Einleitung
Nylonkabelbinder werden im Spritzgussverfahren aus PA66 (Nylon 66) mit UL-Zulassung hergestellt. Aufgrund ihrer guten Säure- und Korrosionsbeständigkeit, Isoliereigenschaften, mechanischen Eigenschaften und Alterungsbeständigkeit werden Nylonkabelbinder häufig in elektronischen und elektrischen Geräten, Drähten und Kabeln, Lampen und Laternen, Maschinen und Geräten im Schiffsbau, Bauwesen und weiteren Industriezweigen eingesetzt.
Die Bruchfestigkeit ist einer der wichtigsten Leistungsindikatoren für Nylonkabelbinder. Unabhängig davon, ob der Bruch am Ende, in der Mitte oder an der Rückseite auftritt, sollte die Bruchfestigkeit über dem Nennwert der Zugfestigkeit liegen. Ist dies der Fall, kann der Kabelbinder durch ein Produkt mit höherer Zugfestigkeit ersetzt werden. Jedoch sollten die möglichen Ursachen für ein Versagen des Nylonkabelbinders berücksichtigt werden; beispielsweise führen hohe Temperaturen und lange Lagerzeiten zu Alterung und Versprödung. Aber auch ein Feuchtigkeitsverlust hat einen erheblichen Einfluss auf die mechanischen Eigenschaften. Eine wesentliche Ursache kann auch der Ersatz des Originalmaterials durch preisgünstigere Rohstoffe oder die Verwendung von Recyclingmaterial sein. Nicht zuletzt haben die Verarbeitungsbedingungen einen großen Einfluss auf die Endqualität der Kabelbinder.
Probenpräparation und Messbedingungen
In dieser Application Note werden die Ursachen für den Bruch eines Kabelbinders mit der DSC-Methode analysiert. In Abbildung 1 sind die drei Nylonkabelbinder, die Probe #1 OK, Probe #2 Lager und Probe #3 NOK (in der Mitte gebrochen), dargestellt.
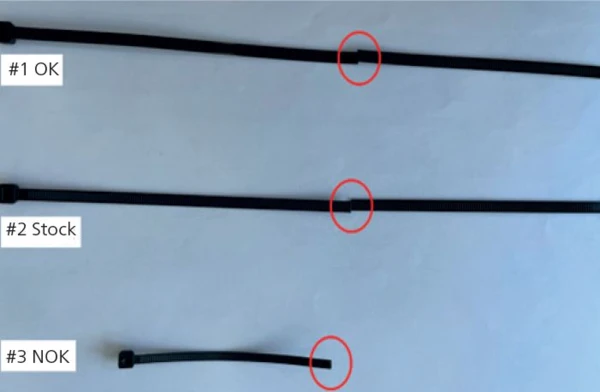
Tabelle 1: Parameters für DSC-Messungen
| Probe | Probe #1 OK | Probe #2 Stock | Probe #3 NOK |
|---|---|---|---|
| Probeneinwaage [mg] | 9,48 | 9,03 | 9,04 |
| Tiegel | Concavus® Al-Tiegel, gelochter Deckel | ||
| Temperaturprogramm | -50 °C ... 300 °C | ||
| Aufheiz-/Abkühlrate | 20 K/min | ||
| Atmosphäre | Stickstoff (20 ml/min) | ||
Messergebnisse
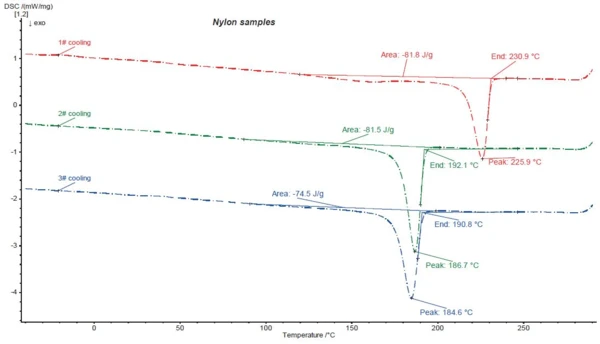
Um die drei Proben besser vergleichen zu können, sind die Aufheiz- und Abkühlkurven in Abbildung 2 bzw. Abbildung 3 dargestellt. Probe #1, Probe #2 und Probe #3 sind in rot, grün und blau dargestellt.
Gemäß den Ergebnissen der 1. Aufheizung liegt die Schmelztemperaturen und SchmelzenthalpienDie Schmelzenthalpie einer Substanz, auch bekannt als latente Wärme, stellt ein Maß der Energiezufuhr dar, typischerweise Wärme, welche notwendig ist, um eine Substanz vom festen in den flüssigen Zustand zu überführen. Der Schmelzpunkt einer Substanz ist die Temperatur, bei der die Substanz von einem festen (kristallinen) in den flüssigen Zustand (isotrope Schmelze) übergeht.Schmelztemperatur (Peak 262 °C) von Probe #1 im Bereich der theoretischen Schmelztemperaturen und SchmelzenthalpienDie Schmelzenthalpie einer Substanz, auch bekannt als latente Wärme, stellt ein Maß der Energiezufuhr dar, typischerweise Wärme, welche notwendig ist, um eine Substanz vom festen in den flüssigen Zustand zu überführen. Der Schmelzpunkt einer Substanz ist die Temperatur, bei der die Substanz von einem festen (kristallinen) in den flüssigen Zustand (isotrope Schmelze) übergeht.Schmelztemperatur von PA66 (225 °C bis 265 °C). Die ersten Aufheizkurven sind beeinflusst durch die thermomechanische Vorgeschichte (z.B. Verarbeitungsbedingungen, aber auch Probenvorbereitung).
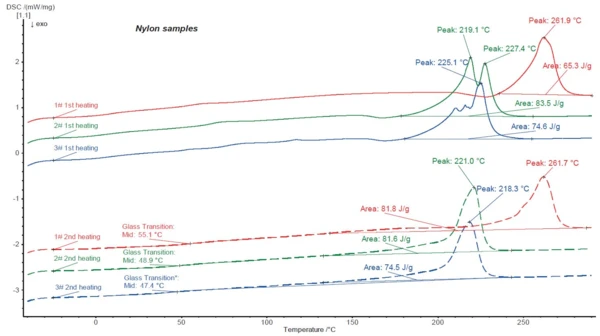
Für einen direkten Materialvergleich werden daher die 2. Aufheizkurven herangezogen. Sie besitzen nun die gleiche thermische Vorgeschichte. Die Schmelzpeaks der Proben # 2 und #3 ähneln sich sehr, was bereits ein Hinweis auf eine ähnliche Zusammensetzung der Proben # 2 und # 3 ist.
Die Abkühlkurven zeigen, dass die Kristallisationstemperatur von Probe #1 (Peak 226 °C) höher ist als die der beiden. Die Kristallisationstemperaturen der Proben #2 und #3 dagegen liegen nahe beieinander.
Kombiniert man die Ergebnisse der Aufheizung und Abkühlung, kann man davon ausgehen, dass es sich bei Probe #1 wahrscheinlich um PA66 handelt. Das Material der Proben #2 und #3 verhält sich ähnlich, wobei die Temperaturen auf einen anderen Polyamidtyp deuten.
Um das Material der Proben #2 und #3 zu identifizieren, wurde die Identify-Funktion der Proteus®®-Software verwendet. Die Ähnlichkeit zwischen der 2. Aufheizkurve von Probe #2 und PA610 beträgt 98,92 % (die grüne Kurve in Abbildung 4 ist die 2. Aufheizkurve der Probe #2 und die rote Kurve ist die Standardkurve für PA610 in der Datenbank), was darauf hindeutet, dass es sich bei dem Material der Proben #2 und #3 um PA610 handelt.
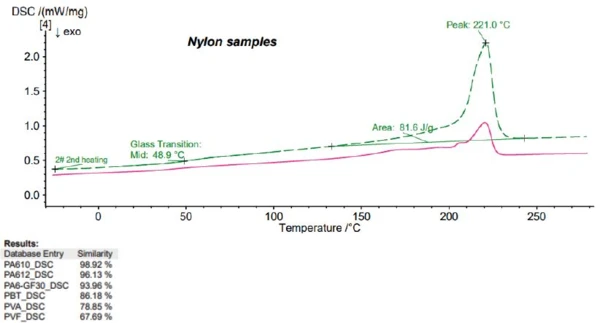
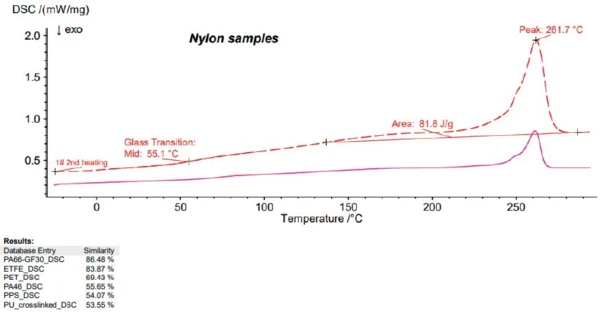
Abbildung 5 zeigt das mittels Identify erhaltene Ergebnis der zweiten Aufheizkurve von Probe #1. Die Ähnlichkeit zwischen Probe #1 und PA66 in der KIMW-Datenbank* beträgt fast 90 %, was die vorherige Annahme bestätigt.
*KIMW-Datenbank für DSC-Messungen an Polymeren, eine Zusammenarbeit mit dem Kunststoffinstitut Lüdenscheid
Fazit
Die Ergebnisse zeigen, dass Probe #1 OK aus PA66 besteht, während Probe #2 Stock und Probe #3 NOK aus PA610 gefertigt sind. Das Schmelz- und Kristallisationsverhalten von PA66 und PA610 ist unterschiedlich. Bei gleichen Verarbeitungsbedingungen kann dies zu einer thermischen Schädigung des Materials und zu einem Materialabbau führen, was in der Folge wiederum die mechanischen Eigenschaften des Materials beeinflusst und zu einem Versagen im Anwendungsfall führen kann.