24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA som optimeringsverktyg för efterhärdning av härdningsbeläggningar och 3D-printade komponenter
UV-härdningssystem har funnit en plats i olika branscher och tillämpningar tack vare sin snabba processbarhet, precision i tillämpningen och mångsidighet.
UV-härdningssystem har funnit en plats i olika branscher och tillämpningar tack vare sin snabba processbarhet, precision i tillämpningen och mångsidighet. Några av de viktigaste tillämpningarna hittills är
- Tryckeriindustrin: UV-härdande bläck och färger används i stor utsträckning inom tryckeribranschen. De möjliggör snabb torkning och Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning av bläck på papper, kartong, plast och andra trycksubstrat, vilket ökar produktionshastigheten.
- Träbearbetning: UV-härdande lacker används inom träförädling, särskilt för möbler, golv, möbelytor och ytbehandlingar samt trädekor. De ger snabb Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning och hög ytkvalitet.
- Fordonsindustrin: UV-härdande färger och lacker används inom fordonsindustrin för målning av plastdelar, inredningskomponenter och instrumentpaneler. De ger snabb Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning och hög ytkvalitet.
- Elektronik: UV-härdande material används inom elektronikindustrin för tillverkning av kretskort, displayer, höljen, strömbrytare och andra elektroniska komponenter. De erbjuder exakt dosering och applicering och möjliggör snabb produktion.
- Medicinsk teknik: UV-härdande material används vid tillverkning av medicintekniska produkter, dentalprodukter, ortopediska apparater och andra medicinska tillämpningar. De erbjuder hög precision och biokompatibla egenskaper.
- Optik och glasögon: UV-härdande material används för glasögonlinser, kontaktlinser och optiska beläggningar. De erbjuder snabb Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning, hög transparens och reptålighet.
- Flyg- och rymdindustrin: UV-härdande beläggningar används inom flygindustrin för komponenter, höljen och ytbehandlingar. De har låg vikt, hög slitstyrka och snabb Härdning (tvärbindningsreaktioner)Termen "crosslinking" betyder bokstavligen översatt "tvärnätverk". I kemiska sammanhang används det för reaktioner där molekyler länkas samman genom att införa kovalenta bindningar och bilda tredimensionella nätverk.härdning.
- Livsmedelsförpackningar: UV-härdande lacker används inom livsmedelsförpackningsindustrin för att skydda förpackningsmaterial, förbättra hållbarheten och minska fuktinträngning.
Utöver dessa traditionella områden har de använts i stor utsträckning inom additiv tillverkning i flera år. UV-härdande hartser utgör grunden för Vat Photopolymerization och Material Jetting-processer, och används även i Binder Jetting. Även här är egenskaperna hos snabb härdning relevanta för 3D-utskriftshastigheten, precisionen och finheten är relevanta för upplösning och uppnåelig skikttjocklek, och det breda utbudet av formuleringar möjliggör en nästan oändlig kombination av materialegenskaper och material.
I vissa tillämpningar kan egenskaperna hos bläck, beläggningar och 3D-utskrivna delar till och med förbättras ytterligare genom härdning vid förhöjda temperaturer efter UV-härdning. Detta är ibland användbart för att kontrollera härdningsdjupet eller förbättra egenskaperna:
- Tjockleken på beläggningen eller tryckfilmen: För tjocka lager av UV-härdande material kan det hända att UV-ljuset inte tränger igenom tillräckligt för att säkerställa fullständig härdning. Termisk efterhärdning krävs för att uppnå fullständig härdning genom hela tjockleken.
- Materialets sammansättning och grad av tvärbindning: Vissa material kräver termisk efterhärdning för att uppnå tillräcklig tvärbindning och polymerisation. Efterhärdning hjälper till att slutföra ofullständiga reaktioner och förbättra materialets stabilitet.
- Optimering av materialegenskaper. Kombinationen av UV-härdning och termisk efterhärdning gör det möjligt att optimera specifika materialegenskaper som hårdhet, elasticitet, slagseghet och kemisk resistens.
Dynamisk-mekanisk analys för optimering av termisk efterhärdning med avseende på mekaniska egenskaper
En bra metod för att optimera termisk efterhärdning med avseende på mekaniska egenskaper är dynamisk-mekanisk analys (DMA). DMA analyserar materialens beteende vid varierande temperaturer, frekvenser och töjningar. I följande exempel användes DMA för att fastställa den idealiska efterhärdningstemperaturen med avseende på tid, kostnad och prestanda.
Hartsystemet utvecklades av EZD för användning som bläck eller beläggning eller vid additiv tillverkning.
Proverna tillverkades med 3D-printing hos EZD-SKZ och analyserades med en DMA 303 Eplexor®. De viktigaste parametrarna sammanfattas i följande tabell:
| Provhållare | 3-punkts böjning. 30 mm flexibla stöd |
| Provets tjocklek | ca 2 mm |
| Provets bredd | ca 10 mm |
| Max. dyn. kraft | 10 N |
| Dyn. amplitud | 50 µm |
| Frekvens | 1 Hz |
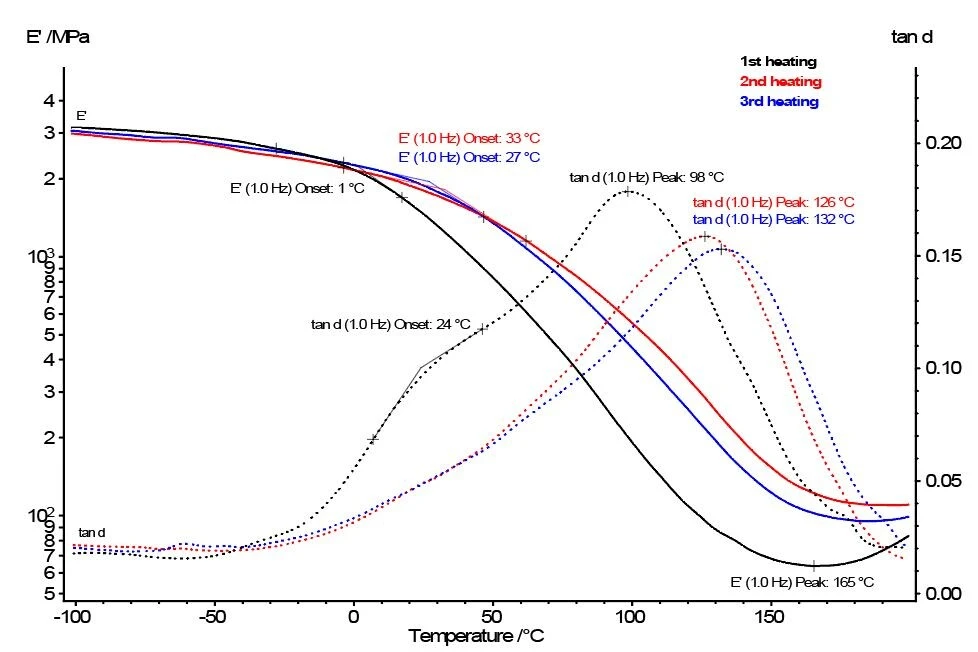
För en första utvärdering av härdningsbeteendet och det mekaniska beteendet under inverkan av temperaturen utfördes en DMA-mätning från 100°C till 200°C med en uppvärmningshastighet på 2 K/min. Efter kylning upprepades denna cykel ytterligare 2 gånger på samma prov. Resultaten visas i figur 1. Man kan se att en skillnad i lagringsmodul uppstår vid temperaturer över rumstemperatur. Styvheten ökar med ökande uppvärmning. Dessutom förskjuts glasövergången (tan d) till högre temperaturer.
För att bestämma den idealiska härdningstemperaturen för det nya hartssystemet upphettades proverna med 5 K/min från rumstemperatur till måltemperaturerna 180°C, 200°C, 210°C och 220°C och hölls isotermt i 5 timmar efter att temperaturen uppnåtts för att analysera den eventuella ökningen av lagringsmodulen under hålltiden; se figur 2.
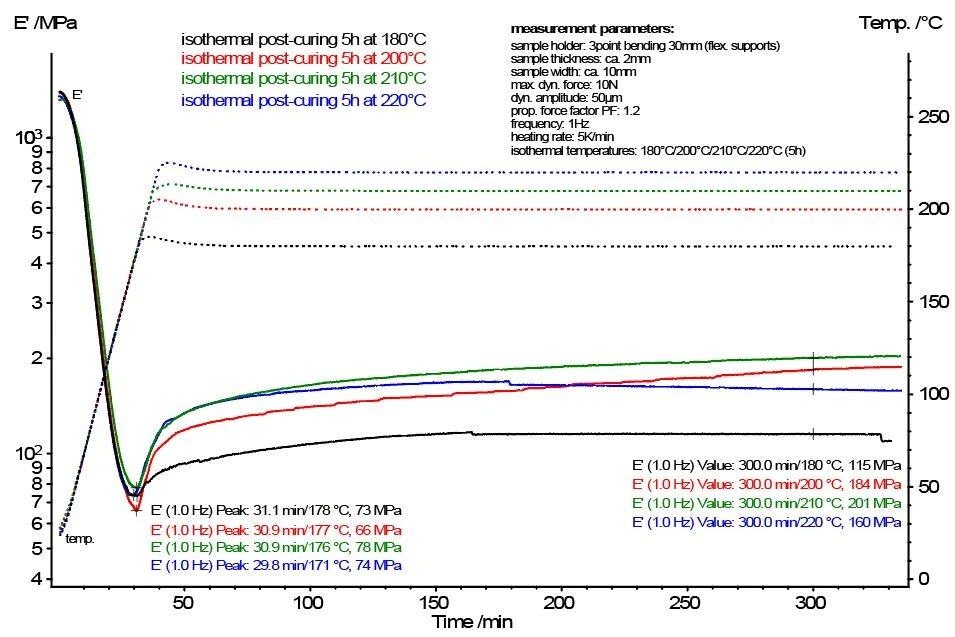
Man kan se att med ökande temperatur kan högre och högre modulvärden uppnås och att ökningen sker snabbare vid högre temperaturer. Först vid 220°C uppträder en negativ effekt. Efter en initial ökning av modulvärdet börjar det sjunka efter ca 80 minuters total mättid, vilket är en indikator på försprödning av materialet. Vid 220°C uppstår således redan materialskador.
De modulvärden som kan uppnås efter 300 minuter visar en avsevärd ökning med temperaturen. Denna skillnad är dock inte längre så large mellan 200°C och 210°C.
För att kunna utvärdera effekten på glasövergången värms alla prover som hållits isotermt dynamiskt från -100°C till 200°C med en uppvärmningshastighet på 2 K/min. Skillnaden i modulvärdena kan nu identifieras redan i början av mätningen vid -100°C. Man kan också tydligt se att modulvärdet för provet som skadats vid 220°C inte skiljer sig från provet som efterhärdats vid 180°C. Toppen för tan d, som motsvarar materialets glasövergång (Tg), förskjuts till högre värden när hålltemperaturen ökar. Man kan dock också se att skillnaderna ökar mindre kraftigt efter en efterhärdning vid 200°C.
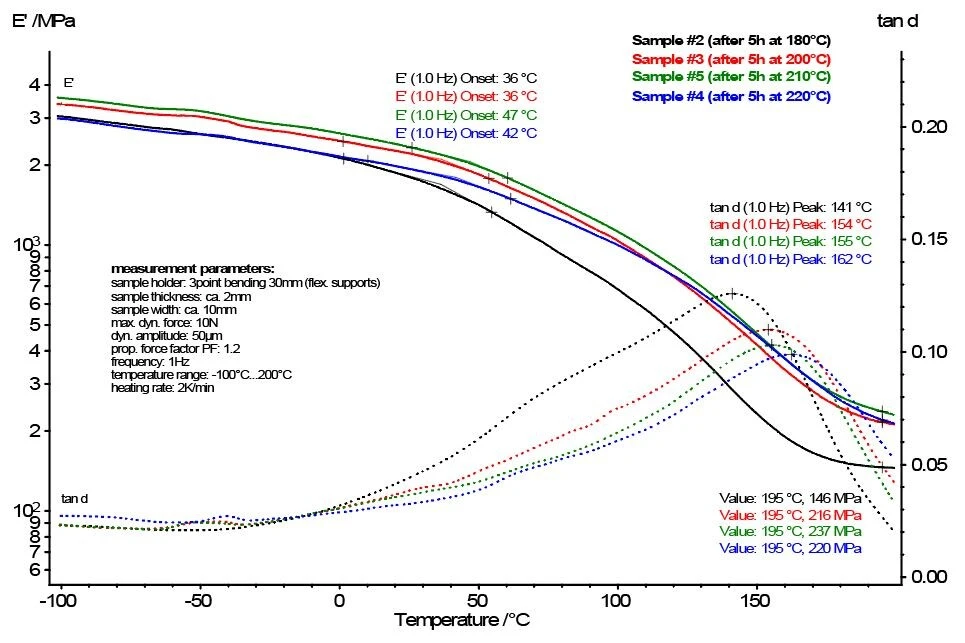
Resultaten visar att det högsta modulvärdet och Tg kan uppnås vid en härdningstemperatur på 210°C.
Beroende på ramvillkoren kan nu olika optimeringsbeslut härledas:
- För att uppnå det maximala modulvärdet på 201 MPa måste härdningen ske vid 210°C i 300 minuter.
- Om det t.ex. räcker med ett modulvärde på 150 MPa uppnås detta vid 200°C efter 160 minuter och vid 210°C efter 70 minuter. Beroende på ugnstekniken kan man anta att det är mer energieffektivt (+tid och kostnader) att uppnå samma resultat på 90 minuter mindre vid 210°C.
- Om ett visst glasomvandlingsvärde krävs, t.ex. > 150°C, kan en härdningstemperatur på 200°C redan vara tillräcklig. Ytterligare isotermiska hålltider bör användas för att kontrollera om samma Tg också kan uppnås snabbare vid högre temperaturer.
Detta exempel är avsett att visa att beroende på målvärdet för prestanda (modul eller Tg), tid, kostnad eller energieffektivitet, räcker det vanligtvis med ett fåtal DMA-mätningar för att begränsa resultatområdet och sedan verifiera att målvärdena uppnås med 1-2 bekräftelsemätningar.
Därför kan DMA användas för att optimera den termiska härdningen av UV-härdande bläck, beläggningar och hartser för 3D-printing. Beroende på målvärdet kan andra metoder som vår UV-DSC, UV-koppling på Kinexus rotationsreometer eller UV-DEA användas för att optimera UV-härdningen.