Introduktion
Epoxyharpikser er alsidige termohærdende polymerer, der i vid udstrækning anvendes i belægninger, strukturelle klæbemidler og fiberforstærkede kompositmaterialer. De hærder gennem kemisk initierede polymerisations- og Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.tværbindingsreaktioner. Hærdningsgraden har en betydelig effekt på materialets termiske, mekaniske og kemiske egenskaber. Derfor er præcis kontrol af hærdningsbetingelserne afgørende for at optimere ydeevnen, minimere fejl og sikre en effektiv produktion.
Dielektrisk analyse
Dielektrisk analyse (DEA) er en meget følsom metode til overvågning af hærdningstilstanden i realtid. Denne applikationsnote præsenterer hærdningsadfærden for en epoxyharpiks ved forskellige opvarmningshastigheder ved hjælp af NETZSCH Dielectric Analysis (DEA) og Kinetics Neo -softwaren til kinetisk analyse, forudsigelse og procesoptimering.
Figur 1 viser instrumentet til dielektrisk analyse (DEA), som muliggør in-situ-målinger af forskellige reaktive materialers hærdningsadfærd. Flere sensorer giver mulighed for præcis måling af temperatur, hvilket sikrer optimal ydeevne og kvalitet.

Målebetingelser
Målebetingelserne er angivet i tabel 1.
Tabel 1: Målebetingelser
| Instrument | NETZSCH DEA 288 Ionic |
|---|---|
| Materiale | Epoxyharpiks |
| opvarmningshastighed | 1, 2 og 3 K/min |
| Sensor | Idex-sensor |
| Frekvens | 1 kHz |
Måleresultater og diskussion
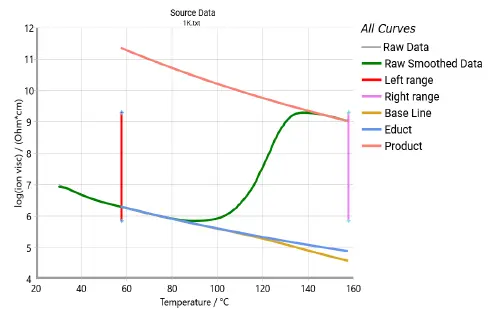
Figur 2 viser den typiske eksperimentelle datakurve ved en opvarmningshastighed på 1 K/min, opnået ved hjælp af måleparametrene i tabel 1. Den tangentielle basislinje blev anvendt. Det indledende fald i Ionic viskositet er forårsaget af ionviskositetens temperaturafhængighed under opvarmning. Den tangentielle (DEA Dynamic) basislinje er temperaturafhængig og beregnes som exp(Eav/RT) under antagelse af Arrhenius-aktiveringsenergien, Eav, for ionviskositeten. Grundlinjeparametrene bestemmes dog oprindeligt separat for reaktanter (til venstre) og for produkter (til højre). Den endelige basislinje varierer kontinuerligt mellem reaktant- og produktbasislinjerne og trækkes derefter fra de målte data. Resultatet er, at analysedataene ser vandrette ud både før og efter reaktionen (se figur 3).
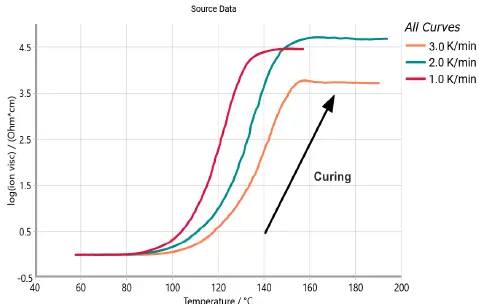
Figur 3 viser de eksperimentelle logdata (Ion-viskositetIonviskositet er den reciprokke værdi af ionledningsevnen, som beregnes ud fra den dielektriske tabsfaktor.ionviskositet) for epoxyharpiksen, der er hærdet ved opvarmningshastigheder på 1, 2 og 3 K/min. Ionviskositeten stiger kraftigt under hærdningen, og højere opvarmningshastigheder flytter starten på hærdningen til højere temperaturer, hvilket resulterer i forskellige endelige viskositetsværdier på grund af processens temperaturafhængighed.
Kinetisk analyse
Grad af omdannelse (Cure)
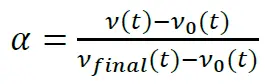
Omdannelsesgraden, α, beregnes af Kinetics Neo -softwaren ud fra DEA-målingen, hvor α går fra 0 til 1. For varmemålinger i termisk analyse defineres konverteringen tilsyneladende som den termoanalytiske effekt på tidspunktet t divideret med den samlede termoanalytiske effekt på samme tidspunkt. For DEA er definitionen af termoanalytisk konvertering som følger:
ν0(t) er den temperaturafhængige baseline for Log (Ion-viskositetIonviskositet er den reciprokke værdi af ionledningsevnen, som beregnes ud fra den dielektriske tabsfaktor.ionviskositet) for den uhærdede reaktant
νfinal(t) er den temperaturafhængige baseline for Log (Ion-viskositetIonviskositet er den reciprokke værdi af ionledningsevnen, som beregnes ud fra den dielektriske tabsfaktor.ionviskositet) for det hærdede materiale
ν(t) er den aktuelle Ion-viskositetIonviskositet er den reciprokke værdi af ionledningsevnen, som beregnes ud fra den dielektriske tabsfaktor.ionviskositet på tidspunktet, t
Figur 4 viser DEA-måledataene for epoxyharpiksen ved opvarmningshastigheder på 1, 2 og 3 K/min. En kinetisk model blev etableret ved hjælp af Kinetics Neo -softwaren, hvor rombesymboler angiver de eksperimentelle data, og fuldt optrukne linjer repræsenterer de tilpassede kurver.
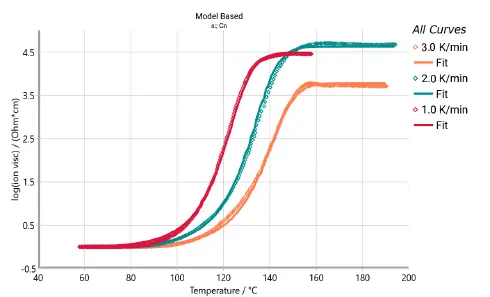
De kinetiske parametre for epoxyharpiksen er beskrevet i tabel 2.
Tabel 2: Kinetiske parametre for epoxyharpiksen
| Reaktionstrin | A → B |
|---|---|
| Reaktionstype | Cn |
| Aktiveringsenergi | 81.85 |
Log (præeksponentiel faktor [Log/(1/s)] | 7.49 |
| Reaktionsorden | 1.11 |
| Log (Autocat præeksponentiel faktor [Log(1/s)]) | 0.67 |
| Bidrag | 1 |
| Bestemmelseskoefficient (R²) | 0.9995 |
IsotermiskTest ved kontrolleret og konstant temperatur kaldes isotermiske.Isotermisk forudsigelse
Den kinetiske model kan nu anvendes til at forudsige hærdningsprocessen som en funktion af tid og temperatur. Figur 5 viser den forudsagte omdannelsesgrad for hærdningen af en epoxyharpiks under forskellige isotermiske forhold fra 50 °C til 150 °C, hvilket illustrerer temperaturens effekt på hærdningsprocessen. Ved lavere temperaturer er hærdningen langsom, mens højere temperaturer fremskynder processen; fuld omdannelse opnås hurtigt ved 150 °C inden for kun 0,2 timer (tabel 3).
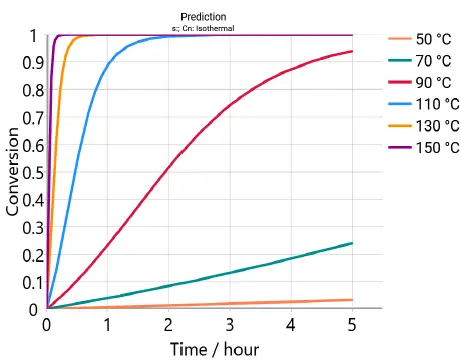
Tabel 3: Hærdningsgrad (α) i forhold til temperatur
| Temperatur (°C) | Tid (timer) | Grad af konvertering (α) |
|---|---|---|
| 50 | 5 | 0.033 |
| 90 | 5 | 0.939 |
| 150 | 5 | 1 |
Optimering af processen
Figur 6(a) viser, at med en ikke-optimeret temperaturprofil når hærdningsprocessen en konvertering på 0,995 inden for 108 minutter. I modsætning hertil viser figur 6(b), at med en optimeret temperaturprofil opnås det samme konverteringsniveau meget hurtigere, inden for kun 45 minutter ved en konverteringsrate på 2 %/min, hvilket reducerer hærdningstiden med ca. 58,3 %. Den optimerede temperaturprofil indeholder to varmesegmenter efterfulgt af isotermer, hvilket er typisk for en industriel hærdningsproces.
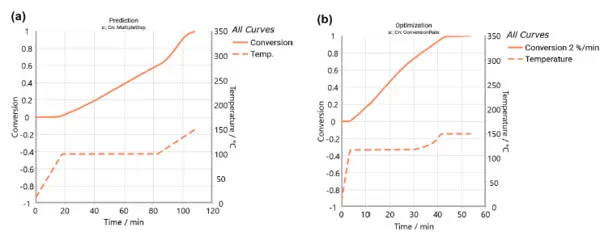
(b) Optimeret temperaturprofil (stiplet linje) og forudsagt omdannelsesgrad (heltrukken linje) for epoxyharpiksens hærdningsproces.
Konklusion
Dielektrisk analyse (DEA) med Kinetics Neo muliggør præcis overvågning og kinetisk analyse i realtid af hærdningen af en epoxyharpiks, effektiv bestemmelse af kinetiske parametre og forudsigelse af hærdningsgraden under forskellige forhold.
Temperaturprofiler, der blev forudsagt gennem simulering og beregnet til at opretholde en konstant konverteringsrate på 2 %/min, optimerede hærdningsprocessen. Ved at forfine disse profiler blev den samlede omdannelsestid reduceret fra 108 til 45 minutter, en reduktion på ca. 58 %.
Fordele ved kinetisk analyse
Procesoptimering og tidsbesparelser: Optimerede temperaturprofiler reducerer hærdningstiden og sænker energiforbruget.
Nøjagtig forudsigelse af hærdningsadfærd: Giver pålidelige prognoser under forskellige forhold og reducerer antallet af forsøg og fejl.