Introduzione
Effettuare misure reologiche al taglio su campioni con un'elevata frazione di solidi può presentare delle difficoltà su un reometro rotazionale, poiché il campione può essere soggetto a fratturarsi anche a velocità di taglio basse o medium. In questo caso, i dati mostrano un'improvvisa e brusca diminuzione dello sforzo di taglio quando il campione si rompe sul bordo del gap geometrico.
Un esempio di sospensione concentrata soggetta a questi effetti è il dentifricio. I dentifrici sono generalmente composti da un abrasivo, un addensante polimerico e un disperdente in una base acquosa, insieme ad aromi e conservanti. Questi materiali altamente impaccati mostrano tipicamente una frattura al taglio rotazionale, che può essere problematica quando si valutano le prestazioni in condizioni rilevanti per l'applicazione. Nel caso dei dentifrici, può essere difficile determinare le caratteristiche di flusso rilevanti per la lavorazione e spesso è difficile prevedere come il dentifricio finito uscirà dal tubetto e arriverà allo spazzolino.
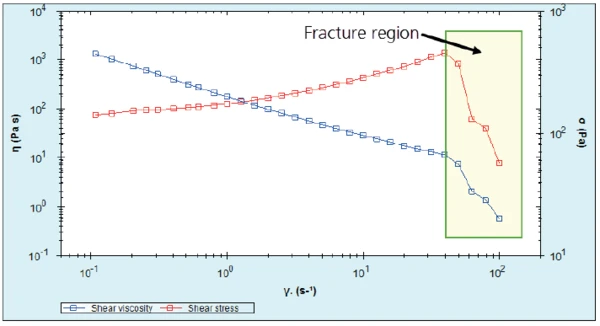
La Figura 1 mostra il profilo della curva di flusso di equilibrio di un tipico dentifricio. Si noti la forte diminuzione della viscosità a 40 s-1, che corrisponde alla frattura del dentifricio tra la geometria superiore e quella inferiore.
La frattura del campione può essere ritardata (in termini di velocità di taglio) dall'uso di una geometria a piatti paralleli, che consente l'applicazione di un smallgap di dimensioni maggiori, ma non può essere eliminata del tutto. L'uso di una fessura stretta può in realtà essere dannoso nel caso di materiali altamente riempiti contenenti large particelle, poiché è necessario utilizzare una fessura large sufficiente per evitare che le particelle si incastrino sotto il taglio[1].
Una tecnica alternativa per misurare le proprietà di flusso di taglio di tali sistemi è lo squeeze flow. Si tratta di caricare un campione tra piastre parallele, quindi di misurare la forza normale generata dal campione mentre la fessura si chiude, ad esempio, a velocità costante. Laun et al. hanno sviluppato un metodo che tiene conto dello slittamento parziale della parete (Laun, Rady, & Hassager, 1999) per convertire i dati relativi alla fessura e alla forza normale in sforzo di taglio e velocità di taglio, consentendo di calcolare la viscosità di taglio in funzione della velocità di taglio. La massima velocità di taglio disponibile a una determinata velocità di gapping è limitata dalla massima capacità di forza normale del reometro, ma spesso può superare la velocità di taglio ottenibile con la reometria rotazionale, quando il campione presenta una frattura del bordo.
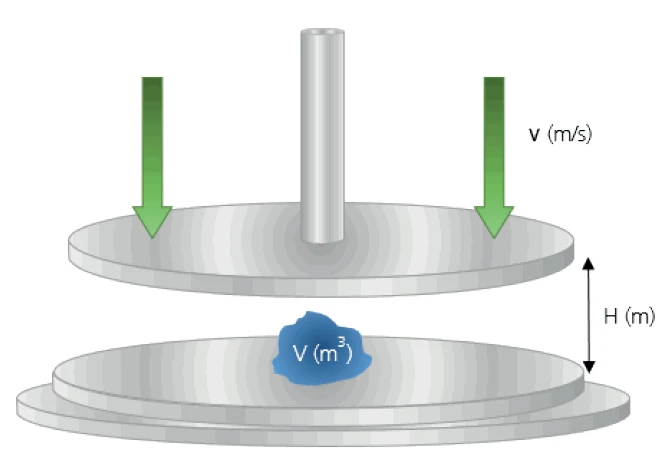
La metodologia prevede che un volume definito di campione venga caricato al centro della piastra geometrica inferiore e che la piastra superiore venga abbassata a velocità costante fino a raggiungere una fessura finale definita (vedi Figura 2). La forza verso l'alto generata dal campione che resiste al movimento verso il basso della geometria e il corrispondente gap vengono misurati in funzione del tempo.
Sperimentale
- Il comportamento del flusso di spremitura di una pasta dentifricia è stato valutato a velocità di spremitura di 2 mm/s e 10 mm/s.
- ots Le misure sono state eseguite su aliquote da 1 g di dentifricio, utilizzando un reometro rotazionale Kinexus con una cartuccia a piastra di Peltier e un sistema di misura a piastra parallela da 60 mm, utilizzando una sequenza di flusso di spremitura nel software rSpace for Kinexus.
- I dati della curva di flusso rotazionale di confronto sono stati generati utilizzando una piastra parallela irruvidita da 40 mm con uno spazio di 1 mm e utilizzando una sequenza rSpace standard preconfigurata.
- Tutte le misurazioni sono state eseguite alla temperatura di 25°C.
- La massa del campione è stata convertita in volume utilizzando una densità del dentifricio di 1,3 g/cm3.
Risultati e discussione
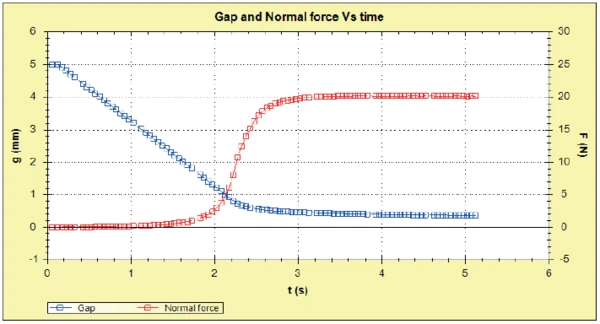
La Figura 3 mostra un profilo di gap e di forza normale per un dentifricio, con una velocità di gapping di 2 mm/s. La linea blu, che rappresenta il gap, mostra l'avvicinamento della piastra della geometria superiore al campione. Quando la piastra entra in contatto con il campione, forma un cilindro compresso di diametro crescente e la linea rossa, che rappresenta la forza normale, inizia ad aumentare. Quando la geometria superiore raggiunge la distanza finale definita, la forza di compressione diventa costante, poiché la compressione cessa.
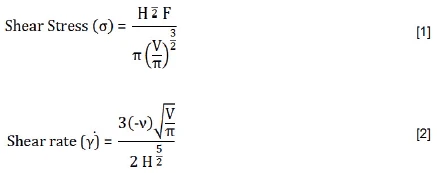
I dati relativi alla forza normale e alla distanza vengono quindi convertiti automaticamente in sforzo di taglio e velocità di taglio, rispettivamente, al termine dell'azione di misura, utilizzando le equazioni [1] e [2]. La viscosità di taglio viene quindi calcolata dividendo lo sforzo di taglio risultante per la velocità di taglio corrispondente.
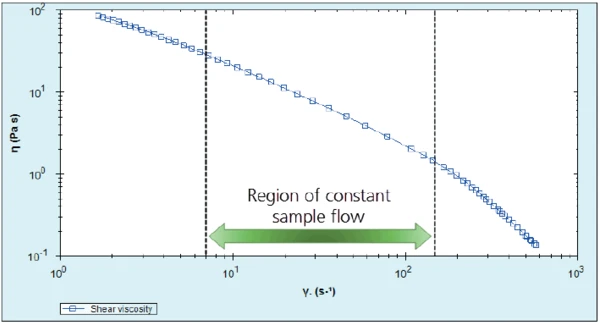
La curva di flusso risultante, generata dai dati di squeeze flow utilizzando una velocità di gapping di 2 mm/s, è mostrata nella Figura 4. Questo grafico mostra tre regioni distinte in termini di comportamento del campione: fino a circa 7 s-1 il campione inizia a fluire mentre le forze di compressione iniziano ad aumentare; a partire da 7 s-1, il profilo di viscosità mostra un cambiamento di gradiente mentre il campione mostra un flusso; un ulteriore cambiamento di gradiente si verifica al di sopra di 150 s-1 quando le forze di compressione raggiungono il massimo e il flusso del campione si arresta. Per questo motivo, dalla misurazione vengono utilizzati solo i dati relativi al flusso costante del campione.
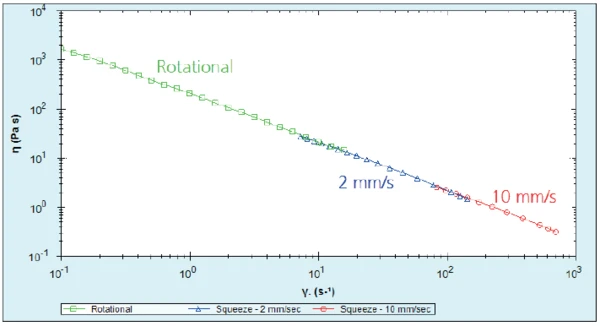
Il test di flusso di spremitura è stato ripetuto per una nuova aliquota di dentifricio da 1 g e questa volta utilizzando una velocità di gommatura di 10 mm/s. La Figura 5 mostra un confronto tra i dati a 2 e 10 mm/s e i dati di flusso all'equilibrio ottenuti con la reometria rotazionale tradizionale.
Si può notare che i dati di squeeze flow corrispondono molto bene a quelli rotazionali, estendendo la velocità di taglio da un massimo di 20 s-1 per le misure rotazionali, a 700 s-1 per le misure di squeeze flow. Naturalmente, campioni diversi possono essere più o meno adatti alla tecnica di squeeze flow rispetto a quella qui illustrata, per cui si raccomanda di eseguire misure di prova per qualsiasi nuova analisi.
Conclusione
Un reometro rotazionale Kinexus con funzionalità avanzate di test assiale può essere utilizzato per estendere l'intervallo di shear rate misurabile di sospensioni concentrate, che sono inclini alla frattura, utilizzando la tecnica dello squeeze flow. Le viscosità calcolate per il dentifricio, ottenute con misure di squeeze flow, hanno fornito dati comparabili a quelli della reometria rotazionale tradizionale e hanno esteso l'intervallo di shear rate di quasi due ordini di grandezza.
Nota a piè di pagina
[1] La dimensione della fessura deve essere pari a 10 volte la dimensione della particella massima, in modo che vi sia abbastanza spazio libero tra le particelle per consentire loro di muoversi liberamente. Con l'aumento della velocità di taglio e un gap stretto, le particelle di large tendono a incastrarsi tra loro, falsando il comportamento del flusso.