Tips & Tricks
Up to Which Temperature Can Hermetically Sealed Aluminum Crucibles Be Employed?

Aluminum is the standard material for DSC crucibles up to 600°C. For measurements, the crucibles and lids are typically cold-welded in a press. The lids are often pierced (usually manually), so that no pressure builds up inside the crucible during evaporation by the sample. But is a pierced lid also necessary on the reference side? And does the answer depend on the crucible type? In the following, we will be addressing questions like these.
The Experiment
Two different types of cold-welded aluminum crucibles are heated to 600°C and then visually checked for deformations.
Standard crucibles of aluminum with a diameter of 6 mm and a volume of up to 40 µl were compared with Concavus® crucibles having a diameter of 5 mm and a maximum volume of also 40 µl.
The Result
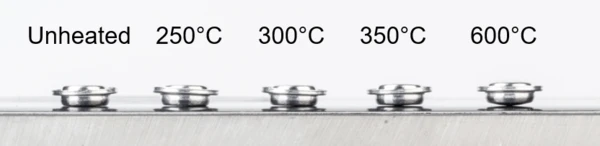
Figure 1 shows hermetically sealed standard aluminum crucibles at room temperature and after heating to temperatures between 250°C and 600°C. At about 300°C, the bottom of the crucible begins to deform and by 600°C, it exhibits only a single point of contact (in the center) with the base. The lid remains unaffected by the temperature.
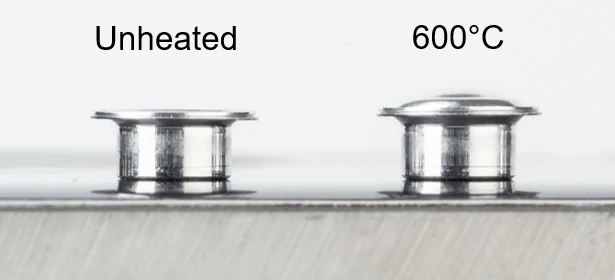
The situation looks different for Concavus® crucibles (figure 2). Here, the lid bulges, while the crucible bottom exhibits no visible changes at 600°C.
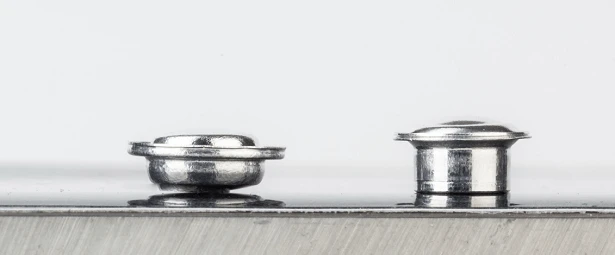
In figure 3, a direct comparison of the two crucible types after temperature treatment to 600°C is presented.
The reason for the differing behavior lies in the different manufacturing processes and the associated material thicknesses. The bottom of the Concavus® crucibles is significantly thicker than the lid. Therefore, it is the lid rather than the bottom that deforms when the internal pressure increases (the enclosed air expands during heating). A stable bottom and particularly the small cavity, which is formed by the signature concave shape of the bottom, have a positive effect on the repeatability of the measurement curves.
The aluminum foils for the bottom and lid of the standard crucibles have approximately the same thickness and are approximately as thick as the Concavus® lids. Due to the geometry, the bottom (and not the lid) of the standard crucible is deformed at higher temperatures. In principle, a thinner base results in a lower level of thermal resistance between the crucible and sensor and therefore, also in higher sensitivity.
Summary
Variations in the contact area between the crucible bottom and the sensor during a measurement usually lead to effects in the associated DSC curves and should therefore be avoided. This applies to both the sample crucible and reference crucible.
If working with standard crucibles, it is advisable to use a pierced lid on the sample and reference sides beginning at approximately 250°C in order to prevent deformation of the crucible bottoms.
Concavus® crucibles are significantly more pressurestable and could – without the sample – also be heated to 600°C when hermetically sealed. In practice, however, when sample crucibles with pierced lids are used, pierced lids are generally also used on the reference side – often, the lid on the reference side even has two holes to allow the reference crucible to be distinguished from the sample crucible.