11.05.2022 by Prof. Dr. Ing. Sascha Englich
Thermoset Injection Molding in E-Mobility
Material analysis is of great importance for component as well as mold and process design in the automotive industry. Read, how differential scanning calorimetry and rheology contribute to the optimization of epoxy resin injection molding and learn more about the thermoset injection molding process and its application in electronics encapsulation in the first part of this new blog series.
Prof. Dr. Ing. Sascha Englich is a professor of plastics engineering at the Steinbeis University of Berlin. As part of a blog series on the optimization of epoxy resin injection molding using differential scanning calorimetry and rheology, he explains the process of thermoset injection molding and its application in automotive electronics encapsulation in this first article. In addition, the importance of material analyses, e.g., DSC or rotational rheometer, for component, mold and process design is presented.
E-Mobility places high demands on materials: Why thermosets perform better than thermoplastics in the encapsulation of electronic components.
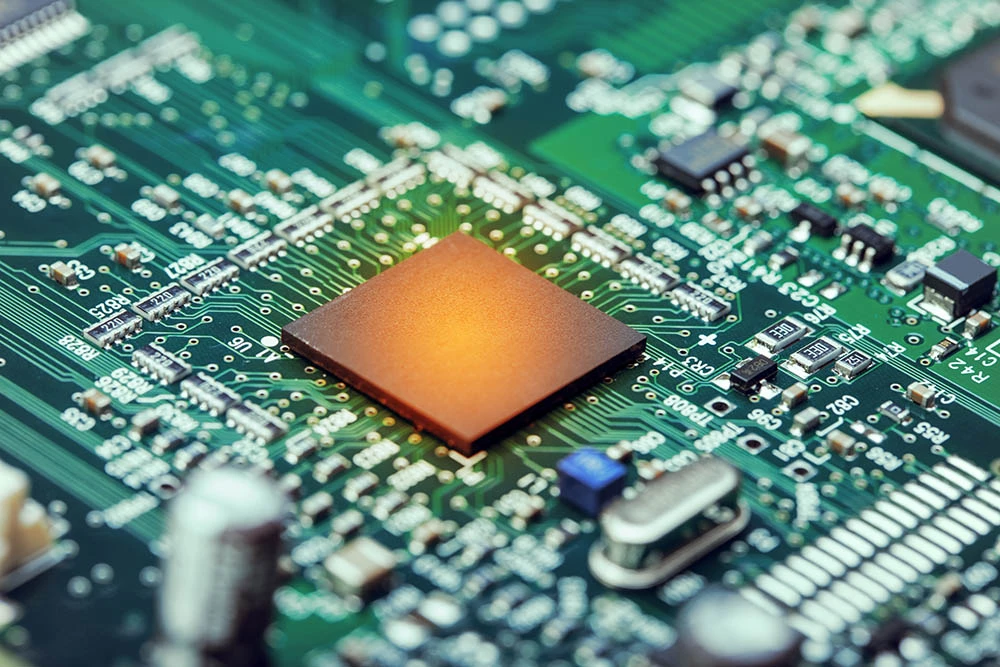
For many applications, the properties of thermoset plastics offer ideal prerequisites for efficient component design and manufacture. Due to their excellent thermomechanical behavior, which is – compared to thermoplastics – almost constant up to a very high temperature range along with equally convincing chemical resistance and electrical insulation properties, thermoset materials are predestined for many component applications under “harsh” conditions. Thermoset materials take center stage these days, especially due to the requirements arising from applications in e-mobility. They are ideal for so-called encapsulation applications (Figure 1).

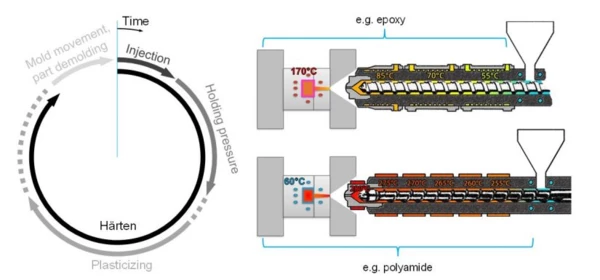
Though apparently not that different as both start out in pellet form (Figure 2), thermoset and thermoplastic molding compounds significantly differ from one another. This applies to both their material properties and processing, for example, by injection molding. The main reason for this is the reactive behavior of thermoset materials during (and in some cases even before) processing. This means that – in addition to physical processes – also chemical processes (3-dimensional cross-linking) take place, and influence each other in the process. These and other special features in connection with thermoset molding components must always be taken into account in machine and process design.

Temperature as the Overall Decisive Factor
The principal process flow in injection molding of thermoset molding compounds corresponds to that of thermoplastics.
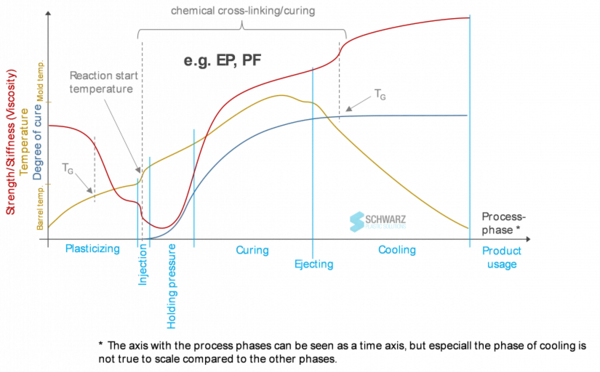
The process phases of plasticizing, injection, maintaining holding pressure, solidification/Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing are run as a cycle. The individual phases, however, differ with regard to the material-specific machine and mold components as well as process parameters (Figure 3). The initially most obvious difference is the quasi-“reversed“ temperature control. Thermoset molding compounds are plasticized as gently as possible in media-tempered cylinders at temperatures up to max. 90°C (material-specific) in order to prevent premature initiation of the cross-linking reaction. This also includes moderate backpressures, screw speeds and screw root compressions. As highly viscous melts, they are then injected into a mostly electrically heated mold. While holding pressure is applied and during a residual Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing time (analogous to the residual cooling time for thermoplastics), the chemical cross linking/Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing reaction takes place. Mold temperatures of up to approx. 180°C accelerate this process. In this state, the material is irreversibly chemically cross-linked and can no longer be melted with increased temperature. Along with these basic process features, there are a number of important material-specific details that need to be considered, particularly with regard to mold and process design.
Low Viscosity – Gentle Processing
What makes thermosetting plastics, such as epoxy-based molding compounds, so interesting for the aforementioned encapsulation applications is their low viscosity in plasticized state.
Though there are also thermoplastics with low melting viscosities (PA, PBT, PPS, etc.), with regard to the process principle of injecting a hot melt into a cooled mold and resulting freezing of the material on the mold wall or an insert, however, limits are quickly reached, particularly when it comes to sensitive electronic inserts and thin wall thicknesses. Here, epoxy resin molding compounds in particular feature advantages, since – without immediately freezing on the mold wall – gentle processing, i.e., low pressures and temperatures (compare mass temperature of technical thermosets >240°C, mold temperature of thermosets <180°C), are possible.
Why Thermal Analysis, Rheology and Rheo-Kinetic Simulation Already Help During Product Design
To also benefit from this advantage in economical processes, high demands are placed on the material and the mold. The aforementioned low viscosity, particularly when in contact with the hot mold wall, requires a well-sealed mold to keep flash to a minimum. This requires a targeted venting concept to allow the trapped air to escape and to avoid burner, for example. From a processing engineering point of view, two main requirements are placed on the material. Firstly, the viscosity should be as low as possible during the entire injection process, which can in some cases take <10 s in encapsulation processes. The subsequent holding pressure and Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing phase, accompanied by an increase in viscosity, should be as fast as possible in order to achieve short economic cycles.
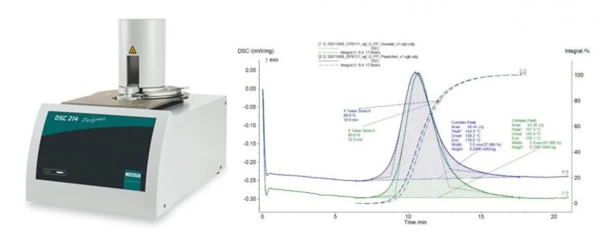
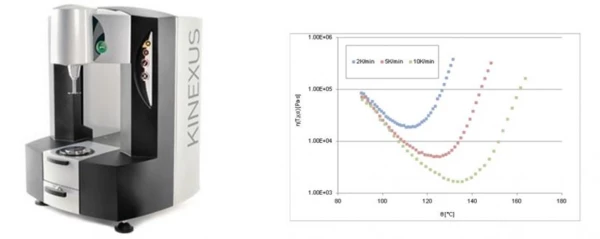
In order to be able to meet these requirements with regard to mold design and material selection without huge experimental effort, it is advisable to carry out process simulations for optimizing the mold, the material and the process in advance. There are a number of software solutions available on the market, all of which have in common that they require trustworthy material data regarding the respective rheokinetic (reaction-dependent rheological behavior) material behavior for a realistic simulative representation of the flow-Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing process. Thus, the chemical reactivity (crosslinking/Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing reaction) can be analyzed (figure 5) and evaluated by means of DSC analysis (Differential Scanning Calorimetry). Viscosity analyses can be carried out by means of a rotational rheometer (Figure 6). The measured material-specific data from both measurement methods can then be illustrated in mathematical models to perform simulative perform optimization loops using various software packages. For example, the NETZSCH Kinetics Neo software can be used to calculate the effect of different temperature scenarios (mold temperature, melt temperature) on the Curing (Crosslinking Reactions)Literally translated, the term “crosslinking“ means “cross networking”. In the chemical context, it is used for reactions in which molecules are linked together by introducing covalent bonds and forming three-dimensional networks.curing behavior in order to achieve the optimum balance between trouble-free, low-pressure mold filling and subsequent fast cooling.
To learn more about the DSC measurements required for these applications, read the next post of this series.
For more information in advance, go to NETZSCH Analyzing & Testing.