Bevezetés
A nejlonkötegelőket az UL által jóváhagyott PA66 (Nylon 66) felhasználásával fröccsöntéssel állítják elő. Jó savállósága, korrózióállósága, szigetelési és mechanikai tulajdonságai, valamint öregedési stabilitása miatt a nylonkötéseket széles körben használják az elektronikus és elektromos készülékek, vezetékek és kábelek, lámpák és lámpák, gépek és berendezések, hajóépítés, építőipar és más iparágakban.
A szakítószilárdság az egyik legfontosabb teljesítménymutatója a nylon nyakkendők, függetlenül attól, hogy a törés a végrészben, a központban vagy a fordított fogakban történik, a törési szilárdságnak magasabbnak kell lennie, mint a húzószilárdság névleges értéke. Ha a törési szilárdság kisebb, mint a névleges érték, az egyik megoldás a jelenlegi nyakkendő cseréje egy másik, nagyobb húzószilárdságú termékre. Figyelembe kell azonban venni a nylon nyakkendő meghibásodásának lehetséges okait, pl. a magas hőmérséklet és a hosszú tárolási idő öregedést és törékenységet eredményez. De a nedvességveszteség is jelentősen befolyásolja a mechanikai tulajdonságokat. Alapvető ok lehet mindig az eredeti anyag olcsó nyersanyagokkal való helyettesítése vagy az újrahasznosított anyagok használata. Végül, de nem utolsósorban a feldolgozási körülmények is jelentős hatással vannak a kötőelemek végső minőségére.
Mintaelőkészítés és mérési feltételek
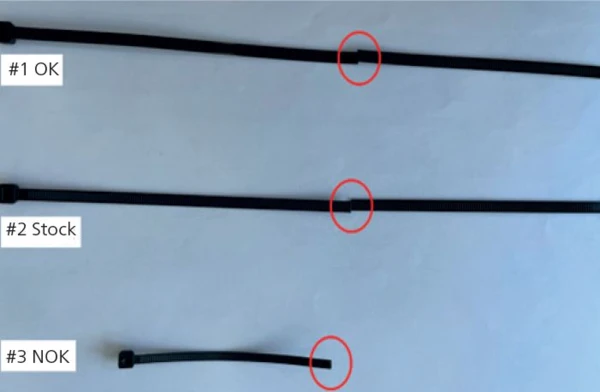
Ebben az alkalmazási megjegyzésben a törés okait a DSC-módszerrel elemeztük; a részletek a következők: Az 1. ábrán látható módon 3 nylon nyakkendőminta van: az 1. minta OK, a 2. minta stock és a 3. minta NOK (középen törött). A mérési feltételeket az 1. táblázat részletezi.
1. táblázat: A DSC-mérések paraméterei
| Minta | Minta #1 OK | Minta #2 Készlet | Minta #3 NOK |
|---|---|---|---|
| A minta tömege [mg] | 9.48 | 9.03 | 9.04 |
| Tégely | Concavus® Al tégelyek, lyukacsos fedéllel | ||
| Hőmérsékleti program | -50°C ... 300°C | ||
| Fűtési/hűtési sebesség | 20 K/perc | ||
| Atmoszféra | Nitrogén (20 ml/perc) | ||
Mérési eredmények
A három minta közötti különbségek összehasonlítása érdekében a fűtési és hűtési görbék a 2. és 3. ábrán láthatók. Az 1. minta, a 2. minta és a 3. minta piros, zöld és kék színnel van ábrázolva.
Az 1. fűtés eredményei szerint az 1. minta olvadási hőmérséklete (261,9°C-os csúcs) a PA66 elméleti Olvadási hőmérsékletek és EnthalpiákEgy anyag fúziós entalpiája, más néven látens hő, annak az energiabevitelnek, jellemzően hőnek a mértéke, amely ahhoz szükséges, hogy egy anyag szilárd állapotból folyékony állapotba kerüljön. Egy anyag olvadáspontja az a hőmérséklet, amelyen szilárd (kristályos) állapotból folyékony (izotróp olvadék) állapotot vált.olvadási hőmérsékletének tartományában van (225°C és 265°C között). A 2. és 3. minta olvadási hőmérséklettartománya meglehetősen hasonló, bár a csúcsok alakja eltérő. Az első melegedési görbe alakját a termomechanikai előzmények (például a feldolgozási körülmények, de a minta előkészítése is) befolyásolják, ezért ezt a továbbiakban nem tárgyaljuk.
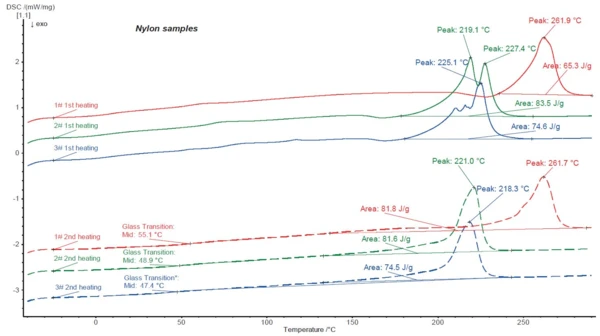
Az anyag közvetlen összehasonlításához jobb a2. fűtési görbéket összehasonlítani, mivel az összes minta hőtörténete most pontosan megegyezik. A 2. és a 3. minta olvadási csúcsai meglehetősen hasonlóak, ami azt jelenti, hogy a 2. és a 3. minta összetétele nagy valószínűséggel megegyezik. Az 1-es minta teljesen eltérő olvadási viselkedést mutat. Ezért feltételezhető, hogy az 1-es minta más anyagból készülhetett.
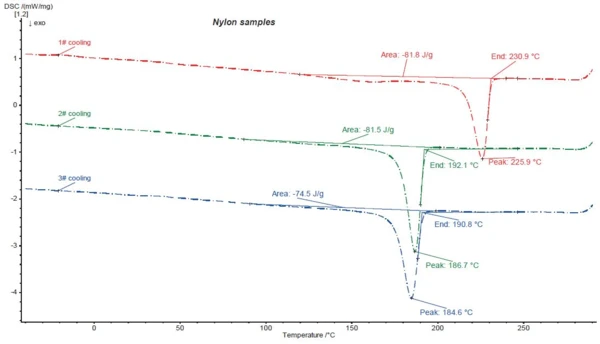
A hűtési görbék azt mutatják, hogy az #1 minta kristályosodási hőmérséklete (225,9°C-os csúcs) magasabb, mint a másik 2 mintáé, a #2 és #3 minták kristályosodási hőmérséklete pedig hasonló.
A2. melegítés és hűtés eredményeit kombinálva feltételezhető, hogy az 1. minta valószínűleg PA66. A 2. és 3. minta anyaga meglehetősen hasonló, és lehet, hogy egy másik típusú poliamidról van szó.
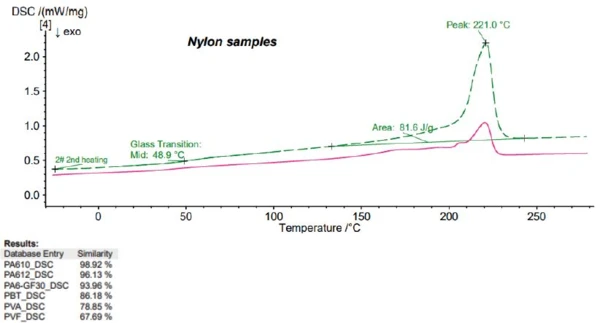
A 2. és 3. minta anyagának meghatározásához a Identify oldalon a Proteus® szoftver Identify funkcióját használtuk. A 2. minta 2. fűtési görbéje és a PA610 közötti hasonlóság eléri a 98,92%-ot (a 4. ábrán a zöld görbe a 2. minta2. fűtési görbéje, a piros görbe pedig az adatbázisban szereplő PA610 szabványgörbéje), ami azt jelzi, hogy a 2. és 3. minta anyaga valószínűleg PA610.
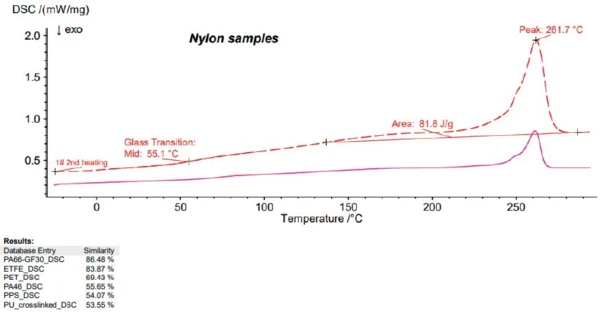
Az 5. ábra az 1. minta2. fűtési görbéjének Identify eredményét mutatja; az 1. minta és a KIMW adatbázisban* szereplő PA66 közötti hasonlóság közel 90%, ami megerősíti az előző feltételezést.
*KIMW adatbázis polimerek DSC méréseihez, együttműködés a Kunststoffinstitut Lüdenscheiddel, Németország
Összefoglaló
A Identify eredményei szerint az 1. OK minta PA66-ból készült, de a 2. raktárminta és a 3. NOK minta PA610-ből készült. A PA66 és a PA610 mechanikai tulajdonságai eltérőek, és az olvadási és kristályosodási viselkedésük sem azonos, még akkor sem, ha ugyanazzal a módszerrel dolgozták fel őket; az egyik túlhevülhet vagy lebomolhat, ami befolyásolhatja a termékek teljesítményét - például könnyen törhet.