24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA sebagai Alat Optimasi untuk Pengawetan Pasca Pengeringan Lapisan Pengerasan dan Komponen 3D-Printed
Sistem UV-curing telah menemukan tempat di berbagai industri dan aplikasi karena kemampuan prosesnya yang cepat, presisi dalam aplikasi dan keserbagunaannya.
Sistem UV-curing telah menemukan tempat di berbagai industri dan aplikasi karena kemampuan prosesnya yang cepat, ketepatan dalam aplikasi, dan keserbagunaannya. Beberapa aplikasi yang paling penting hingga saat ini adalah:
- Industri percetakan: Tinta dan cat UV-curing banyak digunakan dalam industri percetakan. Tinta ini memungkinkan pengeringan dan Pengawetan (Reaksi Pengikatan Silang)Secara harfiah diterjemahkan, istilah "crosslinking" berarti "jaringan silang". Dalam konteks kimia, istilah ini digunakan untuk reaksi di mana molekul dihubungkan bersama dengan memperkenalkan ikatan kovalen dan membentuk jaringan tiga dimensi. pengawetan tinta yang cepat pada kertas, karton, plastik dan media cetak lainnya, yang meningkatkan kecepatan produksi.
- Pengolahan kayu: Pelapis pengawet UV digunakan dalam pemrosesan kayu, terutama untuk furnitur, lantai, permukaan dan sentuhan akhir furnitur, dan dekorasi kayu. Mereka memberikan Pengawetan (Reaksi Pengikatan Silang)Secara harfiah diterjemahkan, istilah "crosslinking" berarti "jaringan silang". Dalam konteks kimia, istilah ini digunakan untuk reaksi di mana molekul dihubungkan bersama dengan memperkenalkan ikatan kovalen dan membentuk jaringan tiga dimensi. pengawetan yang cepat dan kualitas permukaan yang tinggi.
- Industri otomotif: Cat dan pelapis UV-curing digunakan dalam industri otomotif untuk mengecat komponen plastik, komponen interior, dan dasbor. Cat ini menawarkan proses pengeringan yang cepat dan kualitas permukaan yang tinggi.
- Elektronik: Bahan pengawet UV digunakan dalam industri elektronik untuk produksi papan sirkuit cetak, layar, rumah, sakelar, dan komponen elektronik lainnya. Bahan ini menawarkan dosis dan aplikasi yang tepat, dan memungkinkan produksi yang cepat.
- Teknologi medis: Bahan pengawet UV digunakan dalam produksi perangkat medis, produk gigi, peralatan ortopedi, dan aplikasi medis lainnya. Bahan ini menawarkan presisi tinggi dan sifat biokompatibel.
- Optik dan kacamata: Bahan pengawet UV digunakan untuk lensa kacamata, lensa kontak, dan pelapis optik. Bahan-bahan ini menawarkan proses pengeringan yang cepat, transparansi yang tinggi, dan ketahanan terhadap goresan.
- Dirgantara: Pelapis UV-curing diaplikasikan di industri kedirgantaraan untuk komponen, rumah, dan aplikasi permukaan. Lapisan ini menawarkan bobot yang ringan, daya tahan, dan proses pengeringan yang cepat.
- Kemasan makanan: Pelapis pengawet UV digunakan dalam industri pengemasan makanan untuk melindungi bahan pengemasan, meningkatkan daya tahan dan mengurangi penetrasi kelembapan.
Selain area tradisional ini, mereka telah banyak digunakan dalam Manufaktur Aditif selama beberapa tahun. Resin pengawet UV membentuk dasar untuk proses Fotopolimerisasi Tong dan Pengaliran Material, dan juga digunakan dalam Pengaliran Binder. Di sini, juga, sifat-sifat Pengawetan (Reaksi Pengikatan Silang)Secara harfiah diterjemahkan, istilah "crosslinking" berarti "jaringan silang". Dalam konteks kimia, istilah ini digunakan untuk reaksi di mana molekul dihubungkan bersama dengan memperkenalkan ikatan kovalen dan membentuk jaringan tiga dimensi. pengawetan cepat relevan untuk kecepatan pencetakan 3D; presisi dan kehalusan relevan untuk resolusi dan ketebalan lapisan yang dapat dicapai; dan berbagai formulasi memungkinkan kombinasi yang hampir tak terbatas antara sifat material dan material.
Pada sebagian aplikasi, sifat tinta, pelapis dan komponen cetakan 3D bahkan dapat lebih ditingkatkan dengan Pengawetan (Reaksi Pengikatan Silang)Secara harfiah diterjemahkan, istilah "crosslinking" berarti "jaringan silang". Dalam konteks kimia, istilah ini digunakan untuk reaksi di mana molekul dihubungkan bersama dengan memperkenalkan ikatan kovalen dan membentuk jaringan tiga dimensi. pengawetan pada suhu tinggi setelah proses UV-curing. Hal ini terkadang berguna untuk mengontrol kedalaman Pengawetan (Reaksi Pengikatan Silang)Secara harfiah diterjemahkan, istilah "crosslinking" berarti "jaringan silang". Dalam konteks kimia, istilah ini digunakan untuk reaksi di mana molekul dihubungkan bersama dengan memperkenalkan ikatan kovalen dan membentuk jaringan tiga dimensi. pengawetan atau meningkatkan sifat:
- Ketebalan lapisan atau film cetak: Untuk lapisan tebal bahan pengawetan UV, sinar UV mungkin tidak cukup menembus untuk memastikan pengawetan yang sempurna. Diperlukan pengawetan pasca-pengawetan termal untuk mencapai pengawetan sempurna di seluruh ketebalan.
- Komposisi bahan dan tingkat ikatan silang: Sebagian bahan memerlukan pengawetan pasca termal untuk mencapai ikatan silang dan polimerisasi yang memadai. Post-curing membantu menyelesaikan reaksi yang tidak sempurna dan meningkatkan stabilitas material.
- Optimalisasi sifat material. Kombinasi UV curing dan thermal post-curing memungkinkan optimalisasi sifat material tertentu seperti kekerasan, elastisitas, kekuatan benturan, dan ketahanan terhadap bahan kimia.
Analisis Dinamis-Mekanis untuk Mengoptimalkan Pengawetan Pasca-Pengobatan Termal Sehubungan dengan Sifat Mekanis
Metode yang baik untuk mengoptimalkan pengawetan pasca-pengawetan termal sehubungan dengan sifat mekanis adalah analisis dinamis-mekanis (DMA). DMA menganalisis perilaku material pada berbagai suhu, frekuensi, dan SaringRegangan menggambarkan deformasi material, yang dibebani secara mekanis oleh gaya atau tekanan eksternal. Senyawa karet menunjukkan sifat mulur, jika beban statis diterapkan.regangan. Dalam contoh berikut ini, DMA digunakan untuk menentukan suhu post-curing yang ideal dalam hal waktu, biaya, dan kinerja.
Sistem resin dikembangkan oleh EZD untuk digunakan sebagai tinta atau pelapis, atau dalam manufaktur aditif.
Sampel diproduksi menggunakan pencetakan 3D di EZD-SKZ dan dianalisis dengan DMA 303 Eplexor®. Parameter yang paling penting dirangkum dalam tabel berikut:
| Tempat sampel | pembengkokan 3 titik. penyangga fleksibel 30 mm |
| Ketebalan sampel | kira-kira 2 mm |
| Lebar sampel | kira-kira. 10 mm |
| Max.dyn.kekuatan | 10 N |
| Dyn. amplitudo | 50 µm |
| Frekuensi | 1 Hz |
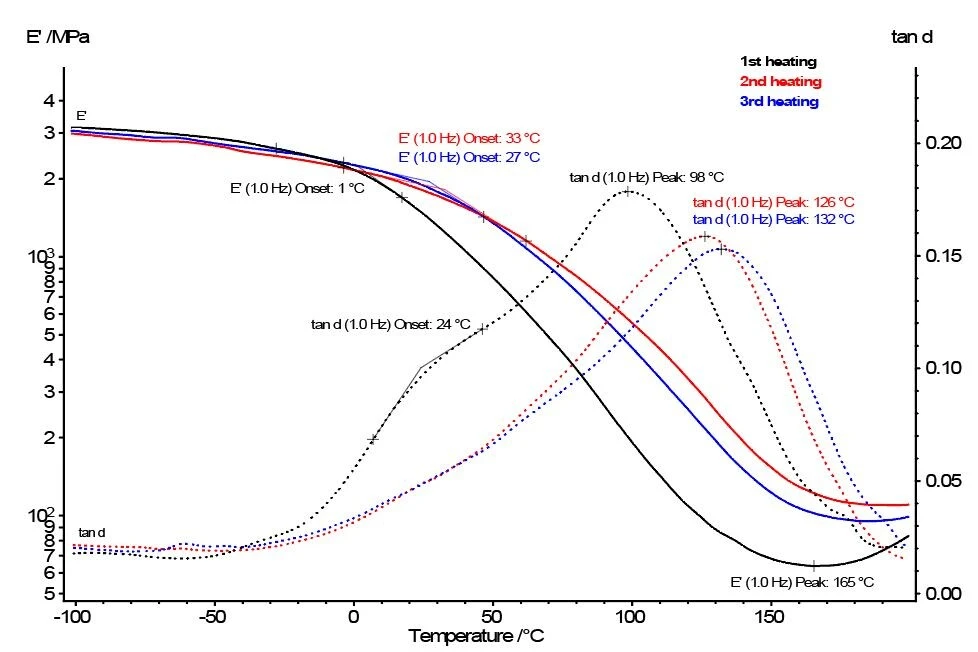
Untuk evaluasi awal perilaku pengawetan dan perilaku mekanis di bawah pengaruh suhu, pengukuran DMA dilakukan dari 100°C hingga 200°C dengan laju pemanasan 2 K/menit. Setelah pendinginan, siklus ini diulangi 2 kali lagi pada sampel yang sama. Hasilnya ditunjukkan pada gambar 1. Terlihat bahwa perbedaan modulus penyimpanan terjadi pada suhu di atas suhu kamar. Kekakuan meningkat dengan meningkatnya pemanasan. Selain itu, transisi gelas (tan d) bergeser ke suhu yang lebih tinggi.
Untuk menentukan suhu pengawetan yang ideal untuk sistem resin baru, sampel dipanaskan dengan kecepatan 5 K/menit dari suhu kamar ke suhu target 180°C, 200°C, 210°C, dan 220°C dan ditahan secara IsotermalPengujian pada suhu yang terkendali dan konstan disebut isotermal.isotermal selama 5 jam setelah mencapai suhu tersebut untuk menganalisa kemungkinan peningkatan modulus penyimpanan selama waktu penahanan; lihat gambar 2.
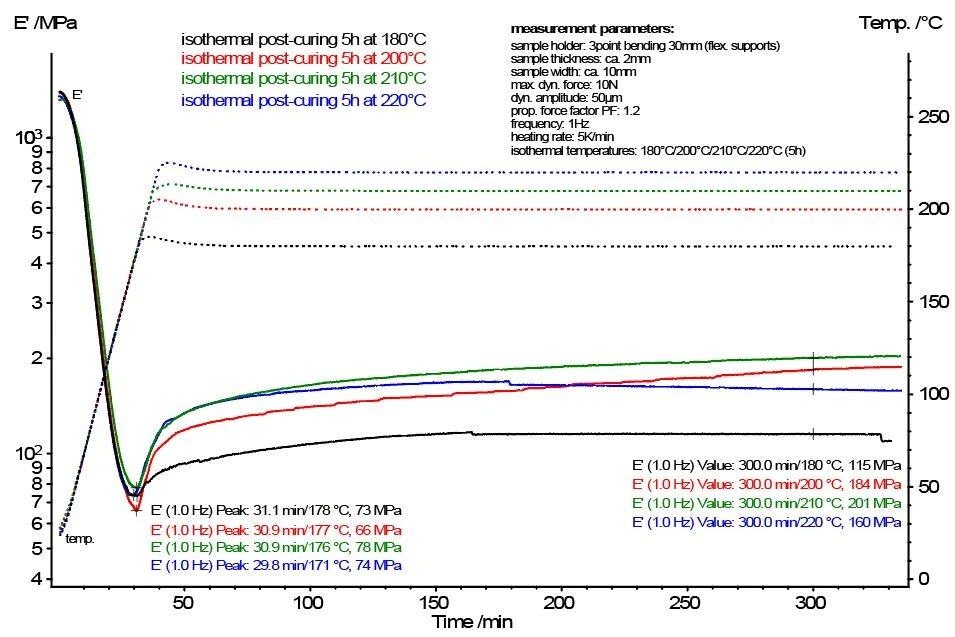
Dapat dilihat bahwa dengan meningkatnya suhu, nilai modulus yang semakin tinggi dapat dicapai, dan peningkatannya berlangsung lebih cepat pada suhu yang lebih tinggi. Hanya pada suhu 220°C, efek negatif muncul. Setelah peningkatan awal nilai modulus, nilai modulus mulai menurun setelah kira-kira 80 menit dari total waktu pengukuran, yang merupakan indikator penggetasan material. Jadi, pada suhu 220°C, kerusakan material sudah terjadi.
Nilai modulus yang dapat dicapai setelah 300 menit menunjukkan peningkatan yang cukup besar dengan suhu. Namun demikian, perbedaan ini tidak lagi begitu large besar antara suhu 200°C dan 210°C.
Untuk dapat mengevaluasi efek pada transisi kaca, semua sampel yang dipegang secara IsotermalPengujian pada suhu yang terkendali dan konstan disebut isotermal.isotermal kemudian dipanaskan secara dinamis dari -100°C hingga 200°C pada laju pemanasan 2 K/menit. Perbedaan dalam nilai modulus sekarang sudah dapat dikenali pada awal pengukuran pada suhu -100°C. Juga dapat dilihat dengan jelas bahwa nilai modulus sampel yang rusak pada suhu 220°C tidak berbeda dengan sampel setelah pengawetan pada suhu 180°C. Puncak tan d, yang sesuai dengan transisi gelas material (Tg), bergeser ke nilai yang lebih tinggi seiring dengan meningkatnya suhu penahanan. Namun demikian, dapat juga dilihat bahwa perbedaannya tidak terlalu tajam setelah pengawetan pada suhu 200°C.
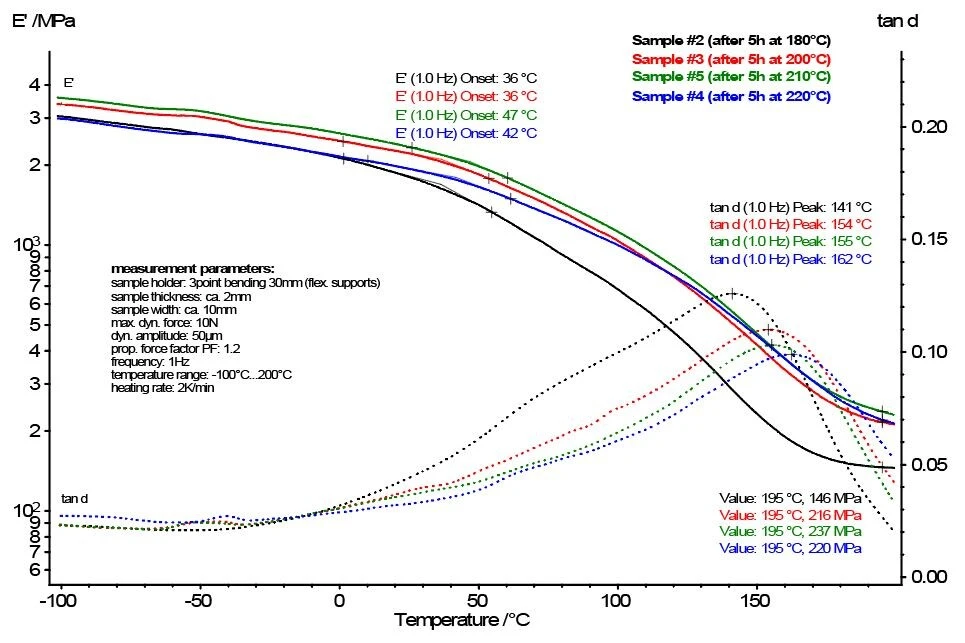
Hasilnya menunjukkan bahwa nilai modulus dan Tg tertinggi dapat dicapai pada suhu pengawetan 210°C.
Tergantung pada kondisi rangka, keputusan optimasi yang berbeda sekarang dapat diturunkan:
- Untuk mendapatkan nilai modulus maksimum 201 MPa, pengawetan harus dilakukan pada suhu 210°C selama 300 menit.
- Jika, misalnya, nilai modulus 150 MPa sudah mencukupi, ini akan dicapai pada suhu 200°C setelah 160 menit dan pada suhu 210°C setelah 70 menit. Tergantung pada teknologi tungku, dapat diasumsikan bahwa akan lebih hemat energi (+waktu dan biaya) untuk mencapai hasil yang sama dalam waktu 90 menit lebih sedikit pada suhu 210°C.
- Jika nilai transisi gelas tertentu diperlukan, misalnya, > 150 ° C, suhu pengawetan 200 ° C mungkin sudah cukup. Waktu penahanan IsotermalPengujian pada suhu yang terkendali dan konstan disebut isotermal.isotermal lebih lanjut harus digunakan untuk memeriksa apakah Tg yang sama juga dapat dicapai lebih cepat pada suhu yang lebih tinggi.
Contoh ini dimaksudkan untuk menunjukkan bahwa tergantung pada nilai target kinerja (modulus atau Tg), waktu, biaya, atau efisiensi energi, beberapa pengukuran DMA biasanya cukup untuk mempersempit ruang hasil dan kemudian memverifikasi pencapaian nilai target dengan 1-2 pengukuran konfirmasi.
Oleh karena itu, DMA dapat digunakan untuk mengoptimalkan pengawetan termal tinta UV-curing, pelapis dan resin pencetakan 3D. Bergantung pada nilai target, metode lain seperti UV-DSC kami, kopling UV pada rheometer rotasi Kinexus, atau UV-DEA dapat digunakan untuk mengoptimalkan pengawetan UV.