24.07.2024 by Dr. Natalie Rudolph, Rüdiger Sehling, Dr. Felipe Wolff-Fabris (European Center for Dispersion Technologies (EZD)), Katlen Tröger (EZD)
DMA как инструмент оптимизации после отверждения упрочняющих покрытий и компонентов с 3D-печатью
Системы УФ-отверждения нашли свое место в различных отраслях промышленности и сферах применения благодаря быстроте обработки, точности нанесения и универсальности.
Системы УФ-отверждения нашли свое место в различных отраслях промышленности и сферах применения благодаря своей высокой технологичности, точности нанесения и универсальности. К наиболее важным областям применения на сегодняшний день относятся:
- Полиграфическая промышленность: УФ-отверждаемые краски и лаки широко используются в полиграфической промышленности. Они позволяют быстро высушивать и отверждать краски на бумаге, картоне, пластике и других полиграфических субстратах, что повышает скорость производства.
- Обработка древесины: УФ-отверждаемые покрытия используются в деревообработке, в частности для изготовления мебели, напольных покрытий, поверхностей и отделки мебели, а также декоративных элементов из дерева. Они обеспечивают быстрое отверждение и высокое качество поверхности.
- Автомобильная промышленность: Краски и покрытия УФ-отверждения используются в автомобильной промышленности для окраски пластиковых деталей, компонентов интерьера и приборных панелей. Они обеспечивают быстрое отверждение и высокое качество поверхности.
- Электроника: Материалы УФ-отверждения используются в электронной промышленности для производства печатных плат, дисплеев, корпусов, переключателей и других электронных компонентов. Они обеспечивают точную дозировку и нанесение, а также быстрое производство.
- Медицинская техника: Материалы УФ-отверждения используются в производстве медицинских приборов, стоматологических изделий, ортопедических приспособлений и других медицинских приложений. Они отличаются высокой точностью и биосовместимостью.
- Оптика и очки: Материалы УФ-отверждения используются для изготовления очковых линз, контактных линз и оптических покрытий. Они обеспечивают быстрое отверждение, высокую прозрачность и устойчивость к царапинам.
- Аэрокосмическая промышленность: Покрытия УФ-отверждения применяются в аэрокосмической промышленности для компонентов, корпусов и поверхностей. Они отличаются малым весом, долговечностью и быстрым отверждением.
- Упаковка пищевых продуктов: Покрытия УФ-отверждения используются в пищевой промышленности для защиты упаковочных материалов, повышения прочности и уменьшения проникновения влаги.
Помимо этих традиционных областей, они уже несколько лет широко используются в аддитивном производстве. Смолы УФ-отверждения являются основой для процессов фотополимеризации и струйной обработки материалов, а также используются для струйной обработки связующих. И здесь свойства быстрого отверждения влияют на скорость 3D-печати, точность и тонкость - на разрешение и достижимую толщину слоя, а широкий выбор рецептур позволяет практически бесконечно комбинировать свойства материалов и материалы.
В некоторых случаях свойства красок, покрытий и 3D-печатных деталей могут быть дополнительно улучшены путем отверждения при повышенных температурах после УФ-отверждения. Иногда это полезно для контроля глубины отверждения или улучшения свойств:
- Толщина покрытия или пленки для печати: Для толстых слоев УФ-отверждаемых материалов УФ-излучение может не проникать в достаточной степени, чтобы обеспечить полное отверждение. Для достижения полного отверждения по всей толщине требуется термическое постотверждение.
- Состав материала и степень сшивки: Некоторые материалы требуют термического постотверждения для достижения достаточной степени сшивания и полимеризации. Постотверждение помогает завершить незавершенные реакции и повысить стабильность материала.
- Оптимизация свойств материала. Сочетание УФ-отверждения и термического постотверждения позволяет оптимизировать специфические свойства материала, такие как твердость, эластичность, ударная вязкость и химическая стойкость.
Динамико-механический анализ для оптимизации термоотверждения с учетом механических свойств
Хорошим методом оптимизации термоотверждения с точки зрения механических свойств является динамико-механический анализ (ДМА). ДМА анализирует поведение материалов при различных температурах, частотах и деформациях. В следующем примере он был использован для определения идеальной температуры после отверждения с точки зрения времени, стоимости и производительности.
Система смол была разработана компанией EZD для использования в качестве чернил или покрытий, а также в аддитивном производстве.
Образцы были изготовлены методом 3D-печати на ЭЗД-СКЗ и проанализированы с помощью прибора DMA 303 Eplexor®. Наиболее важные параметры приведены в следующей таблице:
| Держатель образца | 3-точечный изгиб. 30-миллиметровые гибкие опоры |
| Толщина образца | около 2 мм |
| Ширина образца | ок. 10 мм |
| Макс. дин. сила | 10 N |
| Амплитуда динамики | 50 мкм |
| Частота | 1 Гц |
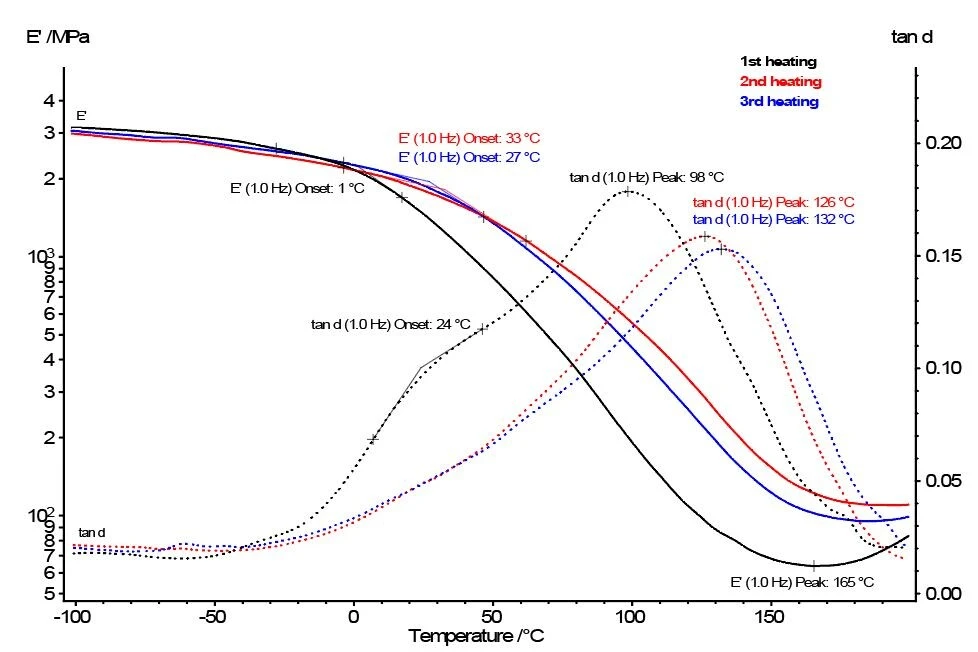
Для первоначальной оценки поведения отверждения и механического поведения под воздействием температуры было проведено измерение DMA от 100°C до 200°C при скорости нагрева 2 К/мин. После охлаждения этот цикл был повторен еще 2 раза на том же образце. Результаты показаны на рисунке 1. Видно, что разница в модуле упругости возникает при температурах выше комнатной. Жесткость увеличивается с увеличением нагрева. Кроме того, стеклование (tan d) смещается в сторону более высоких температур.
Чтобы определить идеальную температуру отверждения для новой системы смол, образцы нагревали со скоростью 5 К/мин от комнатной температуры до целевых температур 180°C, 200°C, 210°C и 220°C и выдерживали изотермически в течение 5 ч после достижения температуры, чтобы проанализировать возможное увеличение модуля упругости за время выдержки; см. рис. 2.
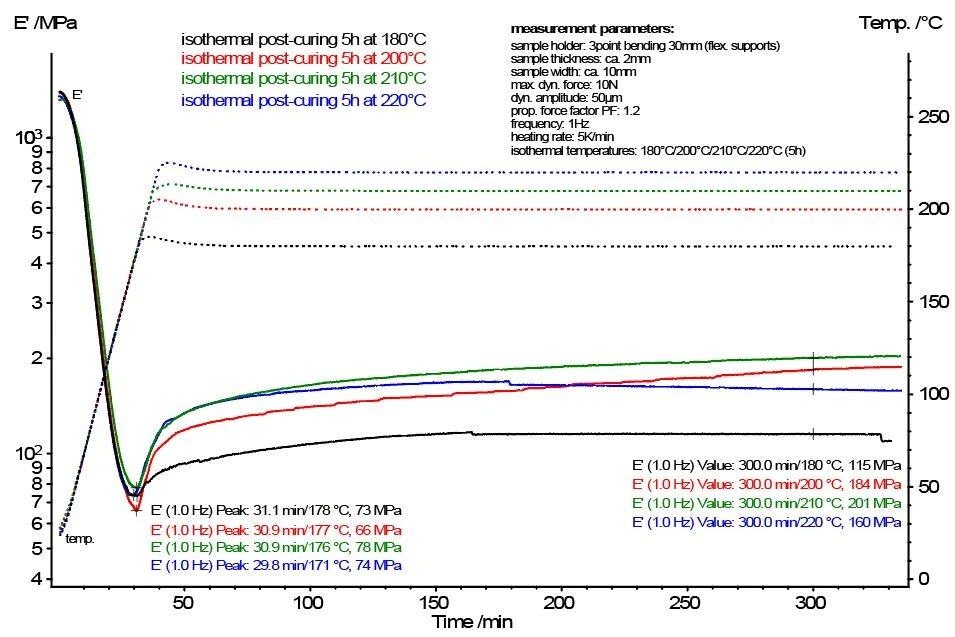
Видно, что с повышением температуры достигаются все более высокие значения модуля упругости и что при более высоких температурах увеличение происходит быстрее. Только при 220°C проявляется негативный эффект. После первоначального увеличения значения модуля упругости оно начинает снижаться примерно через 80 минут общего времени измерения, что является показателем охрупчивания материала. Таким образом, уже при 220°C происходит разрушение материала.
Достижимые значения модуля упругости через 300 минут демонстрируют значительное увеличение с ростом температуры. Однако эта разница уже не столь large между 200°C и 210°C.
Чтобы оценить влияние на стеклование, все образцы, выдержанные в изотермическом режиме, впоследствии динамически нагреваются от -100°C до 200°C со скоростью нагрева 2 К/мин. Разница в значениях модуля упругости заметна уже в начале измерения при -100°C. Также хорошо видно, что значение модуля упругости образца, поврежденного при 220°C, не отличается от образца после отверждения при 180°C. Пик tan d, соответствующий стеклованию материала (Tg), смещается к более высоким значениям по мере увеличения температуры выдержки. Однако можно заметить, что после отверждения при 200°C различия увеличиваются не так резко.
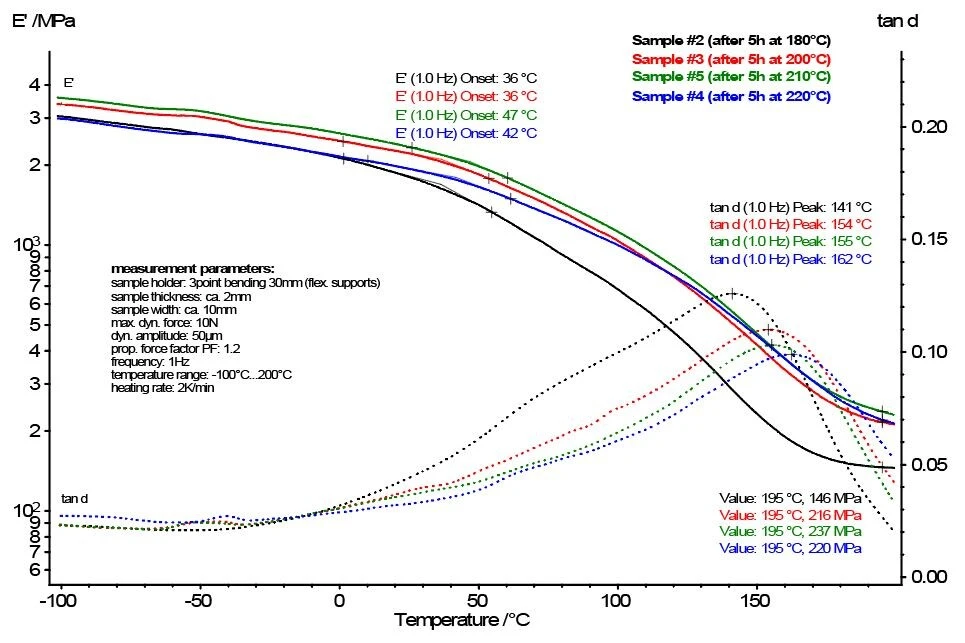
Результаты показывают, что наибольшее значение модуля упругости и Tg достигается при температуре отверждения 210°C.
В зависимости от условий эксплуатации каркаса можно принять различные решения по оптимизации:
- Чтобы получить максимальное значение модуля упругости 201 МПа, отверждение должно проводиться при 210°C в течение 300 минут.
- Если, например, достаточно значения модуля упругости 150 МПа, то оно будет достигнуто при 200°C через 160 минут и при 210°C через 70 минут. В зависимости от технологии печи можно предположить, что более энергоэффективным (+время и затраты) будет достижение тех же результатов за 90 минут при 210°C.
- Если требуется определенное значение стеклования, например, > 150°C, то температура отверждения 200°C может быть уже достаточной. В дальнейшем следует использовать изотермическую выдержку, чтобы проверить, можно ли достичь того же значения Tg быстрее при более высоких температурах.
Данный пример призван показать, что в зависимости от целевого значения характеристик (модуль или Tg), времени, стоимости или энергоэффективности, нескольких измерений DMA обычно достаточно, чтобы сузить область результатов и затем проверить достижение целевых значений с помощью 1 - 2 подтверждающих измерений.
Таким образом, DMA можно использовать для оптимизации термического отверждения УФ-отверждаемых красок, покрытий и смол для 3D-печати. В зависимости от целевого значения для оптимизации УФ-отверждения можно использовать другие методы, такие как УФ-ДСК, УФ-связывание на ротационном реометре Kinexus или УФ-ДЭА.