Inledning
Epoxihartser är mångsidiga värmehärdande polymerer som används i stor utsträckning i ytbeläggningar, strukturella lim och fiberförstärkta kompositmaterial. De härdar genom kemiskt initierade polymerisations- och Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.tvärbindningsreaktioner. Härdningsgraden har en betydande effekt på materialets termiska, mekaniska och kemiska egenskaper. Därför är exakt kontroll av härdningsförhållandena avgörande för att optimera prestanda, minimera defekter och säkerställa en effektiv produktion.
Dielektrisk analys
Dielektrisk analys (DEA) är en mycket känslig metod för övervakning av härdningstillståndet i realtid. I den här applikationsnoten beskrivs härdningsbeteendet hos ett epoxiharts vid olika uppvärmningshastigheter med hjälp av NETZSCH Dielectric Analysis (DEA) och programvaran Kinetics Neo för kinetisk analys, prediktion och processoptimering.
Figur 1 visar instrumentet för dielektrisk analys (DEA), som möjliggör in-situ-mätningar av härdningsbeteendet hos olika reaktiva material. Flera sensorer möjliggör exakt mätning av temperaturen, vilket säkerställer optimal prestanda och kvalitet.

Mätförhållanden
Mätförhållandena anges i tabell 1.
Tabell 1: Mätförhållanden
| Instrument | NETZSCH DEA 288 Ionic |
|---|---|
| Material | Epoxiharts |
| uppvärmningshastighet | 1, 2 och 3 K/min |
| Sensor | Idex-sensor |
| Frekvens | 1 kHz |
Mätresultat och diskussion
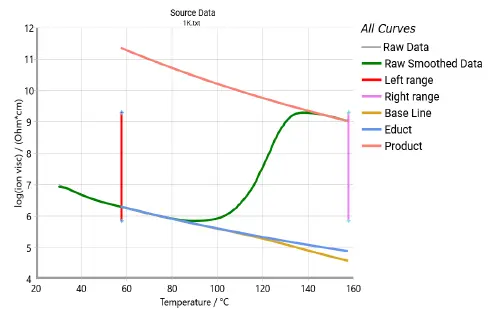
Figur 2 visar den typiska experimentella datakurvan vid en uppvärmningshastighet på 1 K/min, som erhållits med hjälp av mätparametrarna i tabell 1. Den tangentiella baslinjen tillämpades. Den initiala minskningen i Ionic viskositet orsakas av jonviskositetens temperaturberoende under uppvärmningen. Den tangentiella (DEA Dynamic) baslinjen är temperaturberoende och beräknas som exp(Eav/RT) med antagande av Arrhenius aktiveringsenergi, Eav, för jonviskositeten. Baslinjeparametrarna bestäms dock initialt separat för reaktanter (vänster) och för produkter (höger). Den slutliga baslinjen varierar kontinuerligt mellan reaktant- och produktbaslinjerna och subtraheras sedan från de uppmätta data. Som ett resultat av detta ser analysdata horisontella ut både före och efter reaktionen (se figur 3).
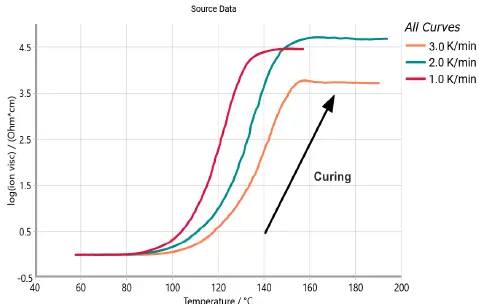
I figur 3 visas experimentella logdata (JonviskositetJonviskositeten är det reciproka värdet av jonledningsförmågan, som beräknas utifrån den dielektriska förlustfaktorn.jonviskositet) för epoxihartset som härdats vid uppvärmningshastigheter på 1, 2 och 3 K/min. Jonviskositeten ökar kraftigt under härdningen, och högre uppvärmningshastigheter förskjuter härdningens början till högre temperaturer, vilket resulterar i olika slutliga viskositetsvärden på grund av processens temperaturberoende.
Kinetisk analys
Grad av omvandling (Cure)
Konverteringsgraden, α, beräknas av programvaran Kinetics Neo från DEA-mätningen, där α varierar mellan 0 och 1. För värmemätningar i termisk analys definieras omvandlingen tydligen som den termoanalytiska effekten vid tidpunkten t dividerad med den totala termoanalytiska effekten vid samma tidpunkt. För DEA är definitionen av termoanalytisk omvandling följande:
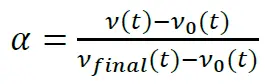
ν0(t) är den temperaturberoende baslinjen för Log (JonviskositetJonviskositeten är det reciproka värdet av jonledningsförmågan, som beräknas utifrån den dielektriska förlustfaktorn.jonviskositet) för den ohärdade reaktanten
νfinal(t) är den temperaturberoende baslinjen för Log (JonviskositetJonviskositeten är det reciproka värdet av jonledningsförmågan, som beräknas utifrån den dielektriska förlustfaktorn.jonviskositet) för det härdade materialet
ν(t) är den aktuella jonviskositeten vid tidpunkten t
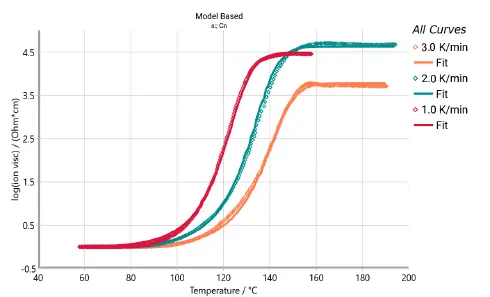
Figur 4 visar DEA-mätdata för epoxiharts vid uppvärmningshastigheterna 1, 2 och 3 K/min. En kinetisk modell upprättades med hjälp av programvaran Kinetics Neo, med rombsymboler som anger experimentella data och heldragna linjer som representerar de anpassade kurvorna.
De kinetiska parametrarna för epoxihartset framgår av tabell 2.
Tabell 2: Kinetiska parametrar för epoxiharts
| Reaktionssteg | A → B |
|---|---|
| Typ av reaktion | Cn |
| Aktiveringsenergi | 81.85 |
Log (pre-exponentiell faktor [Log/ (1/s)] | 7.49 |
| Reaktionsordning | 1.11 |
| Log (Autocat pre-exponentiell faktor [Log(1/s)]) | 0.67 |
| Bidrag | 1 |
| Bestämningskoefficient (R²) | 0.9995 |
Isotermisk förutsägelse
Den kinetiska modellen kan nu användas för att förutsäga härdningsprocessen som en funktion av tid och temperatur. Figur 5 visar den förväntade omvandlingsgraden för härdningen av ett epoxiharts under olika isotermiska förhållanden från 50°C till 150°C, vilket illustrerar temperaturens inverkan på härdningsprocessen. Vid lägre temperaturer är härdningen långsam, medan högre temperaturer påskyndar processen; full konvertering uppnås snabbt vid 150°C inom bara 0,2 timmar (tabell 3).
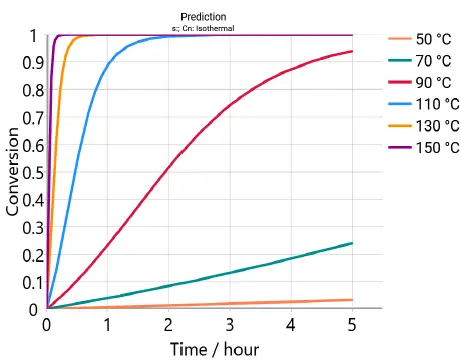
Tabell 3: Härdningsgrad (α) mot temperatur
| Temperatur (°C) | Tid (timmar) | Grad av omvandling (α) |
|---|---|---|
| 50 | 5 | 0.033 |
| 90 | 5 | 0.939 |
| 150 | 5 | 1 |
Optimering av processen
Figur 6(a) visar att med en icke-optimerad temperaturprofil når härdningsprocessen en omvandling på 0,995 inom 108 minuter. I kontrast till detta visar figur 6(b) att med en optimerad temperaturprofil uppnås samma omvandlingsnivå mycket snabbare, inom bara 45 minuter med en omvandlingshastighet på 2%/min, vilket minskar härdningstiden med cirka 58,3%. Den optimerade temperaturprofilen innehåller två värmesegment som följs av isotermer, vilket är typiskt för en industriell härdningsprocess.
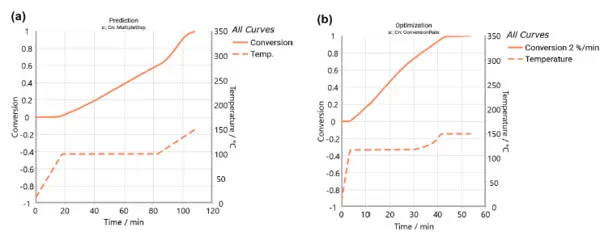
(b) Optimerad temperaturprofil (streckad linje) och beräknad omvandlingsgrad (heldragen linje) för härdningsprocessen av epoxiharts.
Slutsats
Dielektrisk analys (DEA) med Kinetics Neo möjliggör exakt övervakning i realtid och kinetisk analys av härdningen av ett epoxiharts, vilket ger en effektiv bestämning av kinetiska parametrar och förutsägelse av härdningsgraden under olika förhållanden.
Härdningsprocessen optimerades med hjälp av temperaturprofiler som förutspåddes genom simulering och beräknades för att upprätthålla en konstant omvandlingshastighet på 2%/min. Genom att förfina dessa profiler kunde den totala omvandlingstiden minskas från 108 till 45 minuter, en minskning med cirka 58%.
Fördelar med kinetisk analys
Processoptimering och tidsbesparingar: Optimerade temperaturprofiler minskar härdningstiden och sänker energiförbrukningen.
Exakta förutsägelser av härdningsbeteende: Ger tillförlitliga prognoser under olika förhållanden och minskar risken för försök och misstag.