Introduzione
La compattazione è definita come la "formazione di un campione solido di geometria definita mediante compressione della polvere" [1]. La compattazione di una polvere farmaceutica in una compressa consiste in tre diverse fasi. In primo luogo, la polvere contenente il principio attivo e i diversi eccipienti viene riempita nella fustella. In una seconda fase, la polvere viene compressa. Infine, la compressa viene espulsa e può essere confezionata.
L'efficienza della lavorazione, in particolare nella prima fase, dipende dalla fluidità della formulazione [2]. A loro volta, molti fattori influenzano il comportamento di scorrimento delle polveri: la dimensione e la distribuzione granulometrica delle particelle, il contenuto di umidità, la temperatura, le interazioni degli eccipienti tra loro, le interazioni tra il principio attivo e gli eccipienti, ecc.
Le formulazioni utilizzate nell'industria farmaceutica per la produzione di compresse sono una miscela di polveri diverse che possono interagire e influenzare la lavorazione della compressa. Di seguito, studiamo l'impatto dello stearato di magnesio sull'interazione delle particelle di lattosio essiccate a spruzzo.
I materiali
Due campioni commerciali sono stati sottoposti ad analisi reologica:
- Α-lattosio monoidrato essiccato per spruzzo, composto dal 10% al 20% di fase amorfa e dal 90% all'80% di fase cristallina
- Magnesio stearato
Metodo
Preparazione del campione
Il lattosio e lo stearato di magnesio essiccati in spray sono stati misurati come ricevuti. Tre miscele di lattosio essiccato in spray con l'1% (p/p) di stearato di magnesio sono state preparate e misurate nelle stesse condizioni delle sostanze pure. Le miscele sono state preparate poco prima delle misurazioni.
Le polveri sono state picchiettate manualmente 10 volte per ottenere un volume di 31 ml, che corrisponde a 20 g di lattosio e di miscela lattosio-stearato di magnesio o a 9,5 g di stearato di magnesio.
Misure reologiche
Per eseguire le misure è stato utilizzato un Kinexus ultra+ Prime dotato di una cartuccia cilindrica. Nella cartuccia cilindrica è stata introdotta una tazza con un diametro di 37 mm e come geometria superiore è stata utilizzata una paletta metallica a due lame (diametro: 32,5 mm, acciaio inossidabile 1.4404).
Nella tazza è stato inserito un volume di 31 ml di polvere. La geometria superiore è stata introdotta nella tazza a una velocità angolare costante di 5 rad∙s-1 e abbassata a una velocità costante di 1 mm∙s-1 fino a raggiungere un gap assoluto di 5 mm.
Fluidizzazione
Ogni campione è stato sottoposto a una fase di fluidizzazione consistente in una rampa di viscosità di taglio tra 100 s-1 e 3.000 s-1 seguita da un riposo di 5 minuti. Durante questa fase, le interazioni tra le particelle vengono ridotte [2] e l'influenza della storia del campione viene eliminata.
La fluidità della polvere è molto sensibile a diversi fattori, ad esempio la conservazione e la preparazione del campione. Dopo la fase di fluidizzazione e alcuni minuti di riposo, tutti i materiali erano stati sottoposti alla stessa preparazione e avevano la stessa storia.
Sweep di ampiezza
Dopo la fase di fluidizzazione, è stato eseguito uno sweep di ampiezza sulla polvere a una temperatura controllata di 25°C e a una frequenza controllata di 1 Hz. Durante la misurazione, lo sforzo di taglio è stato variato da 0,01 Pa a 50 Pa. Ogni materiale è stato misurato tre volte con un nuovo carico.
Metodo per la determinazione della densità di energia di coesione,Ec
L'energia di coesione della polvere indica l'energia necessaria per separare due particelle in contatto. La densità di energia di coesione,Ec, è il rapporto tra l'energia di coesione e il volume delle particelle. [3]
Può essere determinata come l'area sotto la curva dello sforzo di taglio rispetto alla deformazione di taglio misurata nellaRegione viscoelastica lineare (LVER)Nell'LVER, le sollecitazioni applicate non sono sufficienti a causare la rottura strutturale (snervamento) della struttura e quindi si misurano importanti proprietà microstrutturali. regione viscoelastica lineare (LVR) di un'ampiezza di sweep (si veda anche la figura 1).

γ(critico): deformazione di taglio alla fine della regione lineare
σ´= Sollecitazione di taglio elastica
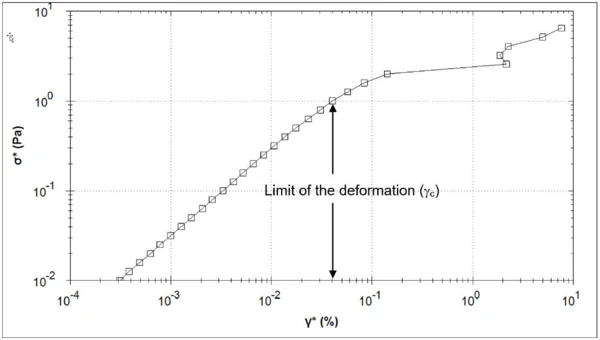
Nell'LVR vale quanto segue: G´ = σ'/ γ ´
Quindi la (1) può essere riscritta come segue:

In modo semplificato, la polvere è rappresentata come un materiale viscoelastico, che può essere caratterizzato come una combinazione di molle e dashpots. La stabilità del materiale, in questo caso la coesione della polvere, può essere quantificata con la parte elastica (relativa alle molle) dell'energia meccanica. La parte viscosa non contribuisce alla coesione perché le sollecitazioni imposte al dashpots non vengono immagazzinate, ma perse come calore.
Di conseguenza, la densità di energia di coesione viene calcolata con i valori del modulo di taglio elastico durante il plateau LVR e la deformazione alla fine del plateau.
Risultati delle misure e discussione
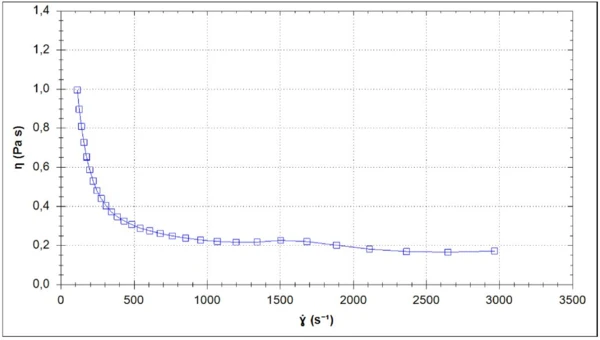
La figura 2 mostra la viscosità apparente al taglio risultante dalla fase di fluidizzazione eseguita sul lattosio essiccato a spruzzo. Diminuisce con l'aumentare della velocità di taglio e raggiunge un plateau a 1000 s-1. L'indipendenza della viscosità apparente di taglio rispetto alla velocità di taglio nell'intervallo di velocità di taglio elevato dimostra che la velocità di taglio applicata era sufficientemente elevata da cancellare la storia del campione.
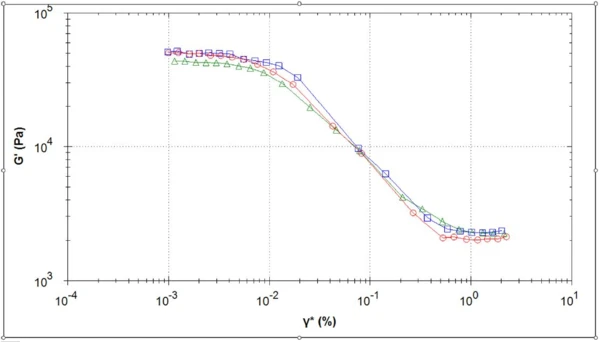
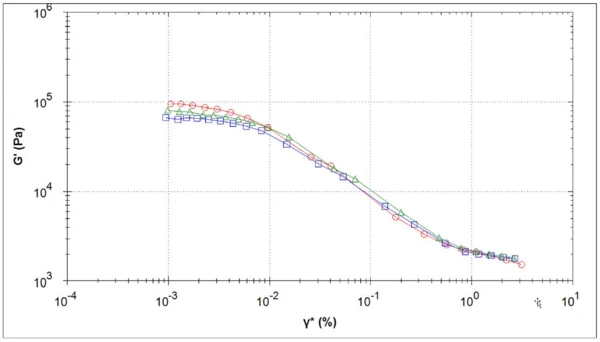
La Figura 3 mostra le curve del modulo di taglio elastico risultanti da tre sweep di ampiezza effettuati sul lattosio essiccato a spruzzo subito dopo la fase di fluidificazione, per tre diversi carichi. La buona ripetibilità delle curve conferma che i campioni hanno condiviso lo stesso stato dopo la fase di preparazione.
A basse deformazioni, le curve rimangono costanti: la polvere si trova nellaRegione viscoelastica lineare (LVER)Nell'LVER, le sollecitazioni applicate non sono sufficienti a causare la rottura strutturale (snervamento) della struttura e quindi si misurano importanti proprietà microstrutturali. regione viscoelastica lineare, dove le deformazioni applicate non portano ad alcuna rottura strutturale e lo sforzo di taglio applicato è proporzionale allo sforzo di taglio risultante. Con una deformazione compresa tra 4E-03 e 5E-03%, il materiale esce dallaRegione viscoelastica lineare (LVER)Nell'LVER, le sollecitazioni applicate non sono sufficienti a causare la rottura strutturale (snervamento) della struttura e quindi si misurano importanti proprietà microstrutturali. regione viscoelastica lineare. Ciò significa che per la scala temporale della frequenza utilizzata (1Hz), la polvere inizia a fluire.
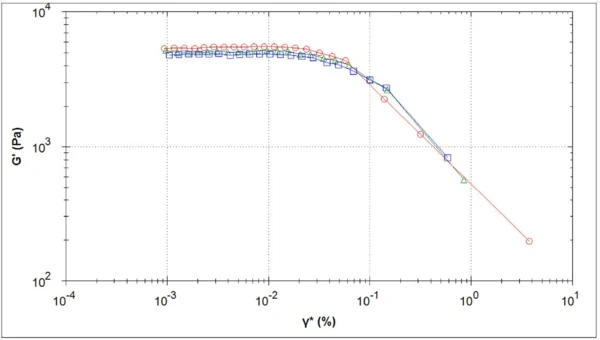
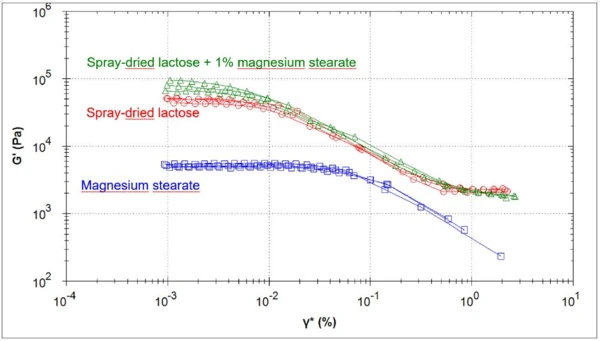
La Figura 4 mostra le curve del modulo di taglio elastico risultanti dai tre sweep di ampiezza eseguiti sullo stearato di magnesio. Il valore del modulo di taglio elastico nel plateau viscoelastico lineare è inferiore di quasi un decennio rispetto al lattosio essiccato a spruzzo, mentre il plateau è più ampio.
La Figura 5 mostra le tre curve ottenute per la miscela. Ovviamente, il plateau dell'LVR è più breve per questo campione che per il lattosio e lo stearato di magnesio presi da soli.
Per una migliore comparabilità, tutte le curve sono riportate in figura 6.
La fine dellaRegione viscoelastica lineare (LVER)Nell'LVER, le sollecitazioni applicate non sono sufficienti a causare la rottura strutturale (snervamento) della struttura e quindi si misurano importanti proprietà microstrutturali. regione viscoelastica lineare è stata determinata automaticamente dal software di misurazione e valutazione. A tal fine, sono stati presi in considerazione i punti a partire da una deformazione di taglio di 1E-03%. Il valore medio del modulo di taglio elastico nel plateau LVR è stato determinato insieme alla deformazione di taglio alla quale il modulo di taglio elastico perde il 5% di questo valore medio. La Tabella 1 riassume i risultati delle tre misurazioni effettuate su ciascuna polvere e la densità di energia di coesione calcolata secondo l'equazione (2).
Tabella 1: Densità di energia di coesione determinata sui tre campioni
Materiale | Misurazione | Deformazione di taglio [%} | Modulo di taglio elastico [Pa] | Densità di energia di coesione [Pa} | |
|---|---|---|---|---|---|
| Valori individuali | Valore medio | ||||
| Lattosio essiccato in spray | 1 | 4.46E-03 | 5.03E+04 | 0.05 | 0.49 ± 0.01 |
| 2 | 4.78E-03 | 4.24E+04 | 0.50 | ||
| 3 | 4.38E-03 | 4.91E+04 | 0.47 | ||
| Magnesio stearato | 1 | 2.68E-02 | 5.45E+03 | 1.965 | 1.86 ± 0.01 |
| 2 | 2.57E-02 | 4.86E+03 | 1.604 | ||
| 3 | 2.82E-02 | 5.06E+0.3 | 2.019 | ||
Miscela di lattosio essiccato in spray e 1% di magnesio stearato | 1 | 3.48E-03 | 6.35E+04 | 0.38 | 0.39 ± 0.01 |
| 2 | 3.30E-03 | 7.20E+04 | 0.40 | ||
| 3 | 2.92E-03 | 8.78E+04 | 0.38 | ||
Il lattosio essiccato per via spray ha una densità di energia di coesione inferiore a quella dello stearato di magnesio e quindi migliori proprietà di fluidità. Lo stearato di magnesio viene normalmente applicato come lubrificante per facilitare l'espulsione della compressa dallo stampo dopo la compressione della polvere. Sebbene sia considerato una polvere coesiva, a basse concentrazioni ha un effetto glidante [4]. Come previsto, i risultati mostrano che questo componente migliora le proprietà di fluidità della polvere di lattosio se aggiunto alla concentrazione small dell'1% in peso. Questo comportamento è dovuto alla sua capacità di aderire alla superficie degli altri componenti della miscela di polveri, consentendogli di riempire i vuoti superficiali e di creare particelle con minore attrito, migliorando così le proprietà di flusso [4].
Conclusione
La densità di energia di coesione di tre polveri è stata determinata mediante misure eseguite con il reometro rotazionale NETZSCH Kinexus. Il metodo utilizza una fase di fluidizzazione seguita da un tempo di riposo prima dell'effettivo sweep di ampiezza. La coesione della polvere è correlata allo sforzo di taglio alla fine del plateau viscoelastico lineare e al modulo di taglio elastico nel plateau. Quanto più alta è la densità di energia di coesione risultante dall'ampiezza della scansione, tanto più scarse sono le proprietà di fluidità della polvere.
Con questo metodo è stato possibile studiare l'influenza di una quantità di magnesio stearato small sulla fluidità del lattosio essiccato in spray.