Введение
Компрессия определяется как "формирование твердого образца определенной геометрии путем сжатия порошка" [1]. Прессование фармацевтического порошка в таблетку состоит из трех различных этапов. Сначала порошок, содержащий активный ингредиент и различные вспомогательные вещества, засыпается в матрицу. На втором этапе порошок сжимается. Наконец, таблетка выталкивается и может быть упакована.
Эффективность обработки, особенно на первом этапе, зависит от текучести состава [2]. В свою очередь, на текучесть порошков влияет множество факторов: размер частиц и их гранулометрический состав, содержание влаги, температура, взаимодействие вспомогательных веществ друг с другом, взаимодействие между действующим веществом и вспомогательными веществами и т.д.
Препараты, используемые в фармацевтической промышленности для производства таблеток, представляют собой смесь различных порошков, которые могут взаимодействовать и влиять на обработку таблетки. Далее мы изучаем влияние стеарата магния на взаимодействие частиц лактозы, высушенных распылением.
Материалы
Два коммерческих образца были подвергнуты реологическому анализу:
- Высушенный распылением моногидрат α-лактозы, состоящий из 10%-20% аморфной фазы и 90%-80% кристаллической фазы
- Стеарат магния
Метод
Подготовка образцов
Высушенную распылением лактозу и стеарат магния измеряли в полученном виде. Три смеси высушенной распылением лактозы с 1% (масс./масс.) стеарата магния были приготовлены и измерены в тех же условиях, что и чистые вещества. Смеси готовились непосредственно перед измерениями.
Порошки вручную пересыпали 10 раз, чтобы получить объем 31 мл, что соответствует 20 г лактозы и смеси лактозы со стеаратом магния или 9,5 г стеарата магния.
Реологические измерения
Для проведения измерений использовался прибор Kinexus ultra+ Prime, оснащенный цилиндрическим картриджем. В цилиндрический картридж вводилась чашка диаметром 37 мм, а в качестве верхнего геометрического элемента использовалась 2-лопастная металлическая лопатка (диаметр: 32,5 мм, нержавеющая сталь 1.4404).
В чашку поместили 31 мл порошка. Верхний геометрический элемент вводился в чашку с постоянной угловой скоростью 5 рад∙с-1 и опускался с постоянной скоростью 1 мм∙с-1 до достижения абсолютного зазора 5 мм.
Флюидизация
Каждый образец подвергался этапу флюидизации, состоящему из скачка сдвиговой вязкости от 100 с-1 до 3 000 с-1 с последующим 5-минутным отдыхом. Во время этого этапа уменьшается взаимодействие между частицами [2] и исчезает влияние истории образца.
Текучесть порошка очень чувствительна к различным факторам, например, к хранению и подготовке образца. После этапа псевдоожижения и нескольких минут покоя все материалы подвергались одинаковой подготовке и имели одинаковую историю.
Амплитудная развертка
После этапа флюидизации порошок подвергался амплитудной развертке при контролируемой температуре 25°C и контролируемой частоте 1 Гц. Во время измерения напряжение сдвига изменялось от 0,01 Па до 50 Па. Каждый материал измерялся три раза с новой загрузкой.
Метод определения плотности энергии когезии,Ec
Энергия когезии порошка обозначает энергию, необходимую для разделения двух частиц, находящихся в контакте. Плотность энергии когезии,Ec, представляет собой отношение энергии когезии к объему частиц. [3]
Она может быть определена как площадь под кривой зависимости напряжения сдвига от деформации сдвига, которая измеряется в линейной вязкоупругой области (LVR) амплитудной развертки (см. также рисунок 1).

γ(критический): деформация сдвига в конце линейной области
σ´= упругое напряжение сдвига
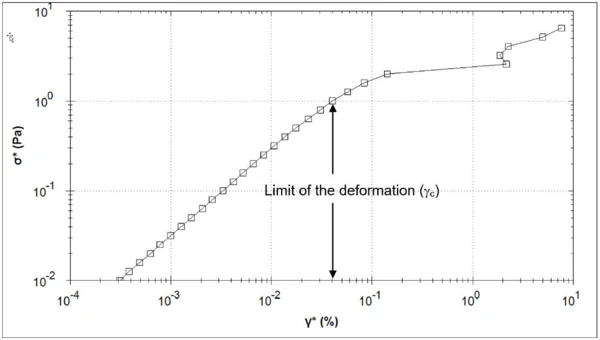
Для LVR справедливо следующее: G´ = σ'/ γ ´
Таким образом, (1) можно переписать следующим образом:

В упрощенном виде порошок представляется как вязкоупругий материал, который сам по себе может быть охарактеризован как комбинация пружин и дешпots. Стабильность материала, в данном случае связность порошка, может быть количественно оценена упругой частью (связанной с пружинами) механической энергии. Вязкая часть не вносит вклад в когезию, поскольку напряжения, действующие на dashpots, не сохраняются, а теряются в виде тепла.
Следовательно, плотность энергии когезии рассчитывается с учетом значений модуля упругого сдвига во время плато LVR и деформации в конце плато.
Результаты измерений и обсуждение
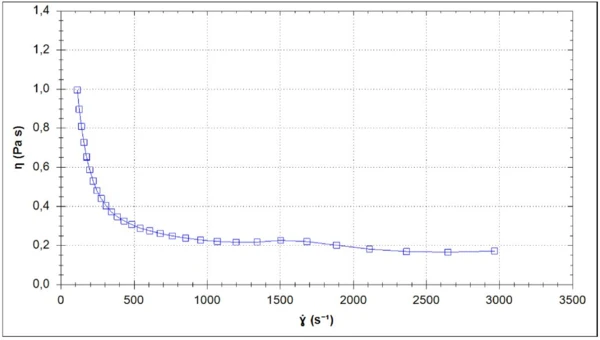
Кажущаяся сдвиговая вязкость, полученная в результате псевдоожижения высушенной распылением лактозы, показана на рисунке 2. Она уменьшается с увеличением скорости сдвига и достигает плато при 1000 с-1. Такая независимость кажущейся сдвиговой вязкости от скорости сдвига в диапазоне высоких скоростей сдвига показывает, что применяемая скорость сдвига была достаточно высокой, чтобы стереть историю образца.
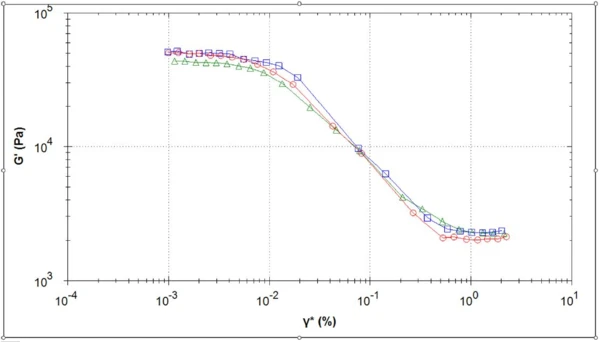
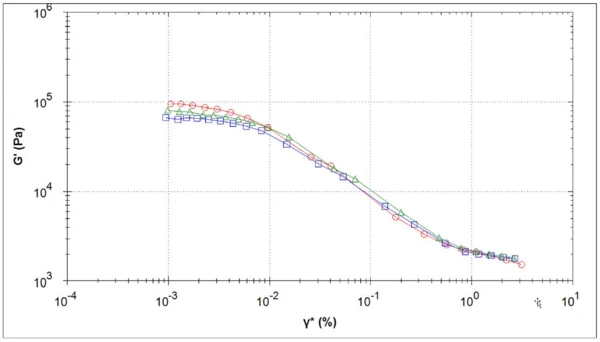
На рисунке 3 представлены кривые модуля упругости при сдвиге, полученные в результате трех амплитудных измерений, проведенных на распыленной лактозе сразу после этапа псевдоожижения, для трех различных нагрузок. Хорошая повторяемость кривых подтверждает, что образцы находились в одинаковом состоянии после этапа подготовки.
При малых деформациях кривые остаются постоянными: порошок находится в линейной вязкоупругой области, где приложенные деформации не приводят к разрушению структуры, а приложенная деформация сдвига пропорциональна возникающему напряжению сдвига. При деформации от 4E-03 до 5E-03% материал выходит из области линейной вязкоупругости. Это означает, что для временного масштаба используемой частоты (1 Гц) порошок начинает течь.
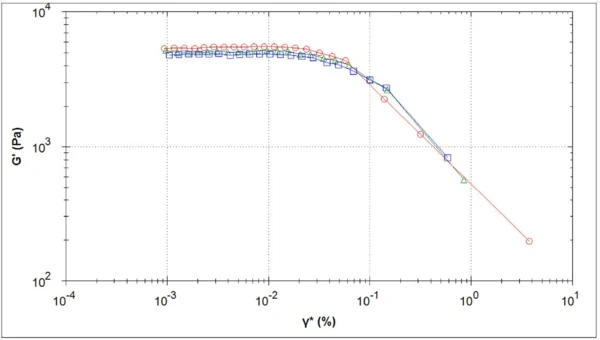
На рисунке 4 представлены кривые модуля упругого сдвига, полученные в результате трех амплитудных измерений, проведенных для стеарата магния. Значение модуля упругого сдвига в линейном вязкоупругом плато почти на одно десятилетие ниже, чем для распыленной лактозы, а плато шире.
На рисунке 5 представлены три кривые, полученные для смеси. Очевидно, что плато LVR для этого образца короче, чем для лактозы и стеарата магния, взятых по отдельности.
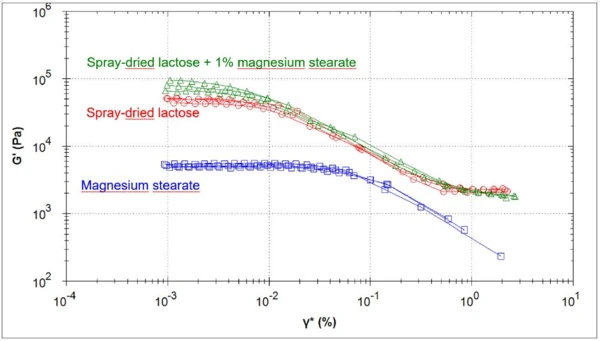
Для большей сопоставимости все кривые представлены на рисунке 6.
Конец линейной вязкоупругой области определялся автоматически с помощью программы измерения и оценки. Для этого учитывались точки с деформацией сдвига 1E-03%. Определялось среднее значение модуля упругого сдвига в плато LVR, а также деформация сдвига, при которой модуль упругого сдвига теряет 5% от этого среднего значения. В таблице 1 приведены результаты трех измерений, выполненных для каждого порошка, а также рассчитанная плотность энергии когезии в соответствии с уравнением (2).
Таблица 1: Плотность энергии сцепления, определенная для трех образцов
Материал | Измерение | Деформация сдвига на конце ПВД [%} | Упругий модуль сдвига модуль упругости при сдвиге в ПВД [Па] | Плотность энергии когезии [Па} | |
|---|---|---|---|---|---|
| Индивидуальные значения | Среднее значение | ||||
| Лактоза, высушенная распылением | 1 | 4.46E-03 | 5.03E+04 | 0.05 | 0.49 ± 0.01 |
| 2 | 4.78E-03 | 4.24E+04 | 0.50 | ||
| 3 | 4.38E-03 | 4.91E+04 | 0.47 | ||
| Стеарат магния | 1 | 2.68E-02 | 5.45E+03 | 1.965 | 1.86 ± 0.01 |
| 2 | 2.57E-02 | 4.86E+03 | 1.604 | ||
| 3 | 2.82E-02 | 5.06E+0.3 | 2.019 | ||
Смесь высушенной распылением лактозы и 1% стеарат магния | 1 | 3.48E-03 | 6.35E+04 | 0.38 | 0.39 ± 0.01 |
| 2 | 3.30E-03 | 7.20E+04 | 0.40 | ||
| 3 | 2.92E-03 | 8.78E+04 | 0.38 | ||
Высушенная распылением лактоза имеет меньшую плотность энергии когезии, чем стеарат магния, и, следовательно, обладает лучшей текучестью. Стеарат магния обычно используется в качестве смазки для облегчения извлечения таблетки из матрицы после сжатия порошка. Хотя он считается когезивным порошком, при низких концентрациях он оказывает скользящее действие [4]. Как и ожидалось, результаты показывают, что этот компонент улучшает текучесть порошка лактозы при добавлении в small в концентрации 1 % вес. Такое поведение обусловлено его способностью прилипать к поверхности других компонентов порошковой смеси, что позволяет ему заполнять поверхностные зазоры и создавать частицы с меньшим трением, тем самым улучшая свойства текучести [4].
Заключение
Плотность энергии когезии трех порошков была определена с помощью измерений, проведенных на ротационном реометре NETZSCH Kinexus. В методе используется этап псевдоожижения, за которым следует время отдыха перед фактическим измерением амплитуды. Когезия порошка связана с деформацией сдвига в конце линейного вязкоупругого плато и модулем упругого сдвига в этом плато. Чем выше плотность энергии когезии, полученная в результате амплитудной развертки, тем хуже текучесть порошка.
С помощью этого метода можно было исследовать влияние количества стеарата магния small на текучесть распылительно-высушенной лактозы.