24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA jako optimalizační nástroj pro následné vytvrzování vytvrzovaných nátěrů a 3D tištěných součástí
Systémy UV vytvrzování si našly místo v různých průmyslových odvětvích a aplikacích díky své rychlé zpracovatelnosti, přesnosti aplikace a univerzálnosti.
Systémy UV vytvrzování si našly místo v různých průmyslových odvětvích a aplikacích díky své rychlé zpracovatelnosti, přesnosti aplikace a univerzálnosti. Některé z nejdůležitějších aplikací k dnešnímu dni jsou:
- Tiskařský průmysl: V tiskařském průmyslu se hojně využívají inkousty a barvy vytvrzované UV zářením. Umožňují rychlé schnutí a vytvrzení barev na papíru, kartonu, plastech a dalších tiskových substrátech, což zvyšuje rychlost výroby.
- Zpracování dřeva: Nátěry vytvrzované UV zářením se používají při zpracování dřeva, zejména na nábytek, podlahové krytiny, povrchy a povrchové úpravy nábytku a dřevěné dekory. Zajišťují rychlé vytvrzení a vysokou kvalitu povrchu.
- Automobilový průmysl: Barvy a nátěry vytvrzované UV zářením se používají v automobilovém průmyslu k lakování plastových dílů, součástí interiéru a palubních desek. Nabízejí rychlé vytvrzení a vysokou kvalitu povrchu.
- Elektronika: V elektronickém průmyslu se UV vytvrzující materiály používají k výrobě desek s plošnými spoji, displejů, krytů, spínačů a dalších elektronických součástek. Nabízejí přesné dávkování a aplikaci a umožňují rychlou výrobu.
- Zdravotnická technika: Materiály vytvrzované UV zářením se používají při výrobě lékařských přístrojů, stomatologických výrobků, ortopedických pomůcek a dalších lékařských aplikací. Nabízejí vysokou přesnost a biokompatibilní vlastnosti.
- Optika a brýle: Materiály vytvrzované UV zářením se používají pro výrobu brýlových čoček, kontaktních čoček a optických povlaků. Nabízejí rychlé vytvrzení, vysokou průhlednost a odolnost proti poškrábání.
- Letectví a kosmonautika: Povlaky vytvrzované UV zářením se používají v leteckém a kosmickém průmyslu na součásti, pouzdra a povrchové aplikace. Nabízejí nízkou hmotnost, odolnost a rychlé vytvrzení.
- Potravinářské obaly: Povlaky vytvrzované UV zářením se používají v potravinářském průmyslu k ochraně obalových materiálů, zvýšení odolnosti a snížení pronikání vlhkosti.
Kromě těchto tradičních oblastí se již několik let hojně využívají v aditivní výrobě. Pryskyřice vytvrzované UV zářením tvoří základ pro procesy fotopolymerizace v kádi a materiálové tryskání a používají se také v procesu Binder Jetting. I zde jsou vlastnosti rychlého vytvrzení důležité pro rychlost 3D tisku, přesnost a jemnost jsou důležité pro rozlišení a dosažitelnou tloušťku vrstvy a široká škála receptur umožňuje téměř nekonečnou kombinaci vlastností materiálů a materiálů.
V některých aplikacích lze vlastnosti inkoustů, nátěrů a 3D-tiskových dílů dokonce dále zlepšit Vytvrzování (síťovací reakce)V doslovném překladu termín "crosslinking" znamená "křížové propojení". V chemickém kontextu se používá pro reakce, při nichž se molekuly spojují kovalentními vazbami a vytvářejí trojrozměrné sítě.vytvrzováním při zvýšených teplotách po vytvrzení UV zářením. To je někdy užitečné pro kontrolu hloubky vytvrzení nebo zlepšení vlastností:
- Tloušťka povlaku nebo tiskové vrstvy: U silných vrstev materiálů vytvrzovaných UV zářením nemusí UV světlo dostatečně proniknout, aby zajistilo úplné vytvrzení. K dosažení úplného vytvrzení v celé tloušťce je nutné tepelné dotvrzení.
- Složení materiálu a stupeň zesíťování: Některé materiály vyžadují tepelné dotvrzení, aby se dosáhlo dostatečného zesíťování a polymerizace. Následné vytvrzení pomáhá dokončit nedokončené reakce a zlepšit stabilitu materiálu.
- Optimalizace vlastností materiálu. Kombinace UV vytvrzování a tepelného dotvrzování umožňuje optimalizovat specifické vlastnosti materiálu, jako je tvrdost, pružnost, rázová pevnost a chemická odolnost.
Dynamicko-mechanická analýza pro optimalizaci tepelného dotvrzování s ohledem na mechanické vlastnosti
Dobrou metodou pro optimalizaci tepelného dotvrzování s ohledem na mechanické vlastnosti je dynamicko-mechanická analýza (DMA). DMA analyzuje chování materiálů při různých teplotách, frekvencích a deformaci. V následujícím příkladu byla použita k určení ideální teploty následného vytvrzování z hlediska času, nákladů a výkonu.
Systém pryskyřic byl vyvinut společností EZD pro použití jako inkoust nebo nátěr nebo v aditivní výrobě.
Vzorky byly vyrobeny pomocí 3D tisku ve společnosti EZD-SKZ a analyzovány pomocí DMA 303 Eplexor®. Nejdůležitější parametry jsou shrnuty v následující tabulce:
| Držák vzorku | tříbodové ohýbání. pružné podpěry o průměru 30 mm |
| Tloušťka vzorku | přibližně 2 mm |
| Šířka vzorku | cca 10 mm |
| Max. dynamická síla | 10 N |
| Dyn. amplituda | 50 µm |
| Frekvence | 1 Hz |
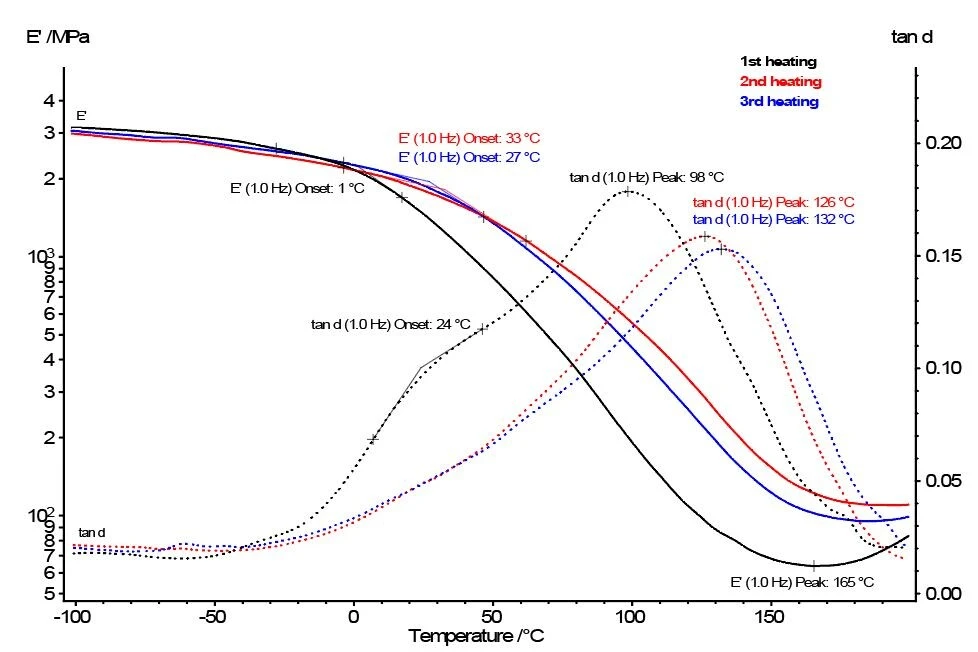
Pro počáteční vyhodnocení chování při vytvrzování a mechanického chování pod vlivem teploty bylo provedeno měření DMA od 100 °C do 200 °C při rychlosti ohřevu 2 K/min. Po ochlazení byl tento cyklus na stejném vzorku ještě dvakrát opakován. Výsledky jsou uvedeny na obrázku 1. Je vidět, že k rozdílu v modulu skladovatelnosti dochází při teplotách vyšších než pokojová teplota. Tuhost se zvyšuje s rostoucím zahříváním. Kromě toho se skelný přechod (tan d) posouvá k vyšším teplotám.
Pro určení ideální teploty vytvrzování pro nový systém pryskyřic byly vzorky zahřívány rychlostí 5 K/min z pokojové teploty na cílové teploty 180 °C, 200 °C, 210 °C a 220 °C a po dosažení teploty byly izotermicky udržovány po dobu 5 hodin, aby bylo možné analyzovat případný nárůst modulu skladovatelnosti během doby udržování; viz obrázek 2.
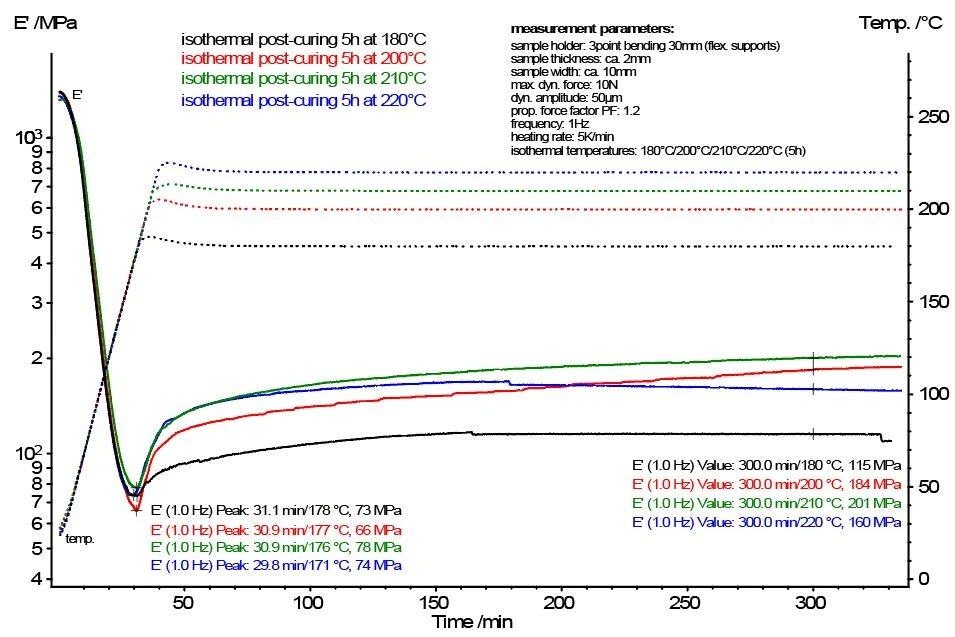
Je vidět, že s rostoucí teplotou lze dosáhnout stále vyšších hodnot modulu pružnosti a že k nárůstu dochází rychleji při vyšších teplotách. Teprve při teplotě 220 °C se projevuje negativní účinek. Po počátečním nárůstu hodnoty modulu přetvárnosti začíná po přibližně 80 minutách celkové doby měření klesat, což je ukazatelem křehnutí materiálu. Při 220 °C tedy již dochází k poškození materiálu.
Dosažitelné hodnoty modulu po 300 minutách vykazují výrazný nárůst s teplotou. Mezi 200 °C a 210 °C však již tento rozdíl není tak velký large.
Aby bylo možné vyhodnotit vliv na skelný přechod, jsou všechny vzorky držené izotermicky následně dynamicky zahřívány od -100 °C do 200 °C při rychlosti ohřevu 2 K/min. Rozdíl v hodnotách modulu pružnosti lze nyní rozpoznat již na začátku měření při -100 °C. Je také jasně vidět, že hodnota modulu pružnosti vzorku poškozeného při 220 °C se neliší od vzorku po vytvrzení při 180 °C. Vrchol tan d, který odpovídá skelnému přechodu materiálu (Tg), se s rostoucí teplotou držení posouvá k vyšším hodnotám. Je však také vidět, že rozdíly se po vytvrzení při 200 °C zvyšují méně výrazně.
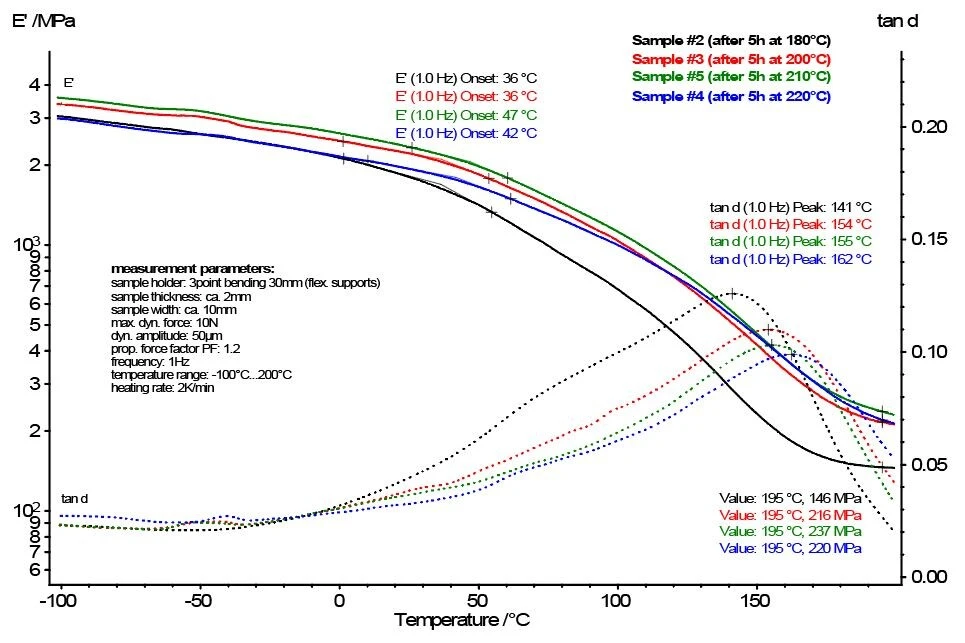
Výsledky ukazují, že nejvyšší hodnoty modulu pružnosti a Tg lze dosáhnout při teplotě vytvrzování 210 °C.
V závislosti na podmínkách rámu lze nyní odvodit různá optimalizační rozhodnutí:
- Pro dosažení maximální hodnoty modulu 201 MPa je třeba vytvrzovat při teplotě 210 °C po dobu 300 minut.
- Pokud například postačí hodnota modulu 150 MPa, bude jí dosaženo při 200 °C po 160 minutách a při 210 °C po 70 minutách. V závislosti na technologii pece lze předpokládat, že je energeticky efektivnější (+čas a náklady) dosáhnout stejných výsledků za dobu kratší o 90 minut při 210 °C.
- Pokud je požadována určitá hodnota skelného přechodu, např. > 150 °C, může být již teplota vytvrzování 200 °C dostatečná. Další izotermické doby udržování by měly být použity k ověření, zda lze stejné Tg dosáhnout rychleji i při vyšších teplotách.
Tento příklad má ukázat, že v závislosti na cílové hodnotě výkonu (modulu nebo Tg), času, nákladech nebo energetické účinnosti obvykle stačí několik měření DMA k zúžení prostoru výsledků a následnému ověření dosažení cílových hodnot pomocí 1 - 2 potvrzujících měření.
Proto lze DMA použít k optimalizaci tepelného vytvrzování UV vytvrzovaných barev, nátěrů a pryskyřic pro 3D tisk. V závislosti na cílové hodnotě lze k optimalizaci UV vytvrzování použít další metody, jako je naše UV-DSC, UV spojka na rotačním reometru Kinexus nebo UV-DEA.