24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
La DMA comme outil d'optimisation pour la post-polymérisation des revêtements durcissants et des composants imprimés en 3D
Les systèmes de séchage UV ont trouvé leur place dans diverses industries et applications en raison de leur rapidité de traitement, de leur précision d'application et de leur polyvalence.
Les systèmes de séchage UV ont trouvé leur place dans diverses industries et applications en raison de leur rapidité de traitement, de leur précision d'application et de leur polyvalence. Voici quelques-unes des applications les plus importantes à ce jour :
- L'industrie de l'imprimerie: Les encres et les peintures durcissant aux UV sont largement utilisées dans l'industrie de l'imprimerie. Ils permettent un séchage et un Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement rapides des encres sur le papier, les cartons, les plastiques et d'autres supports d'impression, ce qui augmente la vitesse de production.
- Traitement du bois : Les vernis à séchage UV sont utilisés dans la transformation du bois, en particulier pour les meubles, les revêtements de sol, les surfaces et les finitions de meubles et les décorations en bois. Ils permettent un Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement rapide et une grande qualité de surface.
- Industrie automobile : Les peintures et vernis à séchage UV sont utilisés dans l'industrie automobile pour peindre les pièces en plastique, les composants intérieurs et les tableaux de bord. Ils offrent un Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement rapide et une grande qualité de surface.
- L'électronique : Les matériaux durcissant aux UV sont utilisés dans l'industrie électronique pour la production de cartes de circuits imprimés, d'écrans, de boîtiers, de commutateurs et d'autres composants électroniques. Ils offrent un dosage et une application précis et permettent une production rapide.
- Technologie médicale : Les matériaux durcissant aux UV sont utilisés dans la production de dispositifs médicaux, de produits dentaires, d'appareils orthopédiques et d'autres applications médicales. Ils offrent une grande précision et des propriétés biocompatibles.
- Optique et lunettes : Les matériaux durcissant aux UV sont utilisés pour les verres de lunettes, les lentilles de contact et les revêtements optiques. Ils offrent un Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement rapide, une grande transparence et une résistance aux rayures.
- Aérospatiale : Les revêtements durcissant aux UV sont utilisés dans l'industrie aérospatiale pour les composants, les boîtiers et les applications de surface. Ils sont légers, durables et durcissent rapidement.
- Emballage alimentaire : Les vernis UV sont utilisés dans l'industrie de l'emballage alimentaire pour protéger les matériaux d'emballage, améliorer la durabilité et réduire la pénétration de l'humidité.
Outre ces domaines traditionnels, ils sont largement utilisés dans la fabrication additive depuis plusieurs années. Les résines durcissant aux UV constituent la base des processus de photopolymérisation en cuve et de jet de matière, et sont également employées dans le jet de liant. Ici aussi, les propriétés de Durcissement (réactions de réticulation)Le terme "crosslinking" signifie littéralement "mise en réseau". Dans le contexte chimique, il est utilisé pour les réactions dans lesquelles les molécules sont liées entre elles par l'introduction de liaisons covalentes et la formation de réseaux tridimensionnels.durcissement rapide sont importantes pour la vitesse d'impression en 3D ; la précision et la finesse sont importantes pour la résolution et l'épaisseur de couche réalisable ; et la large gamme de formulations permet une combinaison presque infinie de propriétés de matériaux et de matériaux.
Dans certaines applications, les propriétés des encres, des revêtements et des pièces imprimées en 3D peuvent même être améliorées par un durcissement à des températures élevées après le durcissement aux UV. Cela permet parfois de contrôler la profondeur de polymérisation ou d'améliorer les propriétés :
- Épaisseur du revêtement ou du film d'impression : Pour les couches épaisses de matériaux durcissant aux UV, la lumière UV peut ne pas pénétrer suffisamment pour assurer un durcissement complet. Une post-polymérisation thermique est nécessaire pour obtenir une polymérisation complète sur toute l'épaisseur.
- Composition du matériau et degré de réticulation : Certains matériaux nécessitent une post-polymérisation thermique pour obtenir une réticulation et une polymérisation suffisantes. La post-cuisson permet d'achever les réactions incomplètes et d'améliorer la stabilité du matériau.
- Optimisation des propriétés du matériau. La combinaison du séchage UV et de la post-polymérisation thermique permet d'optimiser les propriétés spécifiques des matériaux telles que la dureté, l'élasticité, la résistance aux chocs et la résistance chimique.
Analyse dynamique-mécanique pour l'optimisation de la post-polymérisation thermique en ce qui concerne les propriétés mécaniques
L'analyse dynamique et mécanique (DMA) est une bonne méthode pour optimiser la post-cuisson thermique en ce qui concerne les propriétés mécaniques. La DMA analyse le comportement des matériaux à des températures, des fréquences et des déformations variables. Dans l'exemple suivant, elle a été utilisée pour déterminer la température de post-polymérisation idéale en termes de temps, de coût et de performance.
Le système de résine a été développé par EZD pour être utilisé comme encre ou revêtement, ou dans la fabrication additive.
Les échantillons ont été produits par impression 3D chez EZD-SKZ et analysés avec un DMA 303 Eplexor®. Les paramètres les plus importants sont résumés dans le tableau suivant :
| Porte-échantillon | flexion en 3 points. supports flexibles de 30 mm |
| Epaisseur de l'échantillon | environ 2 mm |
| Largeur de l'échantillon | environ 10 mm |
| Force dynamique max | 10 N |
| Amplitude dyn | 50 µm |
| Fréquence | 1 Hz |
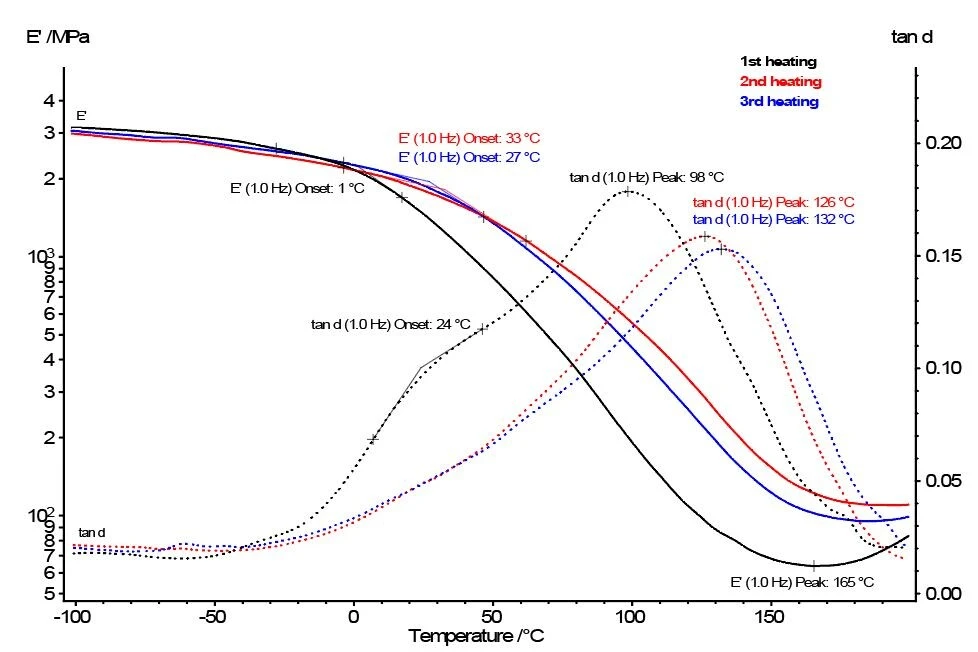
Pour une première évaluation du comportement de durcissement et du comportement mécanique sous l'influence de la température, une mesure DMA a été effectuée de 100°C à 200°C à une vitesse de chauffage de 2 K/min. Après refroidissement, ce cycle a été répété deux fois sur le même échantillon. Les résultats sont présentés dans la figure 1. On peut constater qu'une différence de module de stockage se produit à des températures supérieures à la température ambiante. La rigidité augmente avec l'augmentation du chauffage. En outre, la transition vitreuse (tan d) se déplace vers des températures plus élevées.
Afin de déterminer la température de durcissement idéale pour le nouveau système de résine, les échantillons ont été chauffés à 5 K/min depuis la température ambiante jusqu'aux températures cibles de 180°C, 200°C, 210°C et 220°C et maintenus isothermes pendant 5 heures après avoir atteint la température afin d'analyser l'augmentation possible du module de stockage pendant le temps de maintien ; voir la figure 2.
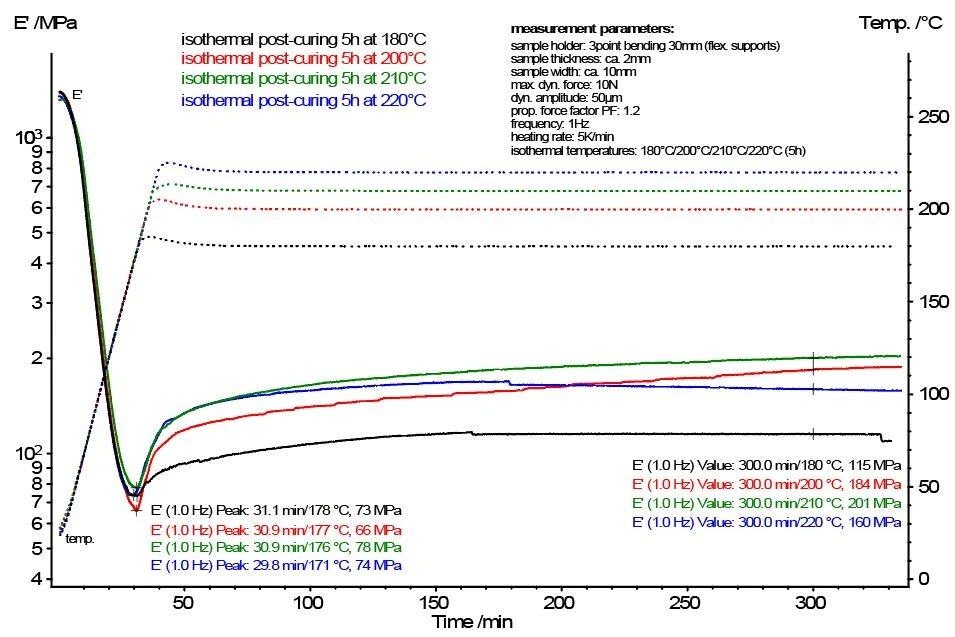
On peut constater qu'avec l'augmentation de la température, des valeurs de module de plus en plus élevées peuvent être atteintes et que l'augmentation est plus rapide à des températures plus élevées. Ce n'est qu'à 220°C qu'un effet négatif apparaît. Après une augmentation initiale de la valeur du module, celle-ci commence à diminuer après environ 80 minutes de temps de mesure total, ce qui est un indicateur de fragilisation du matériau. Ainsi, à 220°C, le matériau est déjà endommagé.
Les valeurs de module atteignables après 300 minutes montrent une augmentation considérable avec la température. Cependant, cette différence n'est plus aussi importante large entre 200°C et 210°C.
Afin de pouvoir évaluer l'effet sur la transition vitreuse, tous les échantillons maintenus à l'état IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme sont ensuite chauffés dynamiquement de -100°C à 200°C à une vitesse de chauffage de 2 K/min. La différence dans les valeurs de module est déjà perceptible au début de la mesure à -100°C. On peut également voir clairement que la valeur du module de l'échantillon endommagé à 220°C ne diffère pas de celle de l'échantillon ayant subi une post-polymérisation à 180°C. Le pic de tan d, qui correspond à la transition vitreuse du matériau (Tg), est déplacé vers des valeurs plus élevées à mesure que la température de maintien augmente. Toutefois, on constate également que les différences augmentent moins fortement après une post-polymérisation à 200°C.
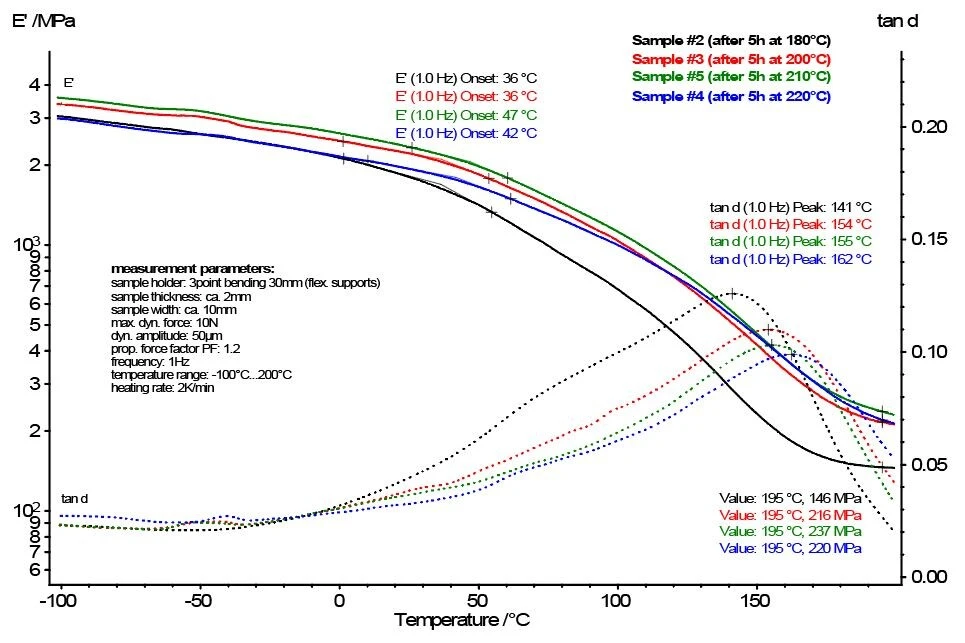
Les résultats montrent que la valeur de module et le Tg les plus élevés peuvent être obtenus à une température de durcissement de 210°C.
En fonction des conditions du cadre, différentes décisions d'optimisation peuvent être prises :
- Pour obtenir la valeur de module maximale de 201 MPa, le durcissement doit être effectué à 210°C pendant 300 minutes.
- Si, par exemple, une valeur de module de 150 MPa est suffisante, elle sera atteinte à 200°C après 160 minutes et à 210°C après 70 minutes. En fonction de la technologie du four, on peut supposer qu'il est plus efficace sur le plan énergétique (+ temps et coûts) d'obtenir les mêmes résultats en 90 minutes de moins à 210°C.
- Si une certaine valeur de transition vitreuse est requise, par exemple > 150°C, une température de polymérisation de 200°C peut déjà être suffisante. D'autres temps de maintien IsothermeLes essais à température contrôlée et constante sont dits isothermes.isotherme devraient être utilisés pour vérifier si la même Tg peut également être atteinte plus rapidement à des températures plus élevées.
Cet exemple a pour but de montrer qu'en fonction de la valeur cible de performance (module ou Tg), du temps, du coût ou de l'efficacité énergétique, quelques mesures DMA sont généralement suffisantes pour réduire l'espace de résultats et vérifier ensuite l'obtention des valeurs cibles avec 1 ou 2 mesures de confirmation.
La DMA peut donc être utilisée pour optimiser le durcissement thermique des encres, des revêtements et des résines d'impression 3D durcissant aux UV. En fonction de la valeur cible, d'autres méthodes telles que notre UV-DSC, le couplage UV sur le rhéomètre rotatif Kinexus ou l'UV-DEA peuvent être utilisées pour optimiser le durcissement UV.