Einleitung
Epoxidharze sind vielseitige, duroplastische Polymere, die sehr häufig in Beschichtungen, Strukturklebstoffen und faserverstärkten Verbundwerkstoffen eingesetzt werden. Sie härten durch chemisch initiierte Polymerisations- und Vernetzungsreaktionen aus. Der AushärtegradMit Aushärtegrad wird der erreichte Umsatzgrad bei einer Vernetzungsreaktion (Aushärtung) beschrieben.Aushärtegrad hat einen erheblichen Einfluss auf die thermischen, mechanischen und chemischen Eigenschaften des Materials. Daher ist eine präzise Steuerung der Aushärtungsbedingungen unerlässlich, um die Eigenschaften zu optimieren, Fehler zu minimieren und eine effiziente Produktion sicherzustellen.
Dielektrische Analyse
Die dielektrische Analyse (DEA) ist eine hochempfindliche Methode zur Echtzeitüberwachung des Aushärtezustands. In dieser Application Note wird das Aushärteverhalten eines Epoxidharzes bei unterschiedlichen Aufheizraten mithilfe der dielektrischen Analyse (DEA) von NETZSCH und der Software Kinetics Neo für die kinetische Analyse, Vorhersage und Prozessoptimierung veranschaulicht.
Abbildung 1 zeigt das Gerät für die dielektrische Analyse (DEA), mit dem das Aushärtungsverhalten verschiedener reaktiver Materialien direkt vor Ort gemessen werden kann. Mehrere Sensoren ermöglichen eine präzise Messung von Temperatur und gewährleisten so eine optimale Performance und Qualität.

Messbedingungen
In Tabelle 1 sind die Messbedingungen gelistet.
Tabelle 1: Messbedingungen
| Gerät | NETZSCH DEA 288 Ionic |
|---|---|
| Material | Epoxidharz |
| Heizrate | 1, 2 und 3 K/min |
| Sensor | Idex-Sensor |
| Frequenz | 1 kHz |
Messergebnisse und Diskussion
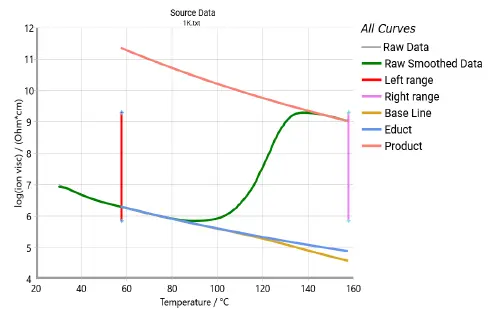
Abbildung 2 zeigt die experimentell ermittelte Kurve des Logarithmus der IonenviskositätDie Ionenviskosität ist der reziproke Wert der Ionenleitfähigkeit, die aus dem dielektrischen Verlustfaktor berechnet wird.Ionenviskosität in Abhängigkeit von der Temperatur (in Grün), aufgenommen mit einer Heizrate von 1 K/min und den in Tabelle 1 aufgeführten Messparametern. Zur Auswertung der Aushärtung (Stufe nach oben) wurde die tangentiale Basislinie angewendet. Der anfängliche Rückgang der Ionenviskosität wird durch deren Temperaturabhängigkeit während der Aufheizung verursacht. Die tangentiale (DEA dynamisch) Basislinie ist temperaturabhängig und wird unter der Annahme der Arrhenius-Aktivierungsenergie Eav für die Ionenviskosität als exp(Eav/RT) berechnet. Die Basislinienparameter werden jedoch zunächst separat für Reaktanten (links) und Produkte (rechts) bestimmt. Die endgültige Basislinie variiert kontinuierlich zwischen den Basislinien der Reaktanten und Produkte und wird anschließend von den gemessenen Daten subtrahiert. Dadurch erscheinen die Daten für die Analyse sowohl vor als auch nach der Reaktion horizontal (siehe Abbildung 3).
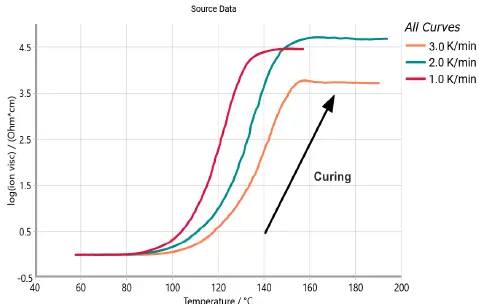
In Abbildung 3 sind die experimentellen Daten (Ionenviskosität) für das Epoxidharz dargestellt, das mit Heizraten von 1, 2 und 3 K/min ausgehärtet wurde. Während der Aushärtung steigt die Ionenviskosität stark an. Höhere Heizraten verschieben den Beginn der Aushärtung zu höheren Temperaturen. Aufgrund der Temperaturabhängigkeit des Prozesses führt dies zu unterschiedlichen Endwerten der Ionenviskosität.
Kinetische Analyse
Umsatzgrad (Aushärtung)
Der Umsatzgrad α (Aushärtung) wird von der Software Kinetics Neo aus der DEA-Messung berechnet und liegt im Bereich von 0 bis 1. In der thermischen Analyse für Aufheizmessungen wird der Umsatz operativ als das Verhältnis des zum Zeitpunkt t beobachteten thermoanalytischen Effekts zu diesem Zeitpunkt zum gesamten thermoanalytischen Effekt definiert. Für DEA lautet die Definition des thermoanalytischen Umsatzes wie folgt:
ν0(t) ist die temperaturabhängige Ionenviskositätskurvedes Reaktanten zum Zeitpunkt t
νfinal(t) ist die temperaturabhängige Ionenviskositätskurve des Produkts zum Zeitpunkt t
ν(t) ist die aktuelle Ionenviskosität zum Zeitpunkt t
Abbildung 4 zeigt die DEA-Messdaten für das Epoxidharz bei Heizraten von 1, 2 und 3 K/min. Mithilfe der Software „Kinetics Neo” wurde ein kinetisches Modell erstellt, wobei die Rauten die experimentellen Daten und die durchgezogenen Linien die angepassten Kurven darstellen.
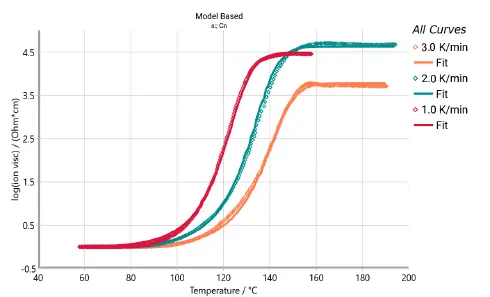
Die Parameter des einstufigen Modells, basierend auf einer Reaktion 1. Ordnung mit Autokatalyse (Cn), sind in Tabelle 2 zusammengefasst.
Tabelle 2: Kinetikparameter für das Epoxidharz
| Reaktionsstufe | A → B |
|---|---|
| Reaktionstyp | Cn |
| Aktivierungsenergie | 81,85 |
Log (Präexponentialfaktor [Log/ (1/s)] | 7,49 |
| Reaktionsordnung | 1,11 |
| Log (Autocat Präexponentialfaktor [Log(1/s)] | 0,67 |
| Beitrag | 1 |
| Besimmungskoeffizient (R²) | 0.9995 |
Isotherme Vorhersage
Das kinetische Modell kann nun zur Vorhersage von Ergebnissen in Abhängigkeit von der Zeit und Temperatur herangezogen werden.
Abbildung 5 veranschaulicht den Einfluss der Temperatur auf den Aushärteprozess von Epoxidharz unter isothermen Bedingungen von 50 °C bis 150 °C. Bei niedrigeren Temperaturen verläuft die Aushärtung langsam, während höhere Temperaturen den Prozess beschleunigen. So wird bei 150 °C bereits nach 0,2 Stunden eine vollständige Umwandlung erreicht (Tabelle 3).
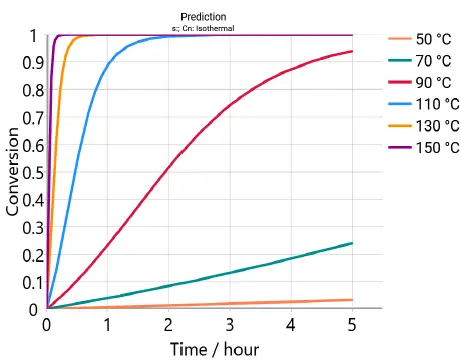
Tabelle 3: Aushärtegrad (α) in Abhängigkeit von der Temperatur
| Temperatur (°C) | Zeit (Stunden) | Umsatzgrad (α) |
|---|---|---|
| 50 | 5 | 0,033 |
| 90 | 5 | 0,939 |
| 150 | 5 | 1 |
Przessoptimierung
Abbildung 6(a) zeigt, dass der Aushärteprozess des Epoxidharzes bei Verwendung eines nicht optimierten Temperaturprofils innerhalb von 108 Minuten eine Umwandlung von 0,995 erreicht. Abbildung 6(b) zeigt im Gegensatz dazu, dass mit einem optimierten Temperaturprofil derselbe Umwandlungsgrad viel schneller, nämlich innerhalb von nur 45 Minuten, erreicht wird. Dabei beträgt die Umwandlungsrate 2 %/min, sodass sich die Aushärtungszeit um ca. 58,3 % reduziert. Das optimierte Temperaturprofil enthält zwei Aufhheizsegmente, gefolgt von Isothermen, die für einen industriellen Aushärteprozess typisch sind.
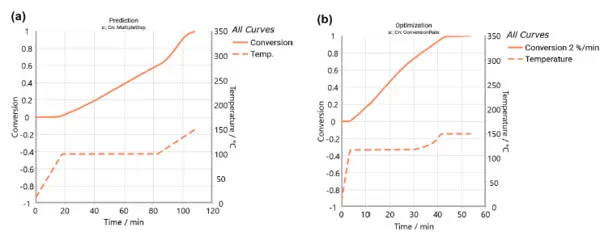
(b) Optimiertes Temperaturprofil (gestrichelte Linien) und vorhergesagter Umsatzgrad (durchgezogene Linien) für den Aushärteprozess des Epoxidharzes.
Fazit
Die dielektrische Analyse (DEA) ermöglicht in Komb der Aushärtung eines Epoxidharzes. Dadurch können kinetische Parameter effektiv bestimmt und der Aushärtegrad unter verschiedenen Bedingungen vorhergesagt werden.
Durch Simulation vorhergesagte und zur Aufrechterhaltung einer konstanten Umwandlungsrate von 2 %/min berechnete Temperaturprofile optimierten den Aushärteprozess. Durch die Verfeinerung dieser Profile konnte die gesamte Reaktionszeit von 108 auf 45 Minuten reduziert werden, was einer Reduzierung von etwa 58 % entspricht.
Vorteile der kinetischen Analyse
Prozessoptimierung & Zeitersparnis: Optimierte Temperaturprofile können die Aushärtezeit reduzieren und den Energieverbrauch senken.
Genaue Vorhersage der Aushärteverhaltens: Liefert zuverlässige Vorhersagen unter verschiedenen Bedingungen und reduziert dadurch den Trial-and-Error-Ansatz.