24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA som optimeringsværktøj til efterhærdning af hærdende belægninger og 3D-printede komponenter
UV-hærdningssystemer har fundet en plads i forskellige industrier og applikationer på grund af deres hurtige bearbejdelighed, præcision i anvendelsen og alsidighed.
UV-hærdningssystemer har fundet en plads i forskellige industrier og applikationer på grund af deres hurtige bearbejdelighed, præcision i anvendelsen og alsidighed. Nogle af de vigtigste anvendelser til dato er:
- Trykkeriindustrien: UV-hærdende blæk og maling bruges i vid udstrækning i trykkeribranchen. De giver mulighed for hurtig tørring og Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning af trykfarver på papir, pap, plast og andre tryksubstrater, hvilket øger produktionshastigheden.
- Træforarbejdning: UV-hærdende belægninger bruges til træforarbejdning, især til møbler, gulve, møbeloverflader og -finish samt trædekor. De giver hurtig Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning og høj overfladekvalitet.
- Bilindustrien: UV-hærdende maling og lak bruges i bilindustrien til at male plastdele, interiørkomponenter og instrumentbrætter. De giver hurtig Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning og høj overfladekvalitet.
- Elektronik: UV-hærdende materialer bruges i elektronikindustrien til produktion af printplader, displays, huse, kontakter og andre elektroniske komponenter. De giver præcis dosering og påføring og muliggør hurtig produktion.
- Medicinsk teknologi: UV-hærdende materialer bruges til produktion af medicinsk udstyr, tandlægeprodukter, ortopædiske apparater og andre medicinske anvendelser. De tilbyder høj præcision og biokompatible egenskaber.
- Optik og briller: UV-hærdende materialer anvendes til brilleglas, kontaktlinser og optiske belægninger. De giver hurtig Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning, høj gennemsigtighed og ridsefasthed.
- Luft- og rumfart: UV-hærdende belægninger anvendes i rumfartsindustrien til komponenter, huse og overfladebehandlinger. De giver lav vægt, holdbarhed og hurtig Hærdning (tværbindingsreaktioner)Bogstaveligt oversat betyder udtrykket "crosslinking" "krydsnetværk". I kemisk sammenhæng bruges det om reaktioner, hvor molekyler knyttes sammen ved at indføre kovalente bindinger og danne tredimensionelle netværk.hærdning.
- Emballage til fødevarer: UV-hærdende belægninger bruges i fødevareemballageindustrien til at beskytte emballagematerialer, forbedre holdbarheden og reducere fugtindtrængning.
Ud over disse traditionelle områder har de i flere år været udbredt inden for additiv fremstilling. UV-hærdende harpikser udgør grundlaget for Vat Photopolymerization og Material Jetting-processer og anvendes også i Binder Jetting. Også her er egenskaberne ved hurtig hærdning relevante for 3D-printhastigheden; præcisionen og finheden er relevant for opløsningen og den opnåelige lagtykkelse; og den brede vifte af formuleringer giver mulighed for en næsten uendelig kombination af materialeegenskaber og materialer.
I nogle anvendelser kan egenskaberne ved blæk, belægninger og 3D-printede dele endda forbedres yderligere ved at hærde ved forhøjede temperaturer efter UV-hærdning. Dette er nogle gange nyttigt for at kontrollere hærdningsdybden eller forbedre egenskaberne:
- Belægningens eller printfilmens tykkelse: Ved tykke lag af UV-hærdende materialer trænger UV-lyset måske ikke tilstrækkeligt ind til at sikre fuldstændig hærdning. Termisk efterhærdning er nødvendig for at opnå fuldstændig hærdning i hele tykkelsen.
- Materialesammensætning og grad af tværbinding: Nogle materialer kræver termisk efterhærdning for at opnå tilstrækkelig tværbinding og polymerisering. Efterhærdning hjælper med at fuldføre ufuldstændige reaktioner og forbedre materialets stabilitet.
- Optimering af materialets egenskaber. Kombinationen af UV-hærdning og termisk efterhærdning giver mulighed for at optimere specifikke materialeegenskaber som f.eks. hårdhed, elasticitet, slagstyrke og kemisk modstandsdygtighed.
Dynamisk-mekanisk analyse til optimering af termisk efterhærdning med hensyn til mekaniske egenskaber
En god metode til at optimere termisk efterhærdning med hensyn til mekaniske egenskaber er dynamisk-mekanisk analyse (DMA). DMA analyserer materialers opførsel ved varierende temperaturer, frekvenser og StammeForvrængning beskriver en deformation af et materiale, som belastes mekanisk af en ydre kraft eller spænding. Gummiblandinger har krybeegenskaber, hvis de udsættes for en statisk belastning.belastning. I det følgende eksempel blev det brugt til at bestemme den ideelle efterhærdningstemperatur med hensyn til tid, omkostninger og ydeevne.
Harpikssystemet blev udviklet af EZD til brug som blæk eller belægning eller i additiv fremstilling.
Prøverne blev fremstillet ved hjælp af 3D-printning hos EZD-SKZ og analyseret med en DMA 303 Eplexor®. De vigtigste parametre er opsummeret i følgende tabel:
| Prøveholder | 3-punkts bøjning. 30 mm fleksible understøtninger |
| Prøvens tykkelse | ca. 2 mm |
| Prøvens bredde | ca. 10 mm |
| Maks. dyn. kraft | 10 N |
| Dyn. amplitude | 50 µm |
| Frekvens | 1 Hz |
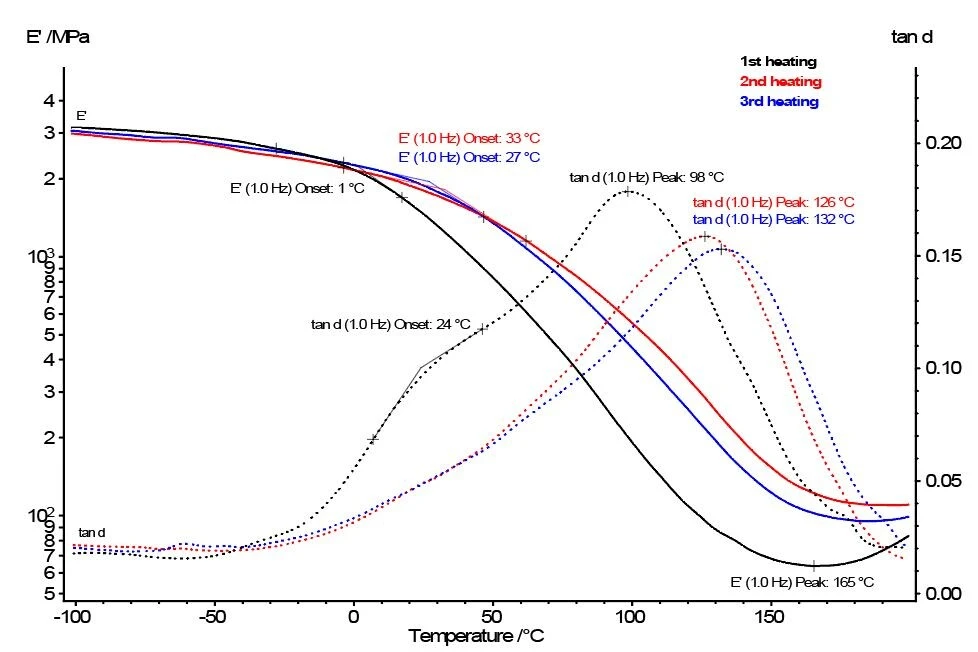
Til en indledende evaluering af hærdningsadfærden og den mekaniske adfærd under indflydelse af temperaturen blev der udført en DMA-måling fra 100 °C til 200 °C ved en opvarmningshastighed på 2 K/min. Efter afkøling blev denne cyklus gentaget 2 gange mere på den samme prøve. Resultaterne er vist i figur 1. Man kan se, at der opstår en forskel i lagringsmodulet ved temperaturer over stuetemperatur. Stivheden øges med stigende opvarmning. Desuden forskydes glasovergangen (tan d) til højere temperaturer.
For at bestemme den ideelle hærdningstemperatur for det nye harpikssystem blev prøverne opvarmet med 5 K/min fra stuetemperatur til måltemperaturer på 180 °C, 200 °C, 210 °C og 220 °C og holdt isotermt i 5 timer efter at have nået temperaturen for at analysere den mulige stigning i lagringsmodulet i løbet af holdetiden; se figur 2.
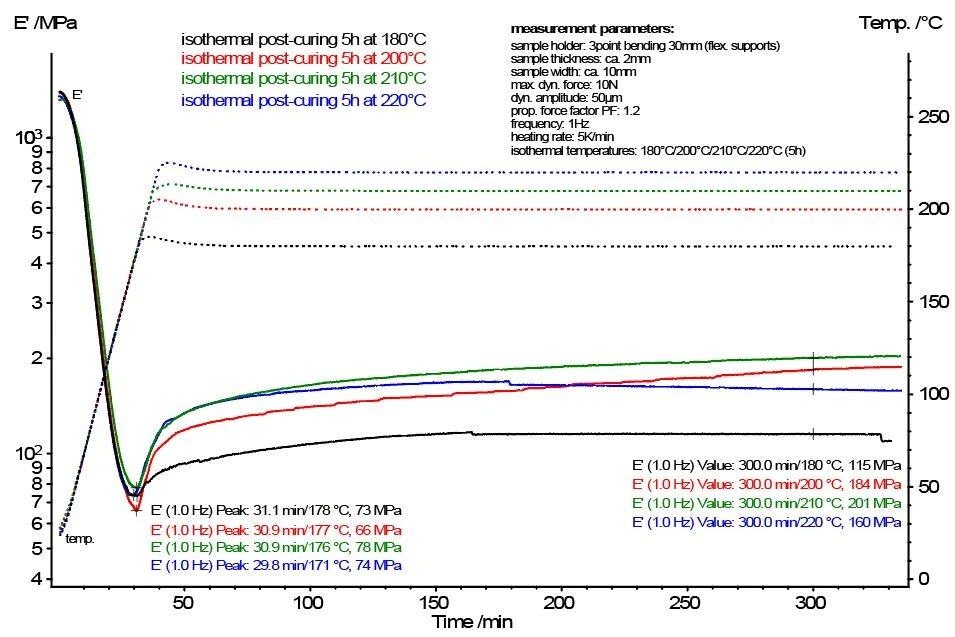
Man kan se, at med stigende temperatur kan der opnås højere og højere modulværdier, og at stigningen sker hurtigere ved højere temperaturer. Først ved 220 °C ses en negativ effekt. Efter en indledende stigning i modulusværdien begynder den at falde efter ca. 80 minutters samlet måletid, hvilket er en indikator for materialets skørhed. Ved 220 °C opstår der således allerede materialeskader.
De opnåelige modulusværdier efter 300 minutter viser den betydelige stigning med temperaturen. Denne forskel er dog ikke længere så large mellem 200°C og 210°C.
For at kunne evaluere effekten på glasovergangen opvarmes alle prøver, der holdes isotermt, efterfølgende dynamisk fra -100 °C til 200 °C med en opvarmningshastighed på 2 K/min. Forskellen i modulværdierne kan nu allerede genkendes i begyndelsen af målingen ved -100 °C. Det kan også tydeligt ses, at modulværdien for prøven, der er beskadiget ved 220 °C, ikke adskiller sig fra prøven, der er efterhærdet ved 180 °C. Toppen af tan d, som svarer til materialets glasovergang (Tg), forskydes til højere værdier, når holdetemperaturen stiger. Man kan dog også se, at forskellene stiger mindre kraftigt efter en efterhærdning ved 200 °C.
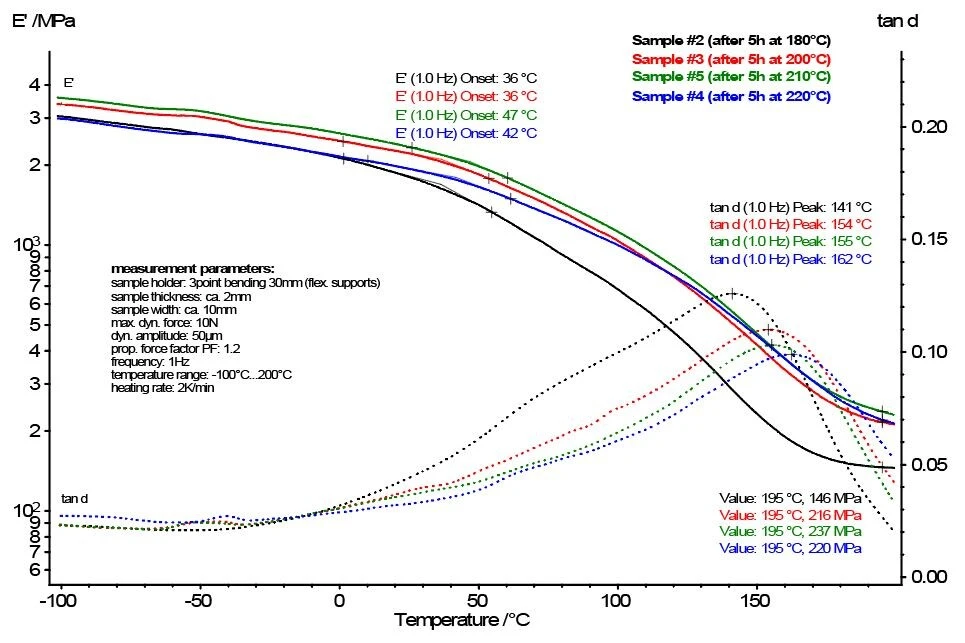
Resultaterne viser, at den højeste modulusværdi og Tg kan opnås ved en hærdningstemperatur på 210 °C.
Afhængigt af rammebetingelserne kan der nu udledes forskellige optimeringsbeslutninger:
- For at opnå den maksimale modulusværdi på 201 MPa skal der hærdes ved 210 °C i 300 minutter.
- Hvis det f.eks. er tilstrækkeligt med en modulværdi på 150 MPa, opnås den ved 200 °C efter 160 minutter og ved 210 °C efter 70 minutter. Afhængigt af ovnteknologien kan det antages, at det er mere energieffektivt (+tid og omkostninger) at opnå de samme resultater på 90 minutter mindre ved 210 °C.
- Hvis der kræves en bestemt glasovergangsværdi, f.eks. > 150 °C, kan en hærdningstemperatur på 200 °C allerede være tilstrækkelig. Yderligere isotermiske holdetider bør bruges til at kontrollere, om den samme Tg også kan opnås hurtigere ved højere temperaturer.
Dette eksempel skal vise, at afhængigt af målværdien for ydeevne (modulus eller Tg), tid, omkostninger eller energieffektivitet er nogle få DMA-målinger normalt tilstrækkelige til at indsnævre resultatområdet og derefter verificere opnåelsen af målværdierne med 1-2 bekræftelsesmålinger.
Derfor kan DMA bruges til at optimere den termiske hærdning af UV-hærdende trykfarver, belægninger og 3D-printharpikser. Afhængigt af målværdien kan andre metoder såsom vores UV-DSC, UV-kobling på Kinexus rotationsreometer eller UV-DEA anvendes til at optimere UV-hærdning.