Wprowadzenie
Zagęszczanie definiuje się jako "tworzenie stałej próbki o określonej geometrii poprzez ściskanie proszku" [1]. Zagęszczanie proszku farmaceutycznego do postaci tabletki składa się z trzech różnych etapów. Po pierwsze, proszek zawierający substancję czynną i różne substancje pomocnicze jest napełniany do matrycy. W drugim etapie proszek jest ściskany. Na koniec tabletka jest wyrzucana i może zostać zapakowana.
Wydajność przetwarzania, szczególnie w pierwszym etapie, zależy od płynności preparatu [2]. Z kolei na płynność proszków wpływa wiele czynników: wielkość cząstek iReakcja rozkładuReakcja rozkładu to wywołana termicznie reakcja związku chemicznego tworząca produkty stałe i/lub gazowe. rozkład wielkości cząstek, zawartość wilgoci, temperatura, interakcje substancji pomocniczych ze sobą, interakcje między substancją czynną a substancjami pomocniczymi itp.
Preparaty stosowane w przemyśle farmaceutycznym do produkcji tabletek są mieszaniną różnych proszków, które mogą wchodzić w interakcje i wpływać na przetwarzanie tabletek. Poniżej badamy wpływ stearynianu magnezu na interakcję suszonych rozpyłowo cząstek laktozy.
Materiały
Analizie reologicznej poddano dwie próbki handlowe:
- Suszony rozpyłowo monohydrat α-laktozy, składający się z 10% do 20% fazy amorficznej i 90% do 80% fazy krystalicznej
- Stearynian magnezu
Metoda
Przygotowanie próbki
Suszoną rozpyłowo laktozę i stearynian magnezu mierzono w stanie, w jakim je otrzymano. Przygotowano trzy mieszaniny suszonej rozpyłowo laktozy z 1% (w/w) stearynianem magnezu i zmierzono je w takich samych warunkach jak czyste substancje. Mieszaniny zostały przygotowane tuż przed pomiarami.
Proszki dozowano ręcznie 10 razy w celu uzyskania objętości 31 ml, co odpowiada 20 g laktozy i mieszaniny laktozy ze stearynianem magnezu lub 9,5 g stearynianu magnezu.
Pomiary reologiczne
Do przeprowadzenia pomiarów wykorzystano aparat Kinexus ultra+ Prime wyposażony we wkład cylindryczny. Kubek o średnicy 37 mm został wprowadzony do wkładu cylindra, a 2-łopatkowa metalowa łopatka (średnica: 32,5 mm, stal nierdzewna 1.4404) została użyta jako górna geometria.
W kubku umieszczono objętość 31 ml proszku. Górna geometria została wprowadzona do kubka ze stałą prędkością kątową 5 rad∙s-1 i opuszczona ze stałą prędkością 1 mm∙s-1, aż do osiągnięcia szczeliny absolutnej 5 mm.
Fluidyzacja
Każda próbka została poddana etapowi fluidyzacji składającemu się z rampy lepkości ścinania w zakresie od 100 s-1 do 3000 s-1, po której następował 5-minutowy odpoczynek. Podczas tego etapu interakcje między cząstkami są zmniejszone [2], a wpływ historii próbki jest usuwany.
Płynność proszku jest bardzo wrażliwa na różne czynniki, np. przechowywanie i przygotowanie próbki. Po etapie fluidyzacji i kilku minutach spoczynku wszystkie materiały zostały poddane takiemu samemu przygotowaniu i miały taką samą historię.
Zmiana amplitudy
Po etapie fluidyzacji przeprowadzono pomiar amplitudy proszku w kontrolowanej temperaturze 25°C i kontrolowanej częstotliwości 1 Hz. Podczas pomiaru naprężenie ścinające zmieniało się od 0,01 Pa do 50 Pa. Każdy materiał został zmierzony trzykrotnie z nowym obciążeniem.
Metoda określania gęstości energii kohezji,Ec
Energia kohezji proszku oznacza energię wymaganą do oddzielenia dwóch stykających się cząstek. Gęstość energii kohezji,Ec, jest stosunkiem energii kohezji do objętości cząstek. [3]
Można ją określić jako obszar pod krzywą naprężenia ścinającego w funkcji odkształcenia ścinającego, który jest mierzony w liniowym obszarze lepkosprężystym (LVR) przemiatania amplitudy (patrz także rysunek 1).

γ(krytyczne): naprężenie ścinające na końcu obszaru liniowego
σ´= Naprężenie ścinające sprężyste
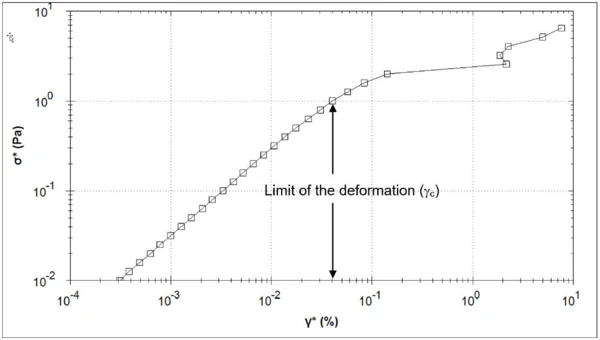
W LVR obowiązuje następująca zasada: G´ = σ'/ γ ´
Tak więc (1) można przepisać w następujący sposób:

W uproszczeniu proszek jest reprezentowany jako materiał lepkosprężysty, który można scharakteryzować jako połączenie sprężyn i dashpots. Stabilność materiału, w tym przypadku spójność proszku, można określić ilościowo za pomocą części sprężystej (związanej ze sprężynami) energii mechanicznej. Część lepka nie przyczynia się do spójności, ponieważ naprężenia nałożone na dashpots nie są przechowywane, ale tracone jako ciepło.
W związku z tym gęstość energii kohezji jest obliczana na podstawie wartości modułu sprężystego ścinania podczas plateau LVR i odkształcenia na końcu plateau.
Wyniki pomiarów i dyskusja
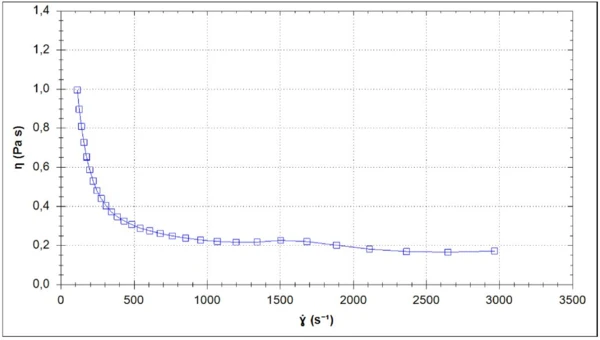
Pozorna lepkość ścinania wynikająca z etapu fluidyzacji przeprowadzonego na suszonej rozpyłowo laktozie jest pokazana na rysunku 2. Zmniejsza się ona wraz ze wzrostem szybkości ścinania i osiąga plateau przy 1000 s-1. Ta niezależność pozornej lepkości ścinania w odniesieniu do szybkości ścinania w wysokim zakresie szybkości ścinania pokazuje, że zastosowana szybkość ścinania była wystarczająco wysoka, aby wymazać historię próbki.
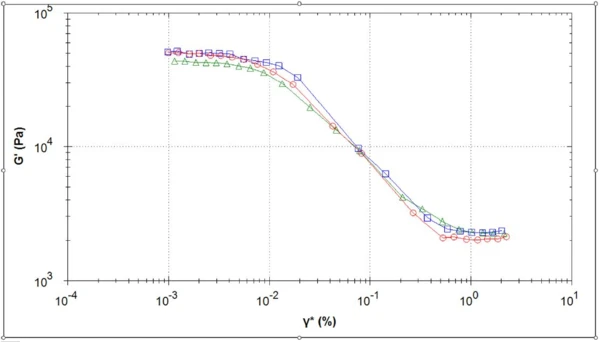
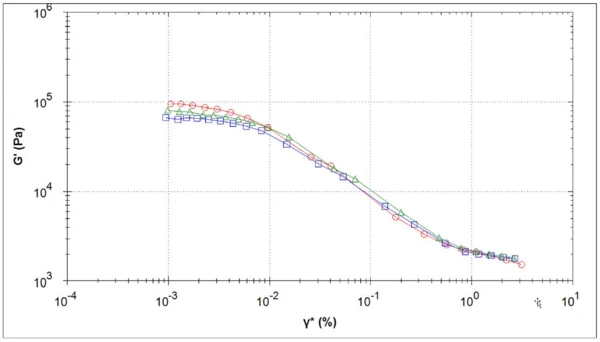
Rysunek 3 przedstawia krzywe sprężystego modułu ścinania wynikające z trzech pomiarów amplitudy przeprowadzonych na suszonej rozpyłowo laktozie tuż po etapie fluidyzacji, dla trzech różnych obciążeń. Dobra powtarzalność krzywych potwierdza, że próbki znajdowały się w tym samym stanie po fazie przygotowania.
Przy niskich odkształceniach krzywe pozostają stałe: proszek znajduje się w liniowym obszarze lepkosprężystym, gdzie zastosowane odkształcenia nie prowadzą do rozpadu strukturalnego, a zastosowane odkształcenie ścinające jest proporcjonalne do powstałego naprężenia ścinającego. Przy odkształceniu od 4E-03 do 5E-03% materiał opuszczaLiniowy obszar lepkosprężysty (LVER)W LVER przyłożone naprężenia są niewystarczające do spowodowania strukturalnego rozpadu (plastyczności) struktury, a zatem mierzone są ważne właściwości mikrostrukturalne. liniowy obszar lepkosprężysty. Oznacza to, że w skali czasowej zastosowanej częstotliwości (1 Hz) proszek zaczyna płynąć.
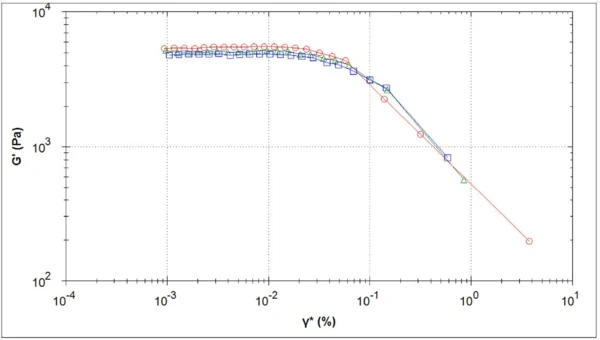
Rysunek 4 przedstawia krzywe sprężystego modułu ścinania wynikające z trzech pomiarów amplitudy przeprowadzonych na stearynianie magnezu. Wartość modułu sprężystego ścinania w liniowym plateau lepkosprężystym jest prawie o jedną dekadę niższa niż w przypadku suszonej rozpyłowo laktozy, podczas gdy plateau jest szersze.
Rysunek 5 przedstawia trzy krzywe uzyskane dla mieszaniny. Oczywiście plateau LVR jest krótsze dla tej próbki niż dla samej laktozy i stearynianu magnezu.
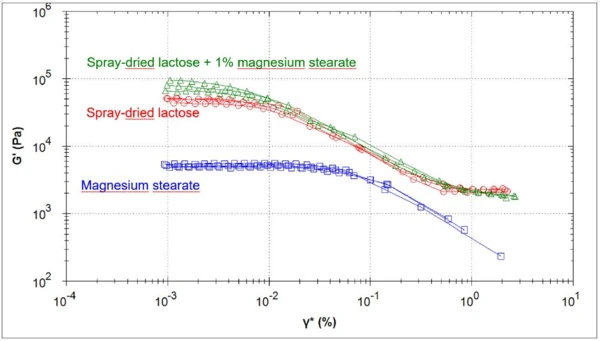
Dla lepszej porównywalności wszystkie krzywe zostały przedstawione na rysunku 6.
Koniec liniowego obszaru lepkosprężystego został automatycznie określony przez oprogramowanie pomiarowe i oceniające. W tym celu uwzględniono punkty od odkształcenia ścinającego 1E-03%. Określono średnią wartość modułu sprężystego ścinania w płaskowyżu LVR wraz z odkształceniem ścinającym, przy którym moduł sprężystego ścinania traci 5% tej średniej wartości. Tabela 1 podsumowuje wyniki trzech pomiarów przeprowadzonych dla każdego proszku, a także obliczoną gęstość energii kohezji zgodnie z równaniem (2).
Tabela 1: Gęstość energii spójności określona dla trzech próbek
Materiał | Pomiar | Odkształcenie ścinające [%} | Moduł sprężystego ścinania [Pa] | Gęstość energii spójności [Pa} | |
|---|---|---|---|---|---|
| Poszczególne wartości | Wartość średnia | ||||
| Laktoza suszona rozpyłowo | 1 | 4.46E-03 | 5.03E+04 | 0.05 | 0.49 ± 0.01 |
| 2 | 4.78E-03 | 4.24E+04 | 0.50 | ||
| 3 | 4.38E-03 | 4.91E+04 | 0.47 | ||
| Stearynian magnezu | 1 | 2.68E-02 | 5.45E+03 | 1.965 | 1.86 ± 0.01 |
| 2 | 2.57E-02 | 4.86E+03 | 1.604 | ||
| 3 | 2.82E-02 | 5.06E+0.3 | 2.019 | ||
Mieszanka suszonej rozpyłowo laktozy i 1% stearynianu magnezu stearynian magnezu | 1 | 3.48E-03 | 6.35E+04 | 0.38 | 0.39 ± 0.01 |
| 2 | 3.30E-03 | 7.20E+04 | 0.40 | ||
| 3 | 2.92E-03 | 8.78E+04 | 0.38 | ||
Suszona rozpyłowo laktoza ma niższą gęstość energii kohezji niż stearynian magnezu, a tym samym lepsze właściwości płynięcia. Stearynian magnezu jest zwykle stosowany jako środek poślizgowy ułatwiający wyrzucenie tabletki z matrycy po sprasowaniu proszku. Chociaż jest uważany za spoisty proszek, ma działanie poślizgowe w niskich stężeniach [4]. Zgodnie z oczekiwaniami, wyniki pokazują, że składnik ten poprawia właściwości płynięcia proszku laktozy, jeśli zostanie dodany w stężeniu small 1% wag. Zachowanie to wynika z jego zdolności do przylegania do powierzchni innych składników mieszaniny proszkowej, umożliwiając wypełnienie szczelin powierzchniowych i tworzenie cząstek o mniejszym tarciu, poprawiając w ten sposób właściwości płynięcia [4].
Wnioski
Gęstość energii kohezji trzech proszków określono za pomocą pomiarów wykonanych przy użyciu reometru rotacyjnego NETZSCH Kinexus. Metoda ta wykorzystuje etap fluidyzacji, po którym następuje czas odpoczynku przed właściwym przemiataniem amplitudy. Kohezja proszku jest związana z odkształceniem ścinającym na końcu liniowego płaskowyżu lepkosprężystego oraz z modułem sprężystości ścinania w płaskowyżu. Im wyższa gęstość energii kohezji wynikająca z przemiatania amplitudy, tym gorsze właściwości płynięcia proszku.
Za pomocą tej metody możliwe było zbadanie wpływu stearynianu magnezu w ilości small na sypkość suszonej rozpyłowo laktozy.