用語集
バグリー補正
ロザンド高圧キャピラリレオメータシステムは、寸法が既知の高精度のダイを通して試料を制御された押し出し (体積流による) を可能にします。これにより、一般的に高い力 (または圧力) および/または高いせん断速度の条件下で、材料の流動特性を評価することができます。
なぜバグリー補正なのか?
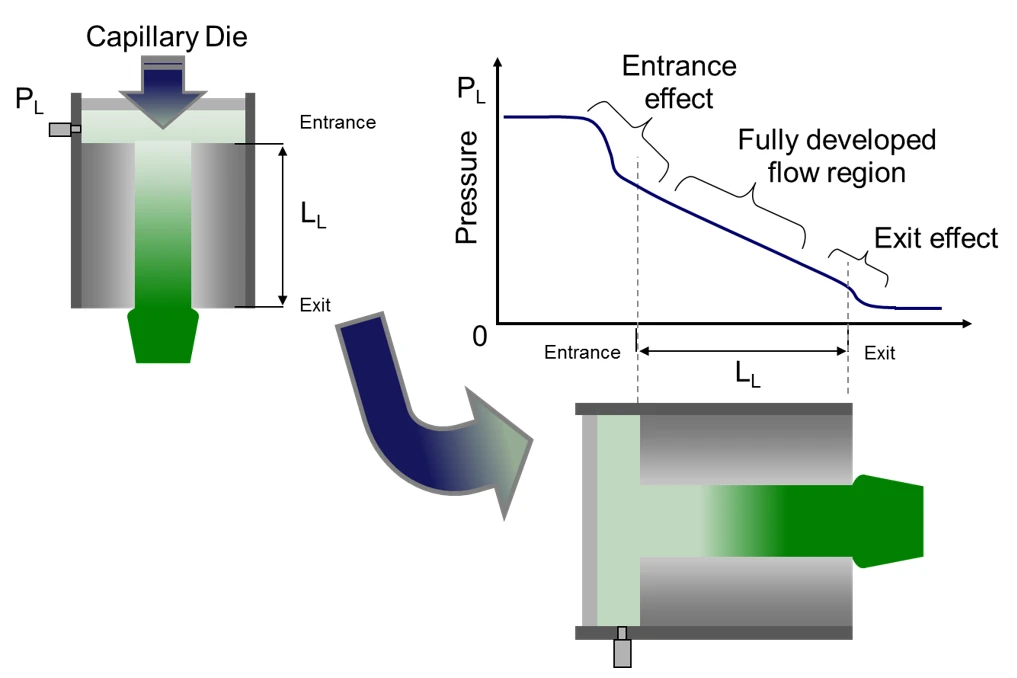
高圧キャピラリレオメータの測定では、一般的に直径 15 mm のバレルから直径 1 mm のダイに材料が流れます。材料をダイに加速するのに必要な圧力は、ダイ入口で測定されます。したがって、測定値には、材料をダイ内でせん断するのに必要な圧力だけでなく、供給流路内の低い流速から丸いダイまたはキャピラリ内のはるかに高い流速まで、溶融を加速するのに必要な圧力も含まれます。この流速変化は圧力変化を引き起こし、以下の式で考えることができる(図1参照)。
ΔPmeasured=ΔPentry+ΔPshear+ΔPoutlet
その結果、圧力変換器は、ダイ内の圧力降下を超える圧力降下を測定します。
真のせん断粘度の計算に必要な真の壁せん断応力を得るためには、これらの影響を補正することが不可欠です。このプロセスはバグリー補正と呼ばれます。
バグリー補正の方法は?
- 歴史的バグリー補正
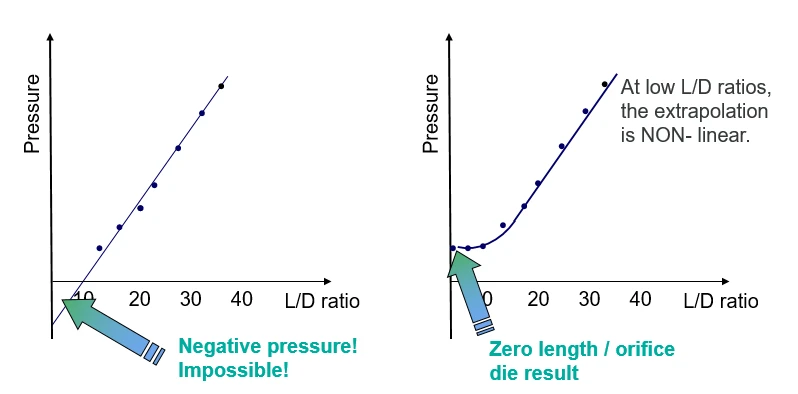
一つの解決策は、DIN 11443規格に記載されている方法を使用することです。この規格では、同じ直径で長さが短くなる(L/D比が異なる)一連のダイスで圧力損失を測定します。測定されたポイントに線形フィットが行われ、長さ0のL/D比への外挿が可能になります(図2)。

しかし、L/D = 0の場合の外挿の結果は、L/D比が低いと外挿が線形にならないことがあるため、しばしば正しくない負圧になります(図3)。
- 一度の測定でバグリー補正:ツインボアバレル
入口と出口の影響を補正する別の方法は、オリフィスダイ(一般的な長さは250 µm)をツインボア装置の長いキャピラリーダイと一緒に使用することです。この方法では、入口圧力損失を直接測定することができます。)この方法の特筆すべき利点は、ツインボア型キャピラリレオメーターを使用した1回の試験で測定と補正が行えるため、従来のバグリー補正で必要だった最低3回の試験が不要になることです。

FlowMaster の自動計算 :ワンクリックでバグリー補正
NETZSCH FlowMaster ソフトウェアは、ヒストリカル・バグリー補正の実施に必要な外挿手順の自動実行を容易にします。ツインボアバレルオプションとゼロレングスダイを使用することで、この構成ではキャピラリダイとオリフィスダイの同時測定が可能になります。
ダイでの入口圧力損失はこのようにして決定され、絶対せん断応力と絶対せん断粘度はBagley法を用いて計算されます。この補正は、NETZSCH FlowMaster ソフトウェアでワンクリックするだけです。

