réalisée à l'aide de l'analyse thermomécanique, montre à quel point la détermination du temps de décollement est importante pour éviter la défaillance des produits et fournir à vos clients des produits de haute qualité. L'analyse thermomécanique est appliquée conformément à la norme IPC pour tester l'adéquation des matériaux. Le nouveau TMA 402 F3 Hyperion® Polymer Edition est spécialement conçu pour mesurer une large gamme de matériaux polymères et convient parfaitement aux besoins de contrôle qualité de l'industrie des composants électroniques.


