24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA als optimalisatiehulpmiddel voor nabehandeling van uithardende coatings en 3D-geprinte onderdelen
UV-uithardingssystemen hebben een plaats gevonden in verschillende industrieën en toepassingen dankzij hun snelle verwerkbaarheid, precisie bij het aanbrengen en veelzijdigheid.
UV-uithardingssystemen hebben een plaats veroverd in verschillende industrieën en toepassingen dankzij hun snelle verwerkbaarheid, precisie bij de toepassing en veelzijdigheid. Enkele van de belangrijkste toepassingen tot nu toe zijn:
- Drukindustrie: UV-uithardende inkten en verven worden veel gebruikt in de drukindustrie. Ze maken een snelle droging en uitharding van inkt op papier, karton, plastic en andere druksubstraten mogelijk, wat de productiesnelheid verhoogt.
- Houtverwerking: UV-uithardende coatings worden gebruikt in de houtverwerking, vooral voor meubels, vloeren, meubeloppervlakken en -afwerkingen en houtdecoratie. Ze zorgen voor een snelle uitharding en een hoge oppervlaktekwaliteit.
- Auto-industrie: UV-uithardende verven en coatings worden gebruikt in de auto-industrie voor het lakken van kunststof onderdelen, interieuronderdelen en dashboards. Ze harden snel uit en bieden een hoge oppervlaktekwaliteit.
- Elektronica: UV-uithardende materialen worden gebruikt in de elektronische industrie voor de productie van printplaten, displays, behuizingen, schakelaars en andere elektronische componenten. Ze bieden een nauwkeurige dosering en toepassing en maken een snelle productie mogelijk.
- Medische technologie: UV-uithardende materialen worden gebruikt bij de productie van medische apparatuur, tandheelkundige producten, orthopedische toestellen en andere medische toepassingen. Ze bieden een hoge precisie en biocompatibele eigenschappen.
- Optiek en brillen: UV-uithardende materialen worden gebruikt voor brillenglazen, contactlenzen en optische coatings. Ze harden snel uit, zijn zeer transparant en krasbestendig.
- Ruimtevaart: UV-uithardende coatings worden toegepast in de luchtvaartindustrie voor onderdelen, behuizingen en oppervlaktetoepassingen. Ze zijn licht van gewicht, duurzaam en snel uithardend.
- Verpakking van voedingsmiddelen: UV-uithardende coatings worden gebruikt in de voedselverpakkingsindustrie om verpakkingsmaterialen te beschermen, de duurzaamheid te verbeteren en het binnendringen van vocht te verminderen.
Naast deze traditionele gebieden worden ze al enkele jaren op grote schaal gebruikt in Additive Manufacturing. UV-uithardende harsen vormen de basis voor Vat Photopolymerization en Material Jetting processen, en worden ook gebruikt in Binder Jetting. Ook hier zijn de eigenschappen van snelle uitharding relevant voor de 3D-printsnelheid; de precisie en fijnheid zijn relevant voor de resolutie en haalbare laagdikte; en het brede scala aan formuleringen maakt een bijna oneindige combinatie van materiaaleigenschappen en materialen mogelijk.
In sommige toepassingen kunnen de eigenschappen van inkten, coatings en 3D-geprinte onderdelen zelfs verder worden verbeterd door uitharding bij verhoogde temperaturen na UV-uitharding. Dit is soms nuttig om de uithardingsdiepte te regelen of om de eigenschappen te verbeteren:
- Dikte van de coating of printlaag: Bij dikke lagen UV-uithardende materialen kan het zijn dat het UV-licht niet voldoende doordringt om volledige uitharding te garanderen. Thermische nabehandeling is nodig voor volledige uitharding over de gehele dikte.
- Materiaalsamenstelling en vernetingsgraad: Sommige materialen hebben thermische nabehandeling nodig om voldoende vernetting en polymerisatie te verkrijgen. Nabehandeling helpt om onvolledige reacties te voltooien en de materiaalstabiliteit te verbeteren.
- Optimalisatie van materiaaleigenschappen. Door de combinatie van UV-uitharding en thermische nabehandeling kunnen specifieke materiaaleigenschappen zoals hardheid, elasticiteit, slagvastheid en chemische weerstand worden geoptimaliseerd.
Dynamisch-mechanische analyse voor het optimaliseren van thermische nabehandeling met betrekking tot mechanische eigenschappen
Een goede methode voor het optimaliseren van thermische nabehandeling met betrekking tot mechanische eigenschappen is dynamisch-mechanische analyse (DMA). DMA analyseert het gedrag van materialen bij verschillende temperaturen, frequenties en rek. In het volgende voorbeeld werd het gebruikt om de ideale nahardingstemperatuur te bepalen in termen van tijd, kosten en prestatie.
Het harssysteem werd ontwikkeld door EZD voor gebruik als inkt of coating, of in additieve productie.
De monsters werden geproduceerd met behulp van 3D-printing bij EZD-SKZ en geanalyseerd met een DMA 303 Eplexor®. De belangrijkste parameters zijn samengevat in de volgende tabel:
| Monsterhouder | 3-punts buigen. 30 mm flexibele steunen |
| Dikte monster | ongeveer 2 mm |
| Breedte monster | ongeveer 10 mm |
| Max. dyn. kracht | 10 N |
| Dyn. amplitude | 50 µm |
| Frequentie | 1 Hz |
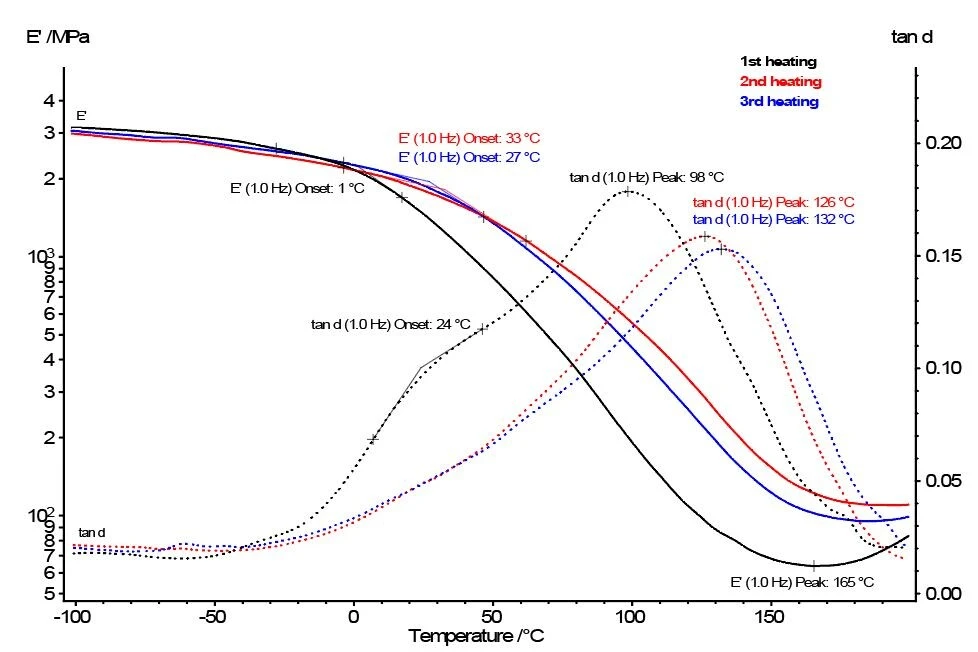
Voor een eerste evaluatie van het uithardingsgedrag en het mechanische gedrag onder invloed van temperatuur werd een DMA-meting uitgevoerd van 100 °C tot 200 °C met een verwarmingssnelheid van 2 K/min. Na afkoeling werd deze cyclus nog 2 keer herhaald op hetzelfde monster. De resultaten worden getoond in figuur 1. Het is te zien dat er een verschil in Elasticiteit en elasticiteitsmodulusRubberelasticiteit of entropie-elasticiteit beschrijft de weerstand van een rubber- of elastomeersysteem tegen een extern toegepaste vervorming of rek. opslagmodulus optreedt bij temperaturen boven kamertemperatuur. De stijfheid neemt toe bij toenemende verwarming. Bovendien verschuift de glasovergang (tan d) naar hogere temperaturen.
Om de ideale uithardingstemperatuur voor het nieuwe harssysteem te bepalen, werden de monsters verwarmd met 5 K/min van kamertemperatuur tot doeltemperaturen van 180°C, 200°C, 210°C en 220°C en na het bereiken van de temperatuur gedurende 5 uur IsothermTesten bij een gecontroleerde en constante temperatuur worden isotherm genoemd.isotherm gehouden om de mogelijke toename van de Elasticiteit en elasticiteitsmodulusRubberelasticiteit of entropie-elasticiteit beschrijft de weerstand van een rubber- of elastomeersysteem tegen een extern toegepaste vervorming of rek. opslagmodulus tijdens de wachttijd te analyseren; zie figuur 2.
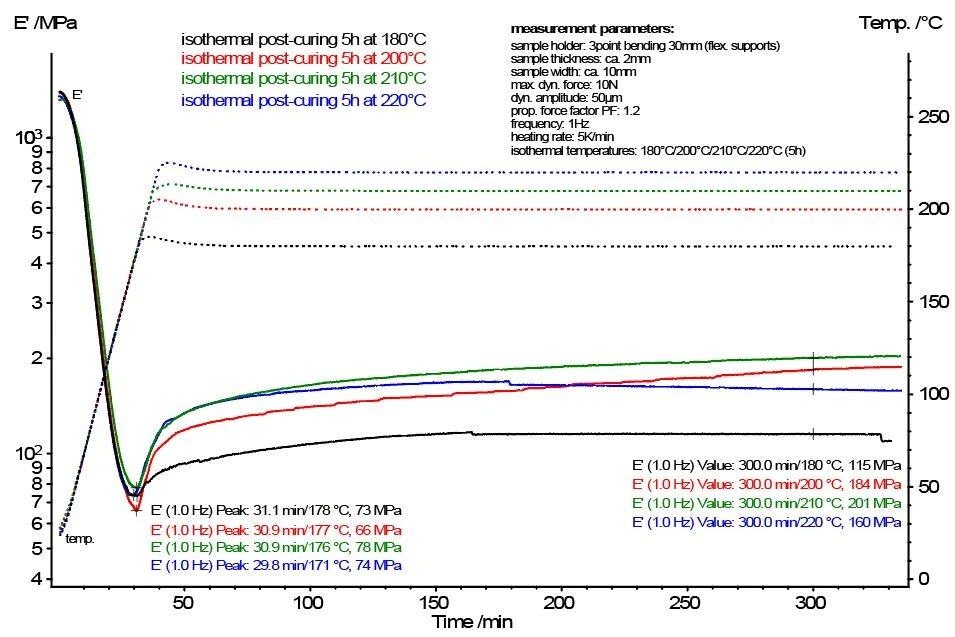
Het is te zien dat met toenemende temperatuur steeds hogere moduluswaarden kunnen worden bereikt en dat de toename sneller verloopt bij hogere temperaturen. Pas bij 220°C treedt een negatief effect op. Na een aanvankelijke toename van de moduluswaarde begint deze na ongeveer 80 minuten van de totale meettijd te dalen, wat een indicatie is van verbrossing van het materiaal. Bij 220°C treedt dus al materiaalschade op.
De bereikbare moduluswaarden na 300 minuten laten de aanzienlijke toename met de temperatuur zien. Dit verschil is echter niet meer zo large tussen 200°C en 210°C.
Om het effect op de glasovergang te kunnen evalueren, worden alle monsters die IsothermTesten bij een gecontroleerde en constante temperatuur worden isotherm genoemd.isotherm worden gehouden vervolgens dynamisch verwarmd van -100°C tot 200°C met een verwarmingssnelheid van 2 K/min. Het verschil in de moduluswaarden kan nu al worden herkend aan het begin van de meting bij -100°C. Het is ook duidelijk te zien dat de moduluswaarde van het monster beschadigd bij 220°C niet verschilt van het monster na uitharding bij 180°C. De piek van tan d, die overeenkomt met de glasovergang van het materiaal (Tg), verschuift naar hogere waarden naarmate de bewaartemperatuur toeneemt. Het is echter ook te zien dat de verschillen minder sterk toenemen na een nabehandeling bij 200°C.
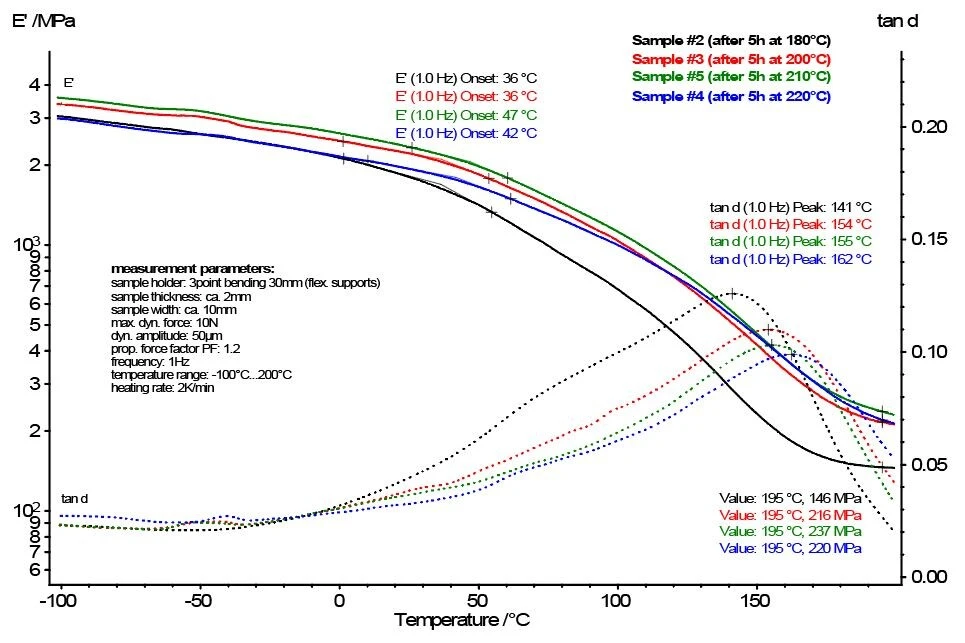
De resultaten tonen aan dat de hoogste moduluswaarde en Tg bereikt kunnen worden bij een uithardingstemperatuur van 210°C.
Afhankelijk van de randvoorwaarden kunnen nu verschillende optimalisatiebeslissingen worden afgeleid:
- Om de maximale moduluswaarde van 201 MPa te bereiken, moet de uitharding worden uitgevoerd bij 210°C gedurende 300 minuten.
- Als bijvoorbeeld een moduluswaarde van 150 MPa voldoende is, wordt deze bereikt bij 200°C na 160 minuten en bij 210°C na 70 minuten. Afhankelijk van de oventechnologie kan worden aangenomen dat het energiezuiniger is (+tijd en kosten) om dezelfde resultaten in 90 minuten minder bij 210°C te bereiken.
- Als een bepaalde glasovergangswaarde vereist is, bijv. > 150°C, kan een uithardingstemperatuur van 200°C al voldoende zijn. Verdere isotherme wachttijden moeten worden gebruikt om te controleren of dezelfde Tg ook sneller kan worden bereikt bij hogere temperaturen.
Dit voorbeeld is bedoeld om aan te tonen dat, afhankelijk van de beoogde prestatiewaarde (modulus of Tg), tijd, kosten of energie-efficiëntie, een paar DMA-metingen meestal voldoende zijn om de resultaatruimte te beperken en vervolgens met 1 - 2 bevestigingsmetingen te controleren of de beoogde waarden zijn bereikt.
Daarom kan DMA worden gebruikt om de thermische uitharding van UV-uithardende inkten, coatings en 3D-printing harsen te optimaliseren. Afhankelijk van de doelwaarde kunnen andere methoden zoals onze UV-DSC, UV-koppeling op de Kinexus rotationele reometer of UV-DEA worden gebruikt om UV-uitharding te optimaliseren.