24.07.2024 von Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
Effiziente Nachhärtung von Beschichtungen und 3D-Druck-Teilen mittels Dynamisch-Mechanischer-Analyse
UV-aushärtende Systeme haben in verschiedenen Branchen und Anwendungen aufgrund ihrer schnellen Verarbeitbarkeit, Präzision bei der Auftragung und Vielseitigkeit einen festen Platz gefunden.
UV-aushärtende Systeme haben in verschiedenen Branchen und Anwendungen aufgrund ihrer schnellen Verarbeitbarkeit, Präzision bei der Auftragung und Vielseitigkeit einen festen Platz gefunden. Einige der bislang wichtigsten Einsatzgebiete sind:
- Druckindustrie: UV-aushärtende Tinten und Lacke werden in der Druckindustrie weit verbreitet eingesetzt. Sie ermöglichen eine schnelle Trocknung und Aushärtung von Tinten auf Papier, Karton, Kunststoffen und anderen Drucksubstraten, was die Geschwindigkeit in der Produktion erhöht.
- Holzverarbeitung: UV-aushärtende Beschichtungen finden in der Holzverarbeitung Anwendung, insbesondere für Möbel, Fußböden, Möbeloberflächen und Holzdekor. Sie bieten eine effiziente Aushärtung und verbesserte Oberflächeneigenschaften.
- Automobilindustrie: UV-aushärtende Lacke und Beschichtungen kommen in der Automobilindustrie für die Lackierung von Kunststoffteilen, Innenraumkomponenten und Armaturenbrettern zum Einsatz. Sie bieten schnelle Aushärtung und hohe Oberflächenqualität.
- Elektronik: UV-aushärtende Materialien werden in der Elektronikindustrie für die Herstellung von Leiterplatten, Displays, Gehäusen, Schaltern und anderen elektronischen Komponenten verwendet. Sie bieten eine präzise Dosierung und Auftragung und ermöglichen eine schnelle Produktion.
- Medizintechnik: UV-aushärtende Materialien werden in der Herstellung von medizinischen Geräten, Dentalprodukten, orthopädischen Hilfsmitteln und anderen medizinischen Anwendungen eingesetzt. Sie bieten hohe Präzision und biokompatible Eigenschaften.
- Optik und Brillen: UV-aushärtende Materialien werden für Brillengläser, Kontaktlinsen und optische Beschichtungen verwendet. Sie bieten eine schnelle Aushärtung, hohe Transparenz und Kratzfestigkeit.
- Luft- und Raumfahrt: UV-aushärtende Beschichtungen werden in der Luft- und Raumfahrtindustrie für Komponenten, Gehäuse und Oberflächenanwendungen eingesetzt. Sie bieten Leichtgewicht, Haltbarkeit und schnelle Aushärtung.
- Lebensmittelverpackungen: UV-aushärtende Beschichtungen werden in der Lebensmittelverpackungsindustrie eingesetzt, um Verpackungsmaterialien zu schützen, ihre Haltbarkeit zu verbessern und das Eindringen von Feuchtigkeit zu reduzieren.
Zu diesen traditionellen Bereichen kommt nun seit einigen Jahren auch noch die weite Verbreitung in der Additiven Fertigung. Die UV aushärtenden Harze bieten die Basis für die Prozesse Vat Photopolymerization und Material Jetting und finden zum Teil auch Einsatz beim Binder Jetting. Auch hier sind die Eigenschaften der schnellen Aushärtung relevant für die 3D-Druckgeschwindigkeit, die Präzision und Feinheit sind relevant für die Auflösung und erzielbaren Schichtdicken und die weite Auswahl an Rezepturen ermöglich schier unendliche Kombination an Materialeigenschaften und Materialien.
In einigen Anwendungen können die Eigenschaften der Tinte, Beschichtung oder des 3D-gedruckten Bauteiles noch gesteigert werden, in dem eine Aushärtung bei erhöhten Temperaturen an die UV-Vernetzung angeschlossen wird. Dies ist zum Teil sinnvoll, um die Aushärtetiefe zu kontrollieren oder die Eigenschaften zu verbessern:
- Dicke der Beschichtung oder des Druckfilms: Bei dicken Schichten von UV-aushärtenden Materialien kann das UV-Licht nicht ausreichend eindringen, um eine vollständige Aushärtung zu gewährleisten. Die thermische Nachhärtung ist erforderlich, um eine vollständige Aushärtung über die gesamte Dicke zu erreichen.
- Materialzusammensetzung und Vernetzungsgrad: Einige Materialien benötigen eine thermische Nachhärtung, um eine ausreichende Vernetzung und Polymerisation zu erreichen. Die Nachhärtung hilft, unvollständige Reaktionen abzuschließen und die Materialstabilität zu verbessern.
- Optimierung der Materialeigenschaften: Die Kombination aus UV-Aushärtung und thermischer Nachhärtung ermöglicht die Optimierung spezifischer Materialeigenschaften wie Härte, Elastizität, Schlagfestigkeit und Chemikalienbeständigkeit.
Dynamisch-Mechanische Analyse zur Optimierung der thermischen Nachhärtung in Bezug auf mechanische Eigenschaften
Eine gute Methode zur Optimierung des thermischen Nachhärtung hinsichtlich der mechanischen Eigenschaften ist die Dynamisch-Mechanische Analyse (DMA). Die DMA analysiert das Verhalten von Materialien bei wechselnden Temperaturen, Frequenzen und Dehnungen. Im folgenden Beispiel wurde sie herangezogen, um die hinsichtlich Zeit, Kosten und Performance ideale Nachhärtetemperatur zu bestimmen.
Das Harzsystem wurde vom EZD für den Einsatz als Tinte, Beschichtung oder in der additiven Fertigung entwickelt.
Die Proben wurden mittels 3D-Druck am EZD-SKZ gefertigt und mit einem DMA 303 Eplexor® analysiert. Die wichtigsten Parameter sind in der folgenden Tabelle zusammengefasst:
| Probenhalter | 3-Punkt-Biegung, 30 mm flexible Auflagen |
| Probendicke | Ca. 2 mm |
| Probenbreite | Ca. 10 mm |
| Max. dyn. Kraft | 10 N |
| Dyn. Amplitude | 50 µm |
| Frequenz | 1 Hz |
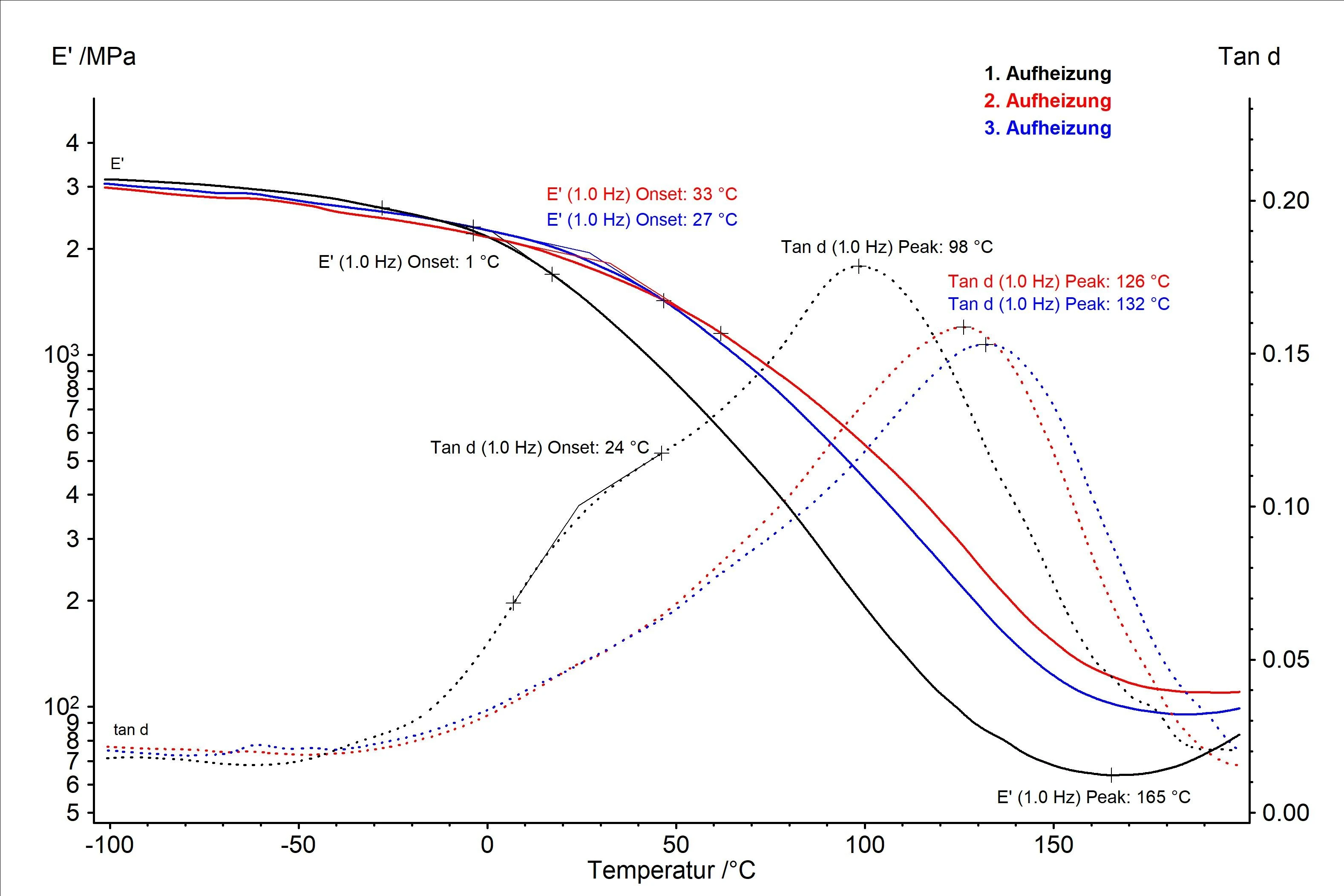
Für eine erste Evaluierung des Aushärteverhaltens sowie des mechanischen Verhaltes unter Temperatureinwirkung wurde eine DMA Messung von 100 °C auf 200 °C mit 2 K/min Heizrate durchgeführt. Nach erfolgter Abkühlung wurde dieser Zyklus an der gleichen Probe noch 2 weitere Male wiederholt. Die Ergebnisse sind in Abbildung 1 dargestellt. Es zeigt sich, dass bei Temperaturen oberhalb von Raumtemperatur ein Unterschied im Speichermodul auftritt. Mit zunehmender Aufheizung nimmt die Steifigkeit zu. Außerdem verschiebt sich der Glasübergang (tan d) zu höheren Temperaturen.
Um die ideale Aushärtetemperatur für das neue Harzsystem zu ermitteln, wurden die Proben mit 5K/min von Raumtemperatur auf die Zieltemperaturen von 180, 200, 210 und 220 °C aufgeheizt und nach Erreichen der Temperatur für 5 h IsothermUntersuchungen bei geregelter und konstanter Temperatur werden als isotherm bezeichnet.isotherm gehalten, um die mögliche Zunahme des Speichermoduls während der Haltezeit zu analysieren, Abbildung 2.
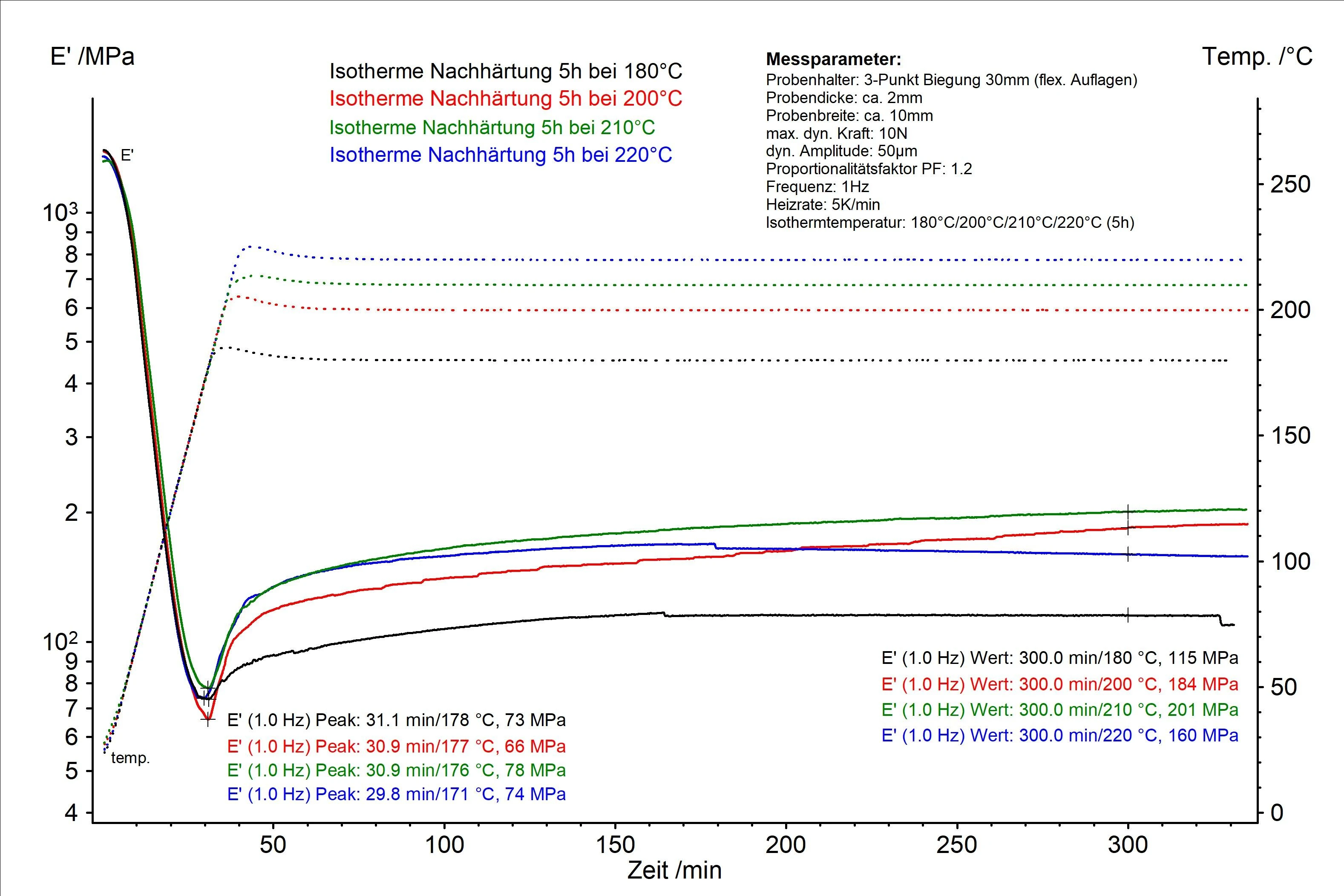
Es zeigt sich, dass mit zunehmender Temperatur immer höhere Modulwerte erreicht werden können und dass der Anstieg bei höheren Temperaturen schneller erfolgt. Lediglich bei 220 °C zeigt sich ein negativer Effekt. Nach einem anfänglichen Anstieg des Modulwertes fängt er nach ca. 80 Minuten Gesamtmesszeit an abzufallen, was auf eine Versprödung des Materials hinweist. Bei 220 °C tritt also bereits eine Schädigung des Materials auf.
Die erzielbaren Modulwerte nach 300 Minuten zeigen den deutlichen Anstieg mit der Temperatur. Allerdings ist dieser Unterschied zwischen 200 und 210 °C nicht mehr so groß.
Um den Effekt auf den Glasübergang bewerten zu können, werden alle isotherm gehaltenen Proben im Anschluss von -100 °C auf 200 °C mit 2 K/min Heizrate aufgeheizt. Der Unterschied in den Modulwerten ist jetzt bereits zu Messbeginn bei -100 °C zu erkennen. Deutlich zu beobachten ist auch, dass der Modulwert der bei 220 °C geschädigten Probe sich nicht von der bei 180 °C nachgehärteten Probe unterscheidet. Der Peak von tan d, der dem Glasübergang des Materials (Tg) entspricht ist mit zunehmender Haltetemperatur zu höheren Werten verschoben. Es zeigt sich jedoch auch, dass die Unterschiede ab einer Nachhärtung bei 200 °C weniger stark ansteigen.
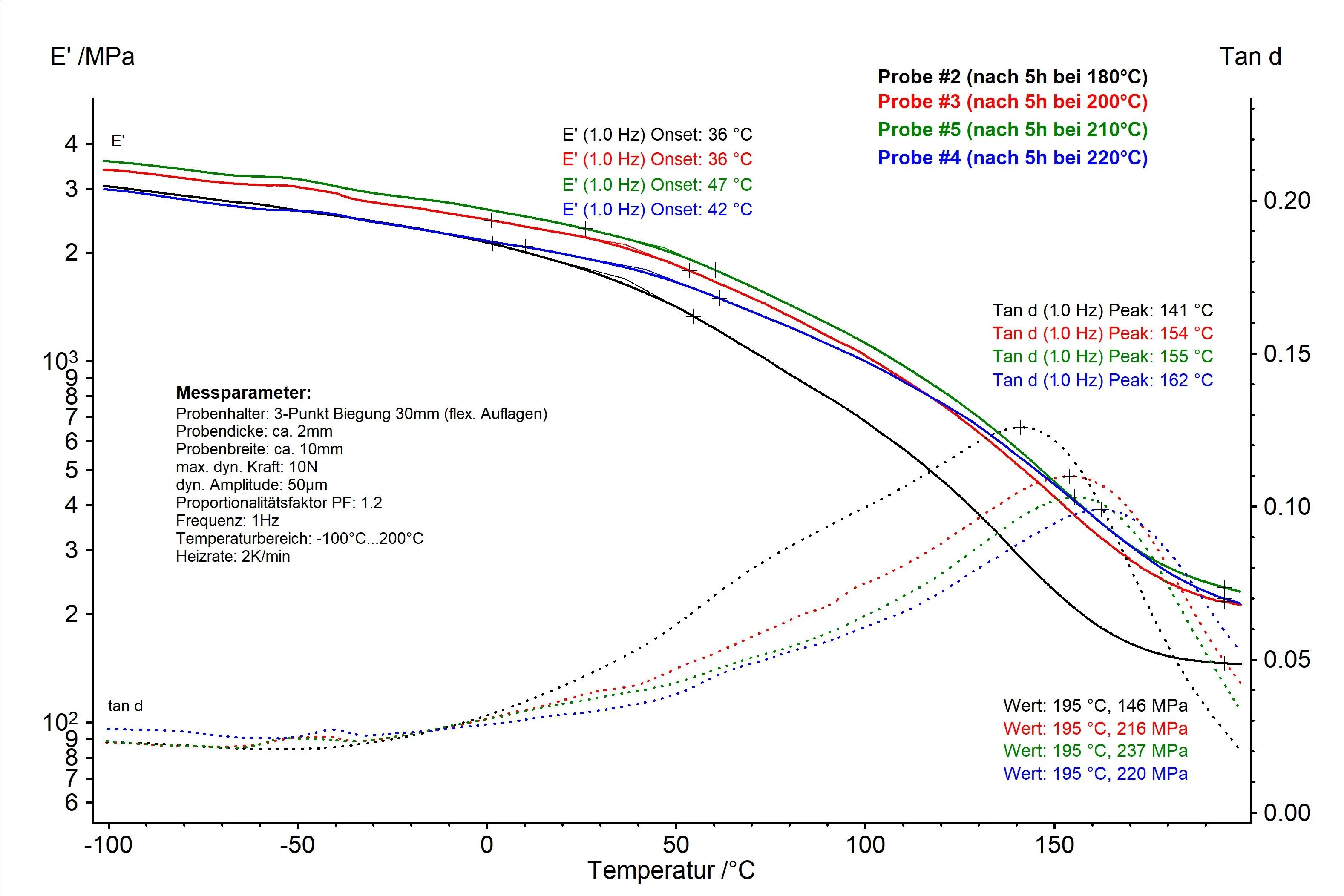
Aus den Ergebnissen ist ersichtlich, dass bei einer Aushärtetemperatur von 210°C der höchste Modulwert und der höchste Tg erreicht werden kann.
In Abhängigkeit der Rahmenbedingungen können nun unterschiedliche Optimierungsentscheidungen abgeleitet werden:
- Um den maximalen Modulwert von 201 MPa zu erreichen, muss die Aushärtung bei 210°C für 300 Minuten erfolgen.
- Reicht zum Beispiel ein Modulwert von 150 MPa aus, wird dieser bei 200 °C nach 160 Minuten und bei 210 °C nach 70 Minuten erreicht. Abhängig von der Ofentechnologie ist davon auszugehen, dass es energieeffizienter (+ Zeit und Kosten) ist, das gleiche Ergebnis bei 210°C in 90 Minuten weniger zu erzielen.
- Wird ein bestimmter Glasübergangswert gefordert, z.B. > 150°C, kann schon eine Aushärtetemperatur von 200°C ausreichen. Es sollte durch weitere isotherme Haltezeiten überprüft werden, ob der gleiche Tg bei höheren Temperaturen auch schneller erreicht werden kann.
Dieses Beispiel soll zeigen, dass je nach Zielgröße von Performance (Modul oder Tg), Zeit, Kosten oder Energieeffizienz, ein paar wenige DMA-Messungen ausreichen, um den Ergebnisraum einzugrenzen und dann mit 1-2 Bestätigungsmessungen die Erreichung der Zielgrößen zu verifizieren.
Daher kann die DMA sehr gut herangezogen werden, wenn es um die Optimierung der thermischen Aushärtung von UV-härtenden Tinten, Beschichtungen und 3D Druck-Harzen geht. Für die Optimierung der UV-Aushärtung können je nach Zielgröße andere Methoden wie unsere UV-DSC, UV-Kopplung am Kinexus Rotationsrheometer oder auch die UV-DEA herangezogen werden.