24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
A DMA mint a keményedő bevonatok és 3D nyomtatott alkatrészek utólagos kikeményítésének optimalizálási eszköze
Az UV-hőkezelő rendszerek gyors feldolgozhatóságuk, precíz alkalmazásuk és sokoldalúságuk miatt számos iparágban és alkalmazásban helyet kaptak.
Az UV-hőkezelő rendszerek gyors feldolgozhatóságuk, precíz alkalmazásuk és sokoldalúságuk miatt számos iparágban és alkalmazásban helyet kaptak. A legfontosabb alkalmazások közül néhány a mai napig a következő:
- Nyomdaipar: Az UV-keményítő festékeket és festékeket széles körben használják a nyomdaiparban. Lehetővé teszik a festékek gyors száradását és kikeményedését papíron, kartonokon, műanyagokon és más nyomdai hordozókon, ami növeli a gyártási sebességet.
- Fafeldolgozás: Az UV-keményedő bevonatokat a fafeldolgozásban használják, különösen a bútorok, padlóburkolatok, bútorfelületek és -felületek, valamint a fadekoráció esetében. Gyors kikeményedést és magas felületi minőséget biztosítanak.
- Autóipar: Az UV-keményedő festékeket és bevonatokat az autóiparban műanyag alkatrészek, belső alkatrészek és műszerfalak festésére használják. Gyors kikeményedést és magas felületi minőséget biztosítanak.
- Elektronika: Az UV-keményedő anyagokat az elektronikai iparban nyomtatott áramköri lapok, kijelzők, házak, kapcsolók és egyéb elektronikai alkatrészek gyártásához használják. Pontos adagolást és alkalmazást kínálnak, és gyors gyártást tesznek lehetővé.
- Orvostechnika: Az UV-keményítő anyagokat orvosi eszközök, fogászati termékek, ortopédiai eszközök és egyéb orvosi alkalmazások gyártásában használják. Nagy pontosságot és biokompatibilis tulajdonságokat kínálnak.
- Optika és szemüveg: Az UV-keményítő anyagokat szemüveglencsék, kontaktlencsék és optikai bevonatok készítéséhez használják. Gyors keményedést, nagyfokú átlátszóságot és karcállóságot biztosítanak.
- Repülőgépipar: Az UV-keményedő bevonatokat a repülőgépiparban alkalmazzák alkatrészekhez, házakhoz és felületi alkalmazásokhoz. Könnyű súlyt, tartósságot és gyors keményedést biztosítanak.
- Élelmiszer-csomagolás: Az UV-keményedő bevonatokat az élelmiszer-csomagolóiparban használják a csomagolóanyagok védelmére, a tartósság javítására és a nedvesség behatolásának csökkentésére.
E hagyományos területeken kívül az Additív gyártásban is széles körben alkalmazzák már évek óta. Az UV-keményedő gyanták képezik a Vat fotopolimerizációs és az Material Jetting eljárások alapját, és a Binder Jettingben is alkalmazzák őket. A gyors keményedés tulajdonságai itt is relevánsak a 3D-nyomtatás sebessége szempontjából; a pontosság és a finomság a felbontás és az elérhető rétegvastagság szempontjából; a formulák széles választéka pedig az anyagtulajdonságok és anyagok szinte végtelen kombinációját teszi lehetővé.
Egyes alkalmazásokban a tinták, bevonatok és 3D-nyomtatott alkatrészek tulajdonságai még tovább javíthatók az UV-keményítést követő, magasabb hőmérsékleten történő keményítéssel. Ez néha hasznos a kikeményedési mélység szabályozására vagy a tulajdonságok javítására:
- A bevonat vagy a nyomtatási film vastagsága: Az UV-keményedő anyagok vastag rétegei esetében előfordulhat, hogy az UV-fény nem hatol be eléggé a teljes keményedés biztosításához. A teljes vastagságban történő teljes kikeményedés eléréséhez termikus utóérlelésre van szükség.
- Az anyag összetétele és a térhálósodás mértéke: Egyes anyagoknál a megfelelő térhálósodás és polimerizáció eléréséhez termikus utóérlelésre van szükség. Az utóhegesztés segít a befejezetlen reakciók befejezésében és az anyag stabilitásának javításában.
- Az anyagtulajdonságok optimalizálása. Az UV-keményítés és a termikus utóérlelés kombinációja lehetővé teszi az olyan speciális anyagtulajdonságok optimalizálását, mint a keménység, a rugalmasság, az ütésállóság és a kémiai ellenállás.
Dinamikai-mechanikai elemzés a termikus utókeményítés optimalizálására a mechanikai tulajdonságok tekintetében
A mechanikai tulajdonságok tekintetében a termikus utókötés optimalizálására jó módszer a dinamikus-mechanikai elemzés (DMA). A DMA az anyagok viselkedését elemzi különböző hőmérsékleteken, frekvenciákon és terheléseken. A következő példában az idő, a költségek és a teljesítmény szempontjából ideális utóérlelési hőmérséklet meghatározására használták.
A gyantarendszert az EZD fejlesztette ki tintaként vagy bevonatként, illetve additív gyártásban való felhasználásra.
A mintákat az EZD-SKZ-nél 3D-nyomtatással állították elő, és elemezték egy DMA 303 Eplexor®. A legfontosabb paramétereket az alábbi táblázatban foglaltuk össze:
| Mintatartó | 3 pontos hajlítás. 30 mm-es rugalmas tartók |
| A minta vastagsága | kb. 2 mm |
| Minta szélessége | kb. 10 mm |
| Max. dinamikus erő | 10 N |
| Dinamikus amplitúdó | 50 µm |
| Frekvencia | 1 Hz |
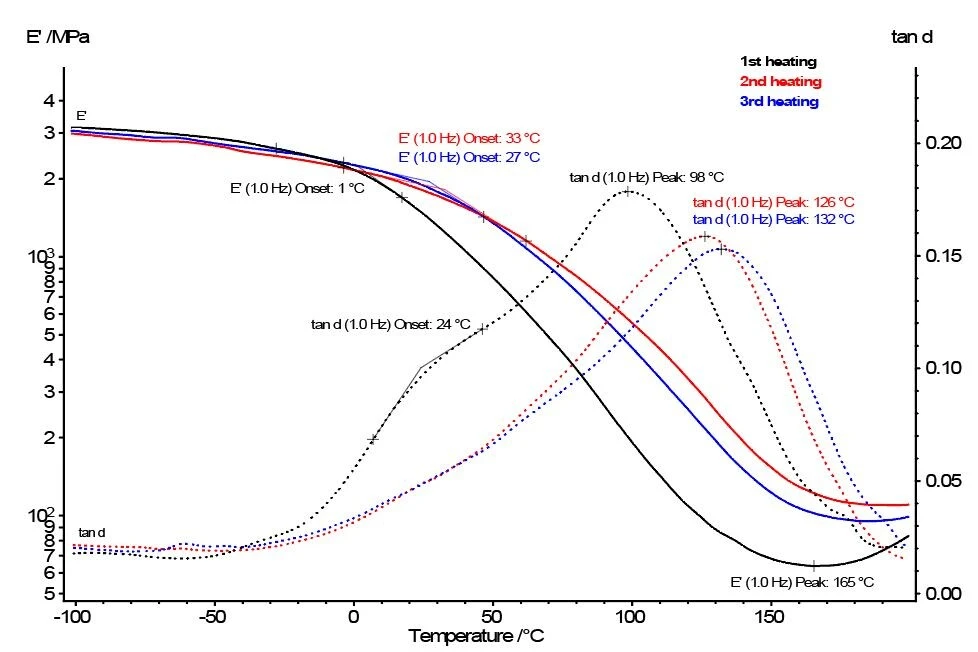
A hőmérséklet hatására történő kikeményedési viselkedés és a mechanikai viselkedés kezdeti értékeléséhez DMA-mérést végeztünk 100°C és 200°C között, 2 K/perc fűtési sebességgel. Lehűlés után ezt a ciklust még 2 alkalommal megismételtük ugyanazon a mintán. Az eredményeket az 1. ábra mutatja. Látható, hogy szobahőmérséklet feletti hőmérsékleten különbség mutatkozik a tárolási modulusban. A merevség növekszik a melegítés növekedésével. Ezenkívül az üvegesedési átmenet (tan d) magasabb hőmérsékletre tolódik.
Az új gyantarendszer ideális kikeményedési hőmérsékletének meghatározásához a mintákat 5 K/perc sebességgel szobahőmérsékletről 180°C, 200°C, 210°C és 220°C célhőmérsékletre melegítettük, majd a hőmérséklet elérését követően 5 órán át izotermikusan tartottuk, hogy elemezzük a tárolási modulus esetleges növekedését a tartási idő alatt; lásd a 2. ábrát.
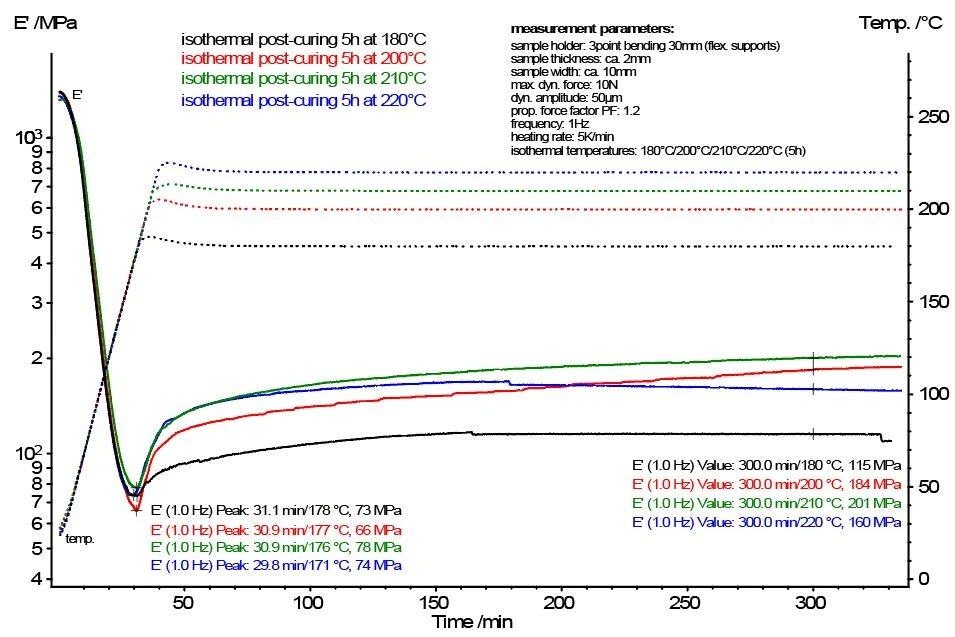
Látható, hogy a hőmérséklet növelésével egyre magasabb modulusértékek érhetők el, és hogy a növekedés magasabb hőmérsékleten gyorsabban megy végbe. Csak 220°C-on jelentkezik negatív hatás. A modulusérték kezdeti növekedését követően a teljes mérési idő kb. 80 perc elteltével csökkenni kezd, ami az anyag ridegségét jelzi. Így 220°C-on már anyagkárosodás következik be.
A 300 perc után elérhető modulusértékek a hőmérséklettel való jelentős növekedést mutatják. Ez a különbség azonban 200°C és 210°C között már nem olyan nagy large.
Annak érdekében, hogy az üvegesedési átmenetre gyakorolt hatást értékelni lehessen, az izotermikusan tartott összes mintát ezt követően dinamikusan -100°C-ról 200°C-ra melegítettük 2 K/perc fűtési sebességgel. A modulusértékek közötti különbség már a mérés kezdetén, -100°C-on felismerhető. Az is jól látható, hogy a 220°C-on sérült minta modulusértéke nem különbözik a 180°C-on kikeményített minta modulusértékétől. A tan d csúcsa, amely az anyag üvegesedési átmenetének (Tg) felel meg, a tartási hőmérséklet növekedésével magasabb értékek felé tolódik el. Az is látható azonban, hogy a 200°C-on történő utókeményítést követően a különbségek kevésbé meredeken nőnek.
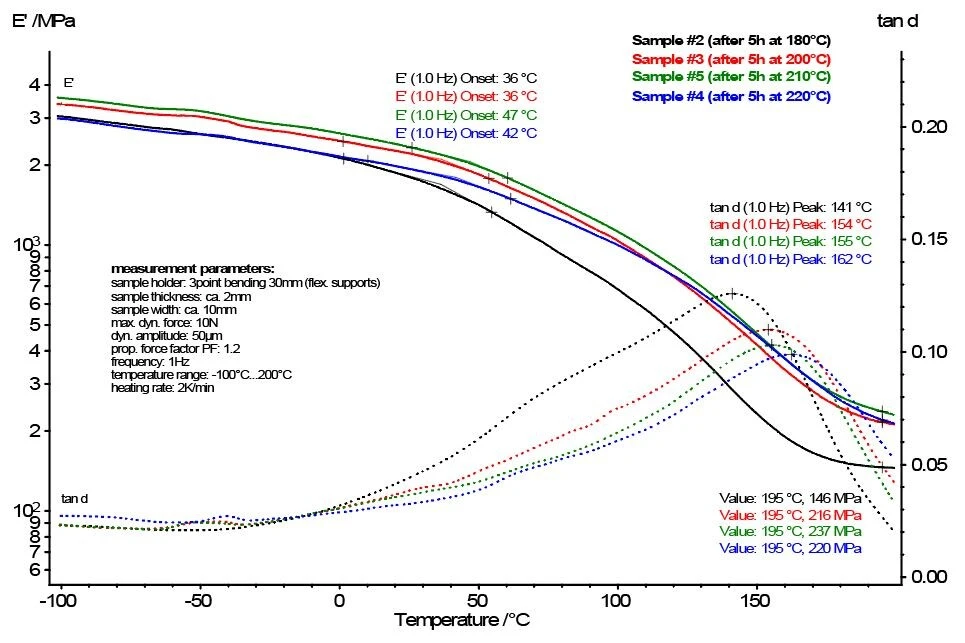
Az eredmények azt mutatják, hogy a legmagasabb modulusérték és Tg érték 210°C-os kikeményedési hőmérsékleten érhető el.
A keretfeltételektől függően most különböző optimalizálási döntések vezethetők le:
- A 201 MPa maximális modulusérték eléréséhez a keményítést 210°C-on kell elvégezni 300 percig.
- Ha például 150 MPa modulusérték elegendő, akkor ezt 200°C-on 160 perc után, 210°C-on pedig 70 perc után érjük el. A kemence technológiájától függően feltételezhető, hogy energiatakarékosabb (+idő és költségek), ha 210°C-on 90 perccel rövidebb idő alatt érjük el ugyanazt az eredményt.
- Ha egy bizonyos üvegesedési értékre van szükség, pl. > 150°C, akkor a 200°C-os kikeményítési hőmérséklet már elegendő lehet. További IzotermikusAz ellenőrzött és állandó hőmérsékleten végzett vizsgálatokat izotermikusnak nevezzük.izotermikus tartási időkkel ellenőrizni kell, hogy ugyanaz a Tg érték magasabb hőmérsékleten is gyorsabban elérhető-e.
Ez a példa azt hivatott bemutatni, hogy a teljesítmény (modulus vagy Tg), az idő, a költség vagy az energiahatékonyság célértékétől függően általában néhány DMA-mérés elegendő az eredménytartomány leszűkítéséhez, majd 1-2 megerősítő méréssel ellenőrizni a célértékek elérését.
Ezért a DMA felhasználható az UV-keményítő festékek, bevonatok és 3D-nyomtató gyanták termikus keményítésének optimalizálására. A célértéktől függően más módszerek, például az UV-DSC, a Kinexus rotációs reométeren történő UV-kapcsolás vagy az UV-DEA is alkalmazható az UV-keményedés optimalizálására.